 Call Us Today! (+86) 188-2253-7569
Call Us Today! (+86) 188-2253-7569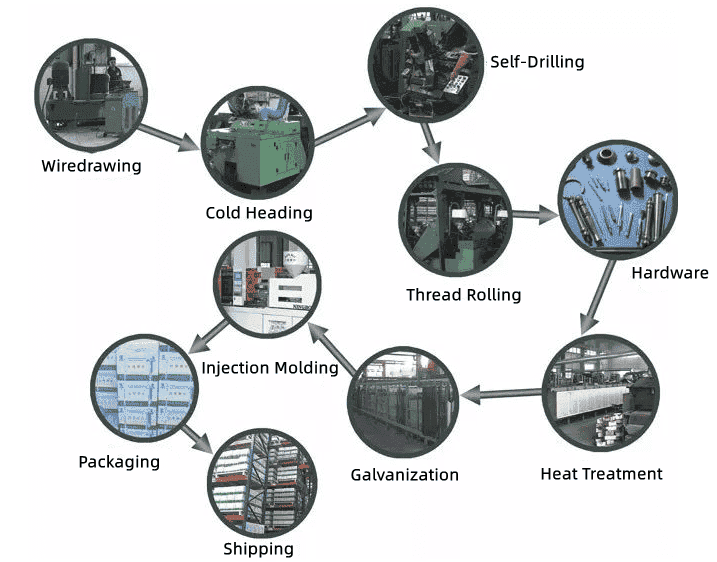
Bolt is an essential and fundamental hardware in the construction industry. The manufacturing procedure of bolts has become high-tech and advanced.
Steel has long been the cornerstone of architectural marvels, machinery, and countless applications across industries.
Steel evolves into bolts through cutting-edge techniques and innovative technologies.
In this era of rapid industrial advancement, the metamorphosis of steel into functional and durable bolts has become an intricate art form.
However, as technology progresses, so does the demand for superior performance, sustainability, & efficiency. Let’s try to understand how steel turns into bolts.
Bolts: Essential Engineering Components Transformed
A bolt is a threaded fastener. It has an exterior male thread that is needed, an equivalent pre-shaped female thread, for example, a nut. Bolts are like screws.
Importance of Bolts in Engineering and Construction
In the engineering & construction industry, bolts are vital and used almost everywhere. Besides massive machines & steel, bolts are essential to a construction project.
Any construction project relies on bolts; quality is a significant factor one cannot ignore at any cost.
-
Performance
Any construction project will fail without high-quality bolts. For example, buildings need to keep water out of the house.
The use of a bridge is to grip the weight of the vehicle. Quality bolts indicate that the construction structure will function securely and correctly.
-
Safety
Bolts made of lower materials are weak & might even make the structure feeble. Damaged or Cracked pins are dangerous as they could make the structure insecure & might increase the probability of accidents.
Thus, it is better to avoid such concerns before using high-quality bolts in every construction project.
-
Time Tested & Durable
You must consider high-quality bolts if you wish for any construction project to perform properly. Nobody wants to spare their valuable time & effort in building any feeble structure.
Weak fasteners are more vulnerable to rust and cracks, so ensure to select quality bolts.

Transfer of Raw Steel into Precise Metal Implements
A huge array of metal manufacturing methods from raw steel is accessible to engineers & technicians.
These fabrication techniques can be divided into sub-groups like laser cutting & shearing, forming approaches like bending & stretching, and welding methods like MIG & TIG welding.
-
Cutting
The simplest approach to metal manufacturing is cutting. The two main kinds of cutting are thermal and mechanical cutting.
Laser cutting is an effective and popular thermal cutting method. In this procedure, a ray of light is used to rapidly melt throughout metal & cut this into the preferred form.
The small point of a laser ray means it could perform small & delicate cuts dependent on the machine.
A CNC machine generally does thermal cutting methods like laser cutting. In CNC machines, no human operator is needed to do physical cuts.
CNC machines cut the beam based on a pre-programmed plan.
Mechanical cutting contains methods similar to punching, shearing, & sawing. In the procedure, the metal is pressed into a die to punch out a shape.
Mechanical cutting approaches are less precise than CNC-directed thermal cutting.
-
Forming
Forming is a wide group of metal manufacturing that covers several procedures for bending or reshaping metal into new sizes.
Bending, spinning, stretching, & stamping metal are just some of the forming subgroups.
Bending uses hydraulic pressures on a flat metal sheet, driving it into novel angles without breaking the material.
Bending could produce a wide variety of angles & shapes like grooves, corners, & curves. Metal can be bent numerous times to form a compound finished part.
Stretching, another forming method, pulls metal sheets long distances to form new outlines.
Stretching can generate large shapes efficiently but has a risk of damaging the feature of the material.
Working with a thick gauge sheet metal & irregular or small patterns could make forming methods harder.
Yet, creating is still a valued tool for metal fabrication as it is low-cost and moderately simple to perform.
-
Welding
This technique of metal fabrication includes joining metal modules together with electrical energy.
Arc welding uses an arc of electrical current to dissolve a filler material along the joint between two pieces of metal, making a solid bond.
Welding is an assembly technique that joins metal parts.
The main groups of arc welding are TIG & MIG. The groups are defined by the diverse materials used as filler material in the joining procedure.
Though both are accomplished in joining metals like steel, TIG is typically preferred for welding thin ingredients like sheet metal.
Jointing parts with welding is generally the final phase in a multi-step metal forming procedure.
Depending on the complication of the weld, the job may be achieved by a human welder or an automated welding machine.
Welding creates robust bonds but is more labor & resource-intensive than several other kinds of fabrication.
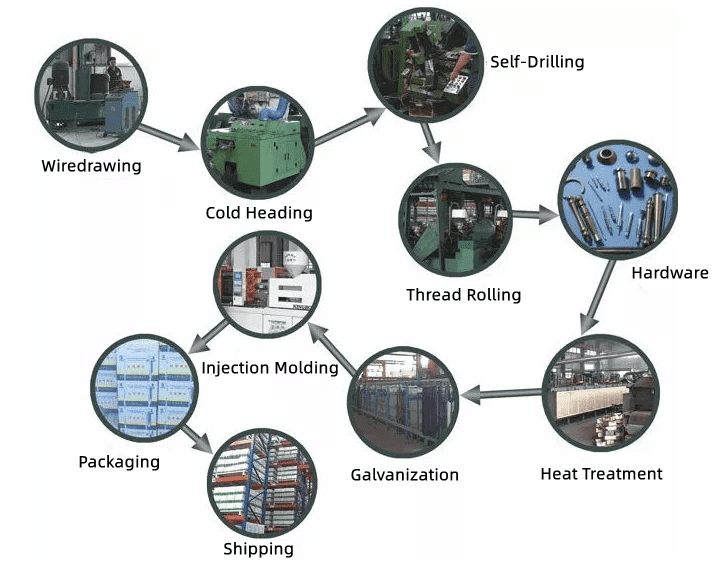
Basic Production Process
Cold forging
-
Uncoiling and cutting steel wire rods
The big steel wire rods are uncoiled as well as cut to length. The grade of steel is industry standard, as per ISO 898.
-
Cold forging process using specialized tooling
The wire is cold forged to the proper form using special tooling. The steel is molded at normal temperature by forcing it by a number of dies at high pressure.
-
Complex tooling with high precision
The tooling can be rather complex, holding up to 200 diverse parts with hundreds of millimeter tolerances.
When perfected, cold forging confirms bolts can be produced rapidly, in big volumes, & with higher uniformity.
-
Additional turning, drilling, and attachment of washers for complex bolt designs
Some extra drilling or turning might be required for more intricate bolt designs, which can not be done through cold forging alone.
Turning includes rotating the bolt at a higher speed; steel is cut away to attain the desired design &shape. Drilling could be used to make holes over the bolt.
If essential, some bolts might have washers connected at this procedure phase.
Cold forging uses displacement to form the material into the preferred shape. The compressive force comprises the metal among a punch & dies at normal temperature till the material squeezes to the die’s outlines.
Cold forging methods include pressing, drawing, rolling, spinning, heading, & extruding.
-
Factors to consider when doing cold forging
- Material volume: Cautious control over the material volume stops stress & damage, mainly in closed forging, as the extra has no place to escape.
- Bonderizing: This coating procedure improves material flow through the procedure to reduce stress, force, and friction and improve surface quality.
- Annealing: Annealing moderates the metal and improves the material flow. It could be applied as an intermediate procedure when work hardening happens before the forging procedure is finished.
- Lubrication: Lubrication is acute during cold forging. High-thickness oil protects against friction of metal-on-metal & applying tinny oil dissolves heat.
Heat Treatment
The heat treatment process changes the metal’s internal structure by heating it to a definite temperature.
The metal is then cooled in a certain way to get the desired grade of physical & mechanical properties, for example, brittleness, hardness, & softness.
The temperature metals are heated to & the rate of cooling after heat treatment could significantly alter the metal’s properties.
-
The standard process for all bolts
Heat treatment is a regular procedure for all bolts, which includes exposing the bolt to extreme temperatures to toughen the steel.
-
Exposing bolts to extreme temperatures for hardening
As heat treatment alters the properties of the steel and makes it harder, this is easier & cost-effective to execute threading earlier.
Yet, threading after heat treatment means improved fatigue performance.
-
Threading applied before or after heat treatment
Threading is generally executed before heat treatment. It is done by rolling or cutting, while the steel is softer.
Rolling works much similarly to cold forging, & includes running the bolt by a die to shape & mold the steel into threads. Cutting contains forming threads through cutting & removing steel.
-
Threading after heat treatment for better fatigue performance
The heat treatment could reason heat marks & small harm to the bolt. For this cause, some clients want to thread afterward heat treatment, mainly for applications similar to engine & cylinder head bolts.
It is a more costly procedure as you require to make hardened steel. But the threads would maintain the shape better.
Size and Surface
-
Straightening process for long bolts
For long bolts, the heat treatment could have the result of creating the steel revert to the round form of the original steel wire. So, a procedure of straightening often requires to be applied.
-
Surface treatment based on application and customer requirements
The option of surface treatment depends on the application of bolts & client needs. Usually, the key concern of bolts is corrosion resistance. Thus galvanized coatings by electrolytic treatment are a standard solution.
-
Additional assembly for advanced designs and patching for specific bolts
This is a procedure of absorbing the bolt in a zinc-comprising liquid & giving an electric current to reason the zinc to make a coating on the bolt.
Yet, electrolytic treatment d increases the danger of hydrogen embrittlement. Another alternative is zinc flake, which has high corrosion resistance.
-
Quality control to ensure uniformity and consistency
After completion of all steps, the bolt formation is finished. Now some sort of quality control is needed to guarantee consistency uniformity & consistency & before the bolts are packaged & delivered.
Summary of Production Process
A. Wire
- The first step is to uncoil, straighten, and cut the wire according to its length.
B. Cold Forging
-
Mold the steel in the correct shape at room temperature
This method permits the high-speed manufacturing of net shape parts with satisfactory mechanical properties & a higher-quality surface finish.
Another advantage to cold forming over hot forging is hardening.
During cold plastic deformation, the material’s crystal structure experiences profound changes, becoming stronger & more resistant.
The outcome is a finished part with better physical & mechanical properties.
The procedure has some drawbacks, in that parts with larger diameters require more pressing force to be formed. Then, other ways might be ok.
The output of cold-forming machines depends on the size of the bolts to be factory-made. Some have a speed of 300 parts per minute or more.
The tiniest screws & bolts, used in electronic elements & clocks, have a dia of less than 0.5 mm, though the biggest cold-formed screws have a dia of about 30 mm.
-
Progressive forming of bolt head using high-pressure dies
Generally, cold forging machines work at room temperature. The 1st material of the procedure is coiled wire, which is straightened & then put into the press.
Then the wire is sheared as per fixed length. The final bars, named blanks, are selected by a transfer device & moved through some workstations. Each station contains a punching tool & a forming die.
Each phase forms the material closer to its final shape till the part is similar to the form of the last die. This procedure is called “heading”, & the outcome of it is a screw blank with a head & a shaft.
C. Threading
-
Rolling or cutting to form threads
Thread rolling is a threading procedure involving distorting a metal stock by rolling this over dies to form outer threads alongside its surface.
Internal threads could be created using a similar principle called thread forming.
The procedures of generating threads are usually classified into three approaches: subtractive, reformative, & additive. These differ in how the thread is formed or shaped.
The main benefit of thread rolling is the sturdier surface & dimensional precision of the product. Yet, the procedure is limited to soft metals & needs more costly tooling.
There are different sorts of thread-rolling machines that vary as per the die used. Thread rolling machines could be planetary, flat-die, or cylindrical-die type.
D. Heat treatment
-
Exposing the bolt to extreme heat for hardening
Heat treating is a thermal procedure where parts, for example, nuts and bolts, are reheated & left to “soak” for a definite time.
The temperature is well under the alloy’s melting temperature but differs with its composition.
The soak time is often decided experimentally, as the size of the part &its heat transfer abilities will command how long the heating is necessary.
Along with time & temperature, metallurgists could also change the environment in the heater, as some alloys get benefits from heating in carbon monoxide, carbon dioxide, or nitrogen atmospheres.
They could also revise the “quench”, meaning the cooling rate of the parts afterward heat treatment.
E. Surface treatment
-
Application of zinc-plated coating or phosphate-based on requirements
Several materials are used to make bolts, for example, alloy steel, carbon steel, & stainless steel.
However, the most economical & common material is carbon steel. Carbon steel has no anti-corrosion feature.
Thus, it needs to be correctly treated on its surface to meet anti-corrosion needs. Zinc-plated coating or phosphate-based is done based on requirements
-
Additional assembly and patching for advanced designs
Different surface treatment approaches have a diverse anti-corrosive grade, & the features of anti-corrosive coating are also different; the use temperature of various coating is also different.
Usually used bolt surface treatment methods are electric galvanized, hot dip galvanized, phosphating electroplating, chromium electroplating, cadmium, dacron & so on.
F. Packing or stocking
-
Quality control to guarantee consistency & uniformity
After completion of the entire process, quality control is needed to ensure uniformity and consistency
-
Packaging of bolts for shipment
This is essential because the packaging is significant for properly delivering the fastener without damage.
Conclusion
The life of a fastener or bolt starts from a coil that experiences varying procedures such as hot forging, cold forging, & machining.
The materials are produced in equipment or machinery, including metal cutting, shaping, thread forming, & surface treatments.
All approaches lead to the final form of bolts before they are packed & shipped out to suppliers & distributors for use in different applications.



