 Call Us Today! (+86) 188-2253-7569
Call Us Today! (+86) 188-2253-7569Custom Aircraft Parts Manufacturing & Aerospace Prototyping
Aircraft parts production requirements are strict, and the parts produced need to have strong corrosion resistance. In addition to oxidation resistance, it should also ensure lightweight and high-strength impact resistance.
With advanced processing equipment and a deep understanding of the professional skills and knowledge of high-temperature aerospace-grade materials.
The custom aircraft parts for sale we produce have been recognized by the majority of airlines.
Aviation Industry CNC Custom Machining Service Content
Process and manufacture metal materials for custom aircraft parts
Metal: Aluminum, Aviation Aluminum, Brass, Bronze, Carbon Steel, Alloy Steel, Stainless Steel, Titanium Alloy, Nickel Alloy;
Plastic: PA66, ABS, POM, PVC, PEEK, PAI, Acrylic; Wood: Mahogany, Ebony, Pear Blossom wood, purple sandalwood.
Surface treatment for custom aircraft parts
Polishing, Sandblasting, Brushed, Anodizing, Electrophoresis, PVD, Plating, Etching, Spray, Laser carving
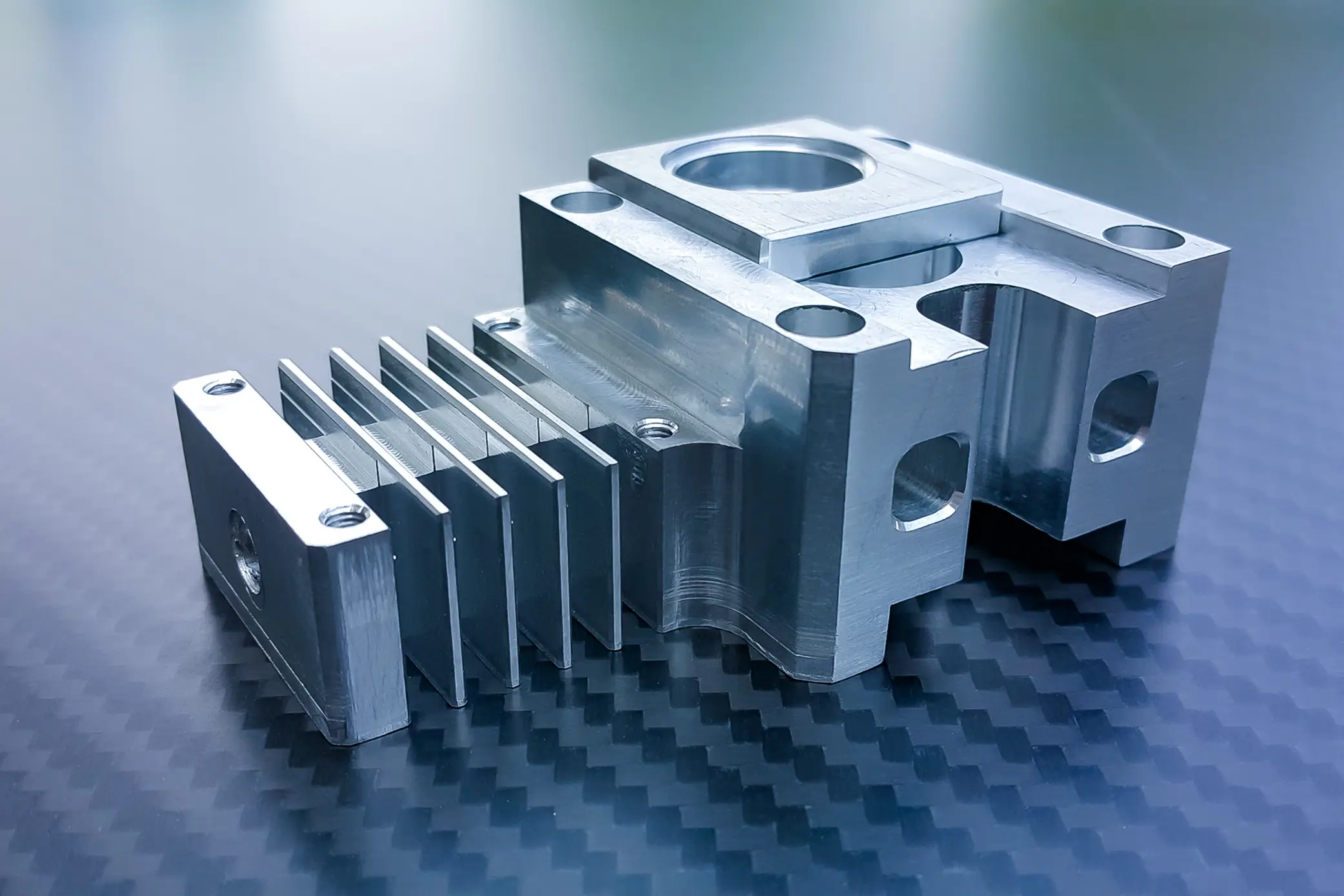
Types Of Aerospace Parts
Aircraft engines, hydraulic manifolds, transmissions, fuel bodies, landing gear, electrical connectors, housings, etc.
Various processing techniques for custom aircraft parts
CNC cutting, CNC turning, CNC milling, CNC drilling, CNC turning-milling, etc.
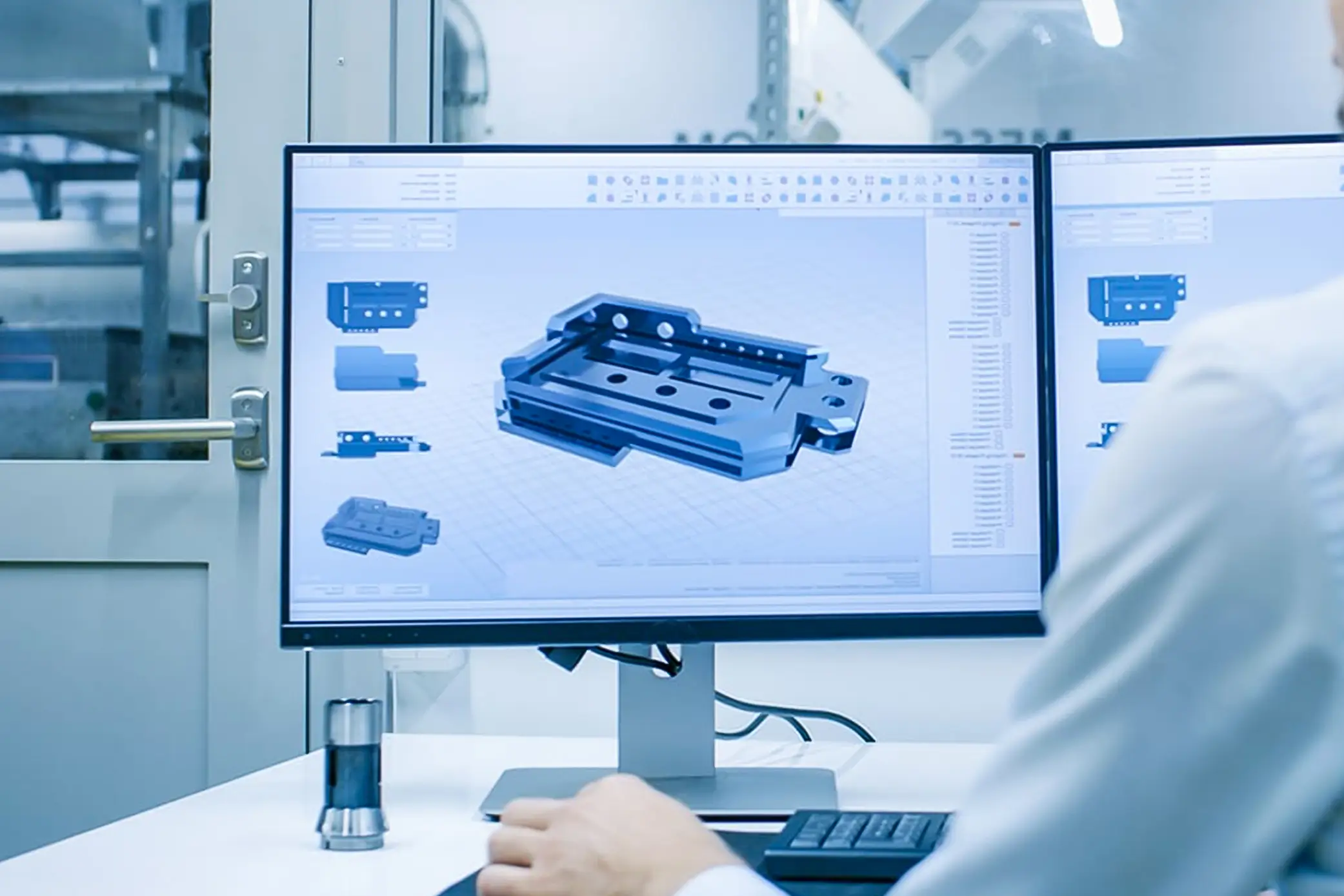
CNC Prototyping for custom aircraft parts
Offer service in rapid prototyping, CNC machined part, low volume production and RTV mold, CAD design…
Why Choose Us As Your Custom Aircraft Parts Supplier?
- Quality Assurance: YIJIN Hardware will proactively understand the quality points that customers care about from the initial communication, and provide cost-effective and rationalized suggestions from design, material, production process, manufacturability, etc.
- Tailor-Made: Customized machining of custom aircraft parts and prototypes for you.
- Advanced Technology and Experienced Team: The equipment is advanced to meet the customer’s large and small batch production. The experienced engineers will offer cost-effective and rationalized advice on design, materials, production processes, manufacturability, and more.
- High-Quality Service: We will share the order manufacturing process with you in real-time
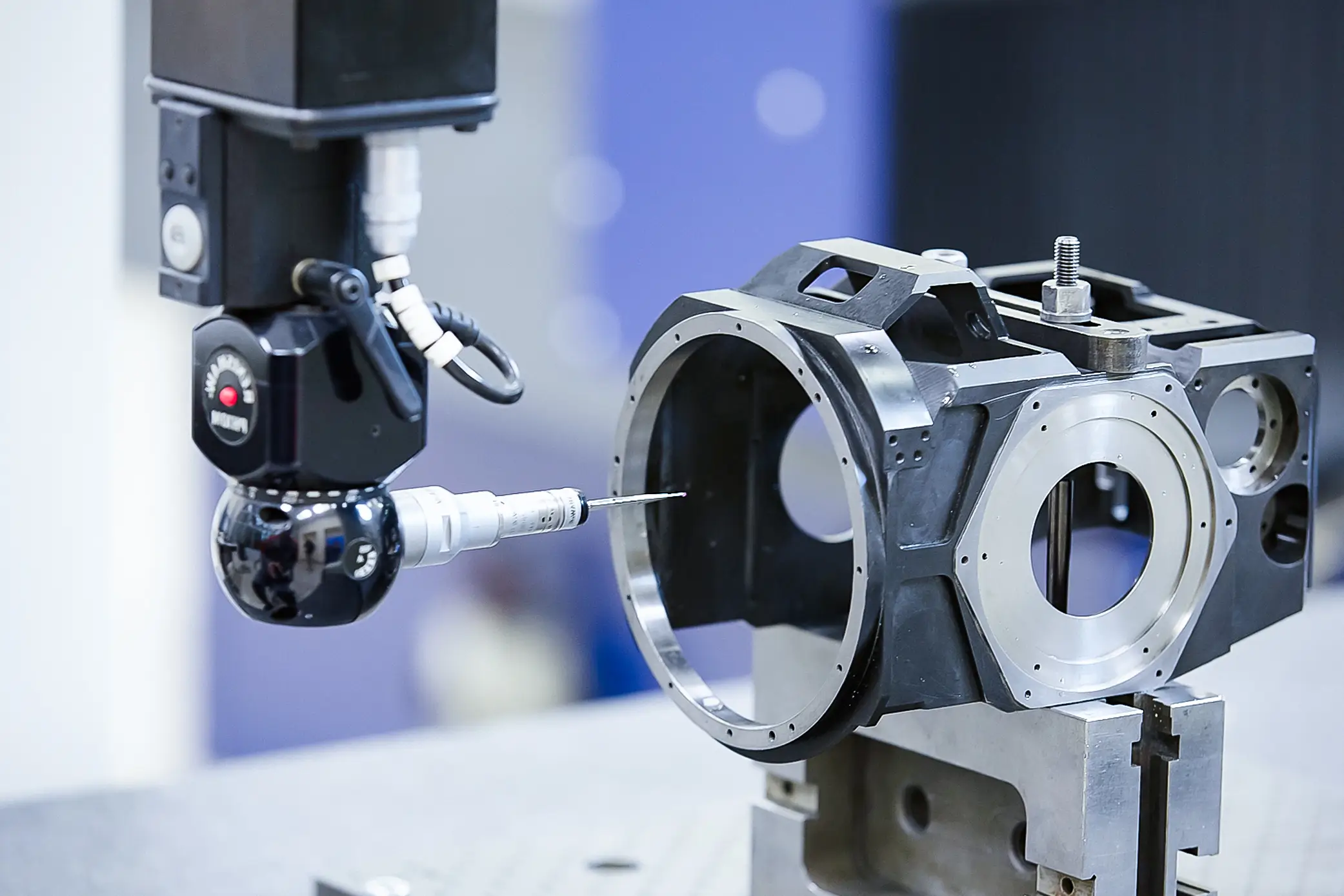
Progress Of The Aerospace Industry
With the continuous progress of the aerospace industry, the research and development of new models have promoted the development of the custom aerospace parts manufacturing industry.
With the increasing processing difficulty of custom aircraft parts such as engine discs, shaft parts, turbine casings, landing gear, etc., various new materials, new structures, and new technologies emerge in an endless stream, and the requirements for CNC machining technology are also increasing.
CNC machined components manufacturers are under increasing pressure from aerospace companies, and they must be as economical and efficient as possible in order to meet the challenges.
YIJIN Hardware’s General Tool Path
Roughing: Under the maximum load of the machine tool, in most cases, the largest possible tool should be selected, the largest possible feed amount, and the fastest possible feed.
In the case of the same knife, the feed is inversely proportional to the amount of feed.
Under normal circumstances, the load of the machine tool is not a problem.
The principle of tool selection is mainly based on whether the two-dimensional angle and three-dimensional arc of the product are too small.
After the knife is selected, the knife length is fixed. The principle is that the knife length is greater than the processing depth.
For large workpieces, it is necessary to consider whether the chuck interferes.
Light knife: The purpose of the light knife is to achieve the processing requirements of the surface roughness of the workpiece and reserve an appropriate margin.
Similarly, the light knife should be as large as possible, and the time as fast as possible, because the fine knife needs a longer time, use the most suitable feed and feed.
Under the same feed, the larger the horizontal feed, the faster, the curved surface feed is related to the surface roughness after processing, the size of the feed is related to the surface shape of the curved surface, and the minimum margin is left as long as the surface is not damaged.
The use of CNC machining technology and cutting tools depends to a large extent on the requirements for parts, materials and processes. Reducing the wall thickness will cause the parts to become extremely unstable, and the use of appropriate coolant also has a great impact on the service life of the tool. Therefore, the stability and clamping stability of the machine tool must be considered in CNC machining, and CNC CNC machining technology the macro geometry and micro geometry of the cutting tool play a very important role at this time.

YIJIN Hardware Clamping Method
Vise Clamping:
The clamping height should not be less than 10mm, and the clamping height and processing height must be specified when processing the workpiece.
The processing height should be about 5mm higher than the vise plane, the purpose is to ensure the firmness, and at the same time not to damage the vise.
This kind of clamping is general clamping, and the clamping height is also related to the size of the workpiece.
The larger the workpiece, the higher the clamping height.
Clamping of the Splint: The splint is coded on the worktable, and the workpiece is locked on the splint with screws.
This kind of clamping is suitable for workpieces with insufficient clamping height and large processing force, generally medium and large workpieces, and the effect is better.
Code Iron Clamping: When the workpiece is large, the clamping height is not enough, and the wire is not allowed to be locked at the bottom, the code iron is used for clamping.
This kind of clamping needs to be clamped twice. The four corners are first coded, the other parts are processed, and then the four sides are coded to process the four corners.
During the second clamping, do not let the workpiece loose, yard first and then loosen. You can also code both sides first and process the other two sides.
Clamping of the Tool: The diameter is above 10mm, and the clamping length is not less than 30mm; the diameter is less than 10mm, and the clamping length is not less than 20mm. The clamping of the tool must be firm to prevent collision with the tool and direct insertion of the workpiece.
Best CNC Machined Parts Manufacturer and Factory in China.
Offer Fast and Cost-Effective One-Stop CNC Machining Services.
Free Machined Parts Design to Your Projects with Fast Turnaround Times.
Start today. Get parts made fast.
Free Machined Parts Design to Your Projects with Fast Turnaround Times.