Genauigkeit bei der Blechverarbeitung ist sehr wichtig, aber das Erreichen enger Toleranzen kann eine wirklich schwierige Aufgabe sein. Inkonsistente Ergebnisse können zu Projektverzögerungen und minderwertigen Produkten führen. Viele Hersteller sind mit solchen Problemen konfrontiert, wenn Teile aufgrund eines schlechten Toleranzmanagements nicht richtig ausgerichtet sind.
Dieser Blogpost ist ein kompletter Leitfaden und deckt alles ab, was Sie über Toleranzen in der Blechbearbeitung wissen müssen, von grundlegenden bis hin zu fortgeschrittenen Praktiken in der Fertigung.
Was sind Blechtoleranzen?
Die zulässige Abweichung von den angegebenen Maßen bei gefertigten Teilen wird als Blechtoleranz bezeichnet. Es handelt sich um die zulässige Abweichung zwischen den tatsächlichen und den vorgesehenen Maßen, die für eine ordnungsgemäße Passform und Funktion wichtig ist.
Der zulässige Bereich der Abweichung von Messungen oder bestimmten Maßen für eine hergestellte Komponente oder ein Teil wird als Fertigungstoleranzbereich bezeichnet. Bei der Herstellung von Blechen reichen die Toleranzen in der Regel von ±0,005″ bis ±0,060".
Die gesamte zulässige Abweichung (nach oben und unten) in einem Maß wird als Toleranzfeld bezeichnet. Engere Toleranzen führen zu präziseren Teilen, erhöhen aber die Produktionskosten, während engere Toleranzen wirtschaftlich sind, aber Ausrichtungsprobleme verursachen können. Dieses Toleranzkonzept ist bei der Herstellung von Blechteilen sehr wichtig. Es stellt sicher, dass die Teile, die Sie erhalten, von hoher Qualität sind und perfekt zusammenpassen.
Welche Faktoren beeinflussen die Toleranz von Blechteilen?

In diesem Abschnitt werden wir die verschiedenen Faktoren erörtern, die die Toleranzen bei der Blechbearbeitung während der Fertigungsprozesse bestimmen. Das Wissen um diese Faktoren ist wichtig, um genaue und gleichbleibende Ergebnisse zu erzielen.
Material und Dicke
Verschiedene Metalle haben spezifische Eigenschaften, die die Toleranzen bestimmen. Dickere Materialien erlauben in der Regel engere Toleranzen, während dünnere Bleche eine engere Kontrolle erfordern. Rostfreier Stahl erlaubt zum Beispiel engere Toleranzen als Baustahl. Wenn Sie auf der Suche nach hochpräzisen Kundenspezifische Blechbearbeitung und -verarbeitungUm die gewünschten Ergebnisse zu erzielen, ist die Wahl des richtigen Materials und Partners entscheidend.
Schneiden und Umformen
Jede Fertigungstechnik hat inhärente Toleranzgrenzen. Beim Laserschneiden sind die Toleranzen in der Regel enger (±0,005") als beim Plasmaschneiden (±0,020"). Bei Formgebungsverfahren wie dem Biegen kommen weitere Variablen hinzu, die die endgültigen Abmessungen des Teils bestimmen.
Qualität von Werkzeugen und Formen
Präzisionsgeschliffene Matrizen und gut gewartete Werkzeuge produzieren in der Regel Teile mit engeren Toleranzen. Minderwertige oder abgenutzte Werkzeuge können zu uneinheitlichen Ergebnissen führen. Hochwertige Hartmetallwerkzeuge können die Toleranzen im Vergleich zu Standardstahl bis zu fünfmal länger einhalten.
Maschinenfähigkeiten und Kalibrierung
Hochmoderne CNC-Maschinen bieten eine hervorragende Genauigkeit, wobei einige Toleranzen von bis zu ±0,001″ erreichen. Regelmäßige Kalibrierung ist wichtig, selbst ein Ausrichtungsfehler der Abkantpresse von 0,1° kann zu Abweichungen bei gebogenen Teilen führen.
Fähigkeiten des Unternehmens in der Fertigung
Erfahrene Hersteller mit modernster Technologie und qualifizierten Mitarbeitern können durchweg engere Toleranzen erreichen. Nach ISO 9001 zertifizierte Unternehmen halten die Toleranzen bei wichtigen Abmessungen in der Regel innerhalb von ±0,005".
Entwurfskomplexität und Geometrie
Komplizierte Konstruktionen mit mehreren Biegungen, Schnitten oder Merkmalen lassen sich nur schwer innerhalb enger Toleranzen herstellen. Einfache, symmetrische Teile erlauben in der Regel engere Toleranzen (±0,010") als komplexe Geometrien (±0,030").
Auswahl des Materials
Die Wahl des richtigen Materials ist wichtig, um die gewünschten Toleranzen bei der Blechbearbeitung zu erreichen. Jeder Materialtyp hat bestimmte Eigenschaften, die die Fertigungsgenauigkeit und die Leistung des Teils bestimmen.
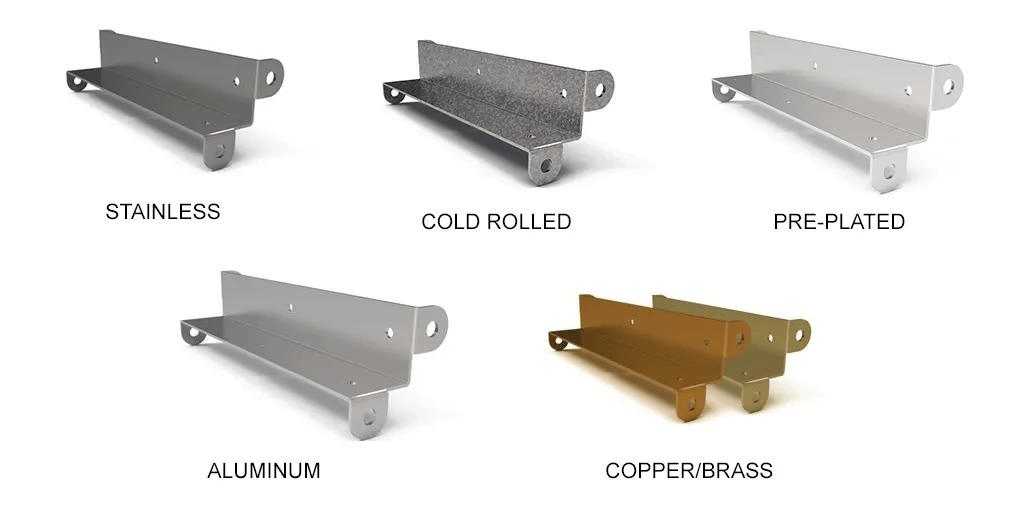
Materialtypen
Bei engeren Toleranzen werden Werkstoffe mit hoher Maßhaltigkeit und geringer Wärmeausdehnung bevorzugt. Sowohl rostfreier Stahl als auch Werkzeugstahl sind eine hervorragende Wahl. Sie haben einen hohen Elastizitätsmodul (200 GPa) und einen niedrigen Wärmeausdehnungskoeffizienten (10-12 × 10^-6/°C). Diese Eigenschaften widerstehen Verformungen unter Belastung und Temperaturschwankungen, während die Abmessungen genau bleiben.
Für engere Toleranzen sind formbarere Werkstoffe wie Aluminium oder Baustahl besser geeignet. Aluminium hat einen geringeren Elastizitätsmodul (70 GPa) und eine höhere Wärmeausdehnung (23 × 10^-6/°C), wodurch es leichter zu formen ist. Baustahl hat einen mäßigen Elastizitätsmodul (200 GPa) und eine geringe Wärmeausdehnung (12 × 10^-6/°C), was ein ausgewogenes Verhältnis zwischen Festigkeit und Formbarkeit ergibt. Diese Werkstoffe sind nachsichtiger und weniger anfällig für Rückfederung bei weniger wichtigen Anwendungen.
Materialtoleranz-Eigenschaften
Verschiedene Metalle haben unterschiedliche Toleranzmöglichkeiten. Edelstahl benötigt in der Regel engere Toleranzen (±0,005′′) als Aluminium (±0,010′′), da es weniger verformbar und fester ist. Kupferlegierungen liegen in der Regel zwischen diesen Bereichen.
Diese Tabelle zeigt die verschiedenen Werte für Materialien wie Toleranzbereich, Elastizitätsmodul und Wärmeausdehnungskoeffizient:
| Material | Toleranz Empfindlichkeit | Typischer Toleranzbereich | Elastizitätsmodul (GPa) | Wärmeausdehnungskoeffizient (10-6/°C) |
|---|---|---|---|---|
| Rostfreier Stahl (304) | Hoch | ±0,005″ bis ±0,015″. | 200 | 17.3 |
| Werkzeugstahl (D2) | Hoch | ±0,002″ bis ±0,010″. | 210 | 10.4 |
| Aluminium (6061-T6) | Mäßig | ±0,010″ bis ±0,030″ | 70 | 23.6 |
| Unlegierter Stahl (1018) | Niedrig | ±0,015″ bis ±0,045″. | 205 | 12 |
| Kupfer (C11000) | Mäßig | ±0,008″ bis ±0,020″ | 117 | 16.8 |
| Titan (Grad 5) | Hoch | ±0,005″ bis ±0,015″. | 114 | 8.6 |
Allgemeine Toleranzen für die Blechbearbeitung
Die Kenntnis von Allgemeintoleranzen ist wichtig für eine gute Blechfertigung. Sie garantieren Qualität und Konsistenz in der Fertigung und schaffen ein Gleichgewicht zwischen Kosteneffizienz und Genauigkeit.
In der folgenden Tabelle sind typische Toleranzen für gängige Blechbearbeitungsverfahren aufgeführt.
| Prozess | Typ | Toleranzwert |
|---|---|---|
| Laserschneiden | Lineare Abmessungen | ±0,1 mm für Teile bis zu 1000 mm |
| Bohrungsdurchmesser < 5mm | ±0,05 mm | |
| Bohrungsdurchmesser > 5mm | ±0,1mm | |
| Stanzen | Lineare Abmessungen | ±0,2 mm für Teile bis zu 1000 mm |
| Durchmesser der Bohrung | ±0,1mm | |
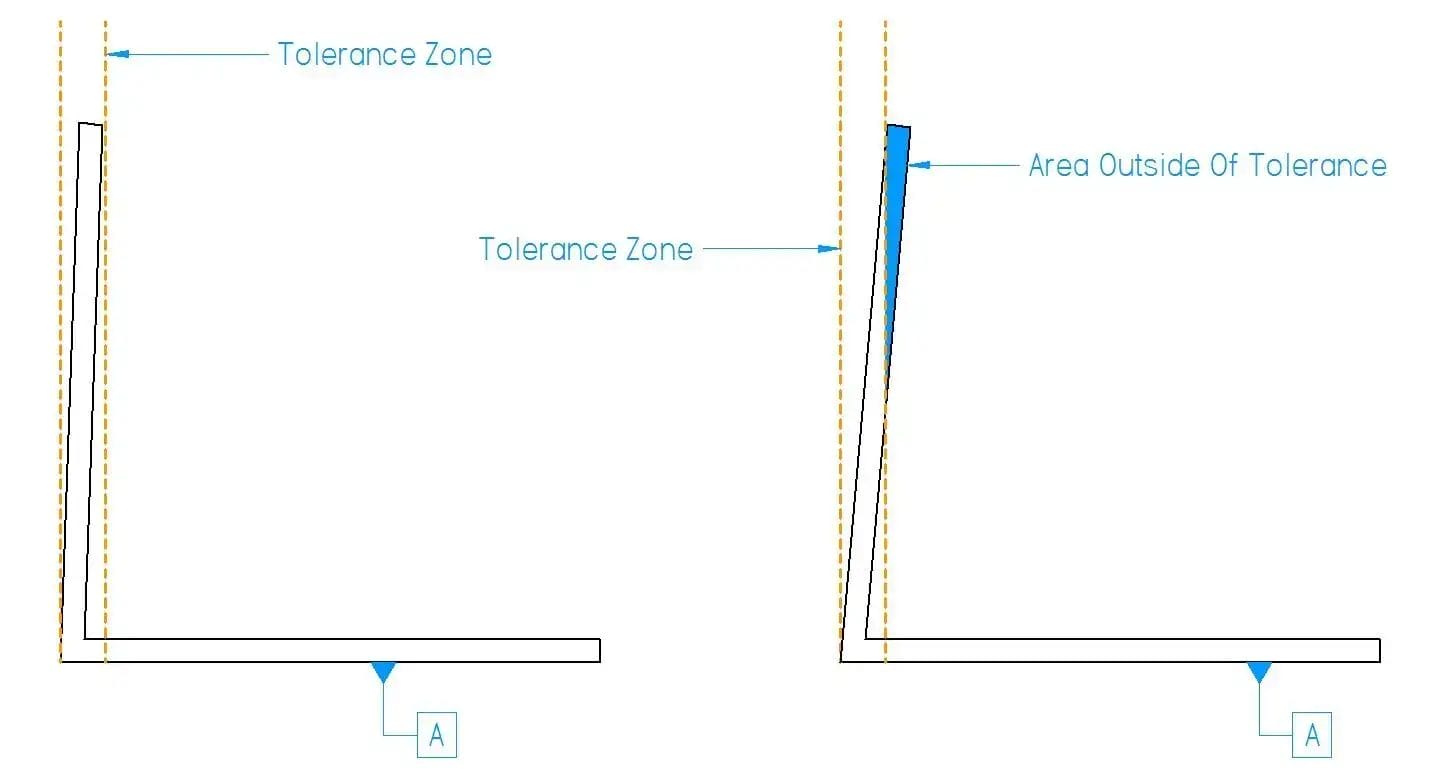
| Biegen | Winkeltoleranz | ±0.5° |
| Lineare Abmessungen | ±0,3 mm für Biegungen bis zu 1000 mm | |
| Stanzen | Lineare Abmessungen | ±0,2 mm für Teile bis zu 100 mm |
| ±0,3mm für Teile 100-500mm | ||
| Schweißen | Lineare Abmessungen | ±0,5 mm für Schweißlängen bis zu 100 mm |
| ±1,0mm für Schweißlängen 100-500mm | ||
| Bildung von | Lineare Abmessungen | ±0,5 mm für geformte Merkmale bis zu 100 mm |
| ±0,8 mm für geformte Merkmale 100-500 mm |
Blechbearbeitungsprozesse und ihre Toleranzen
Verschiedene Blechbearbeitungsmethoden haben unterschiedliche Toleranzgrenzen. Die Kenntnis dieser Unterschiede ist wichtig für die Wahl des geeigneten Verfahrens für Ihre Projektanforderungen.
Laserschneiden
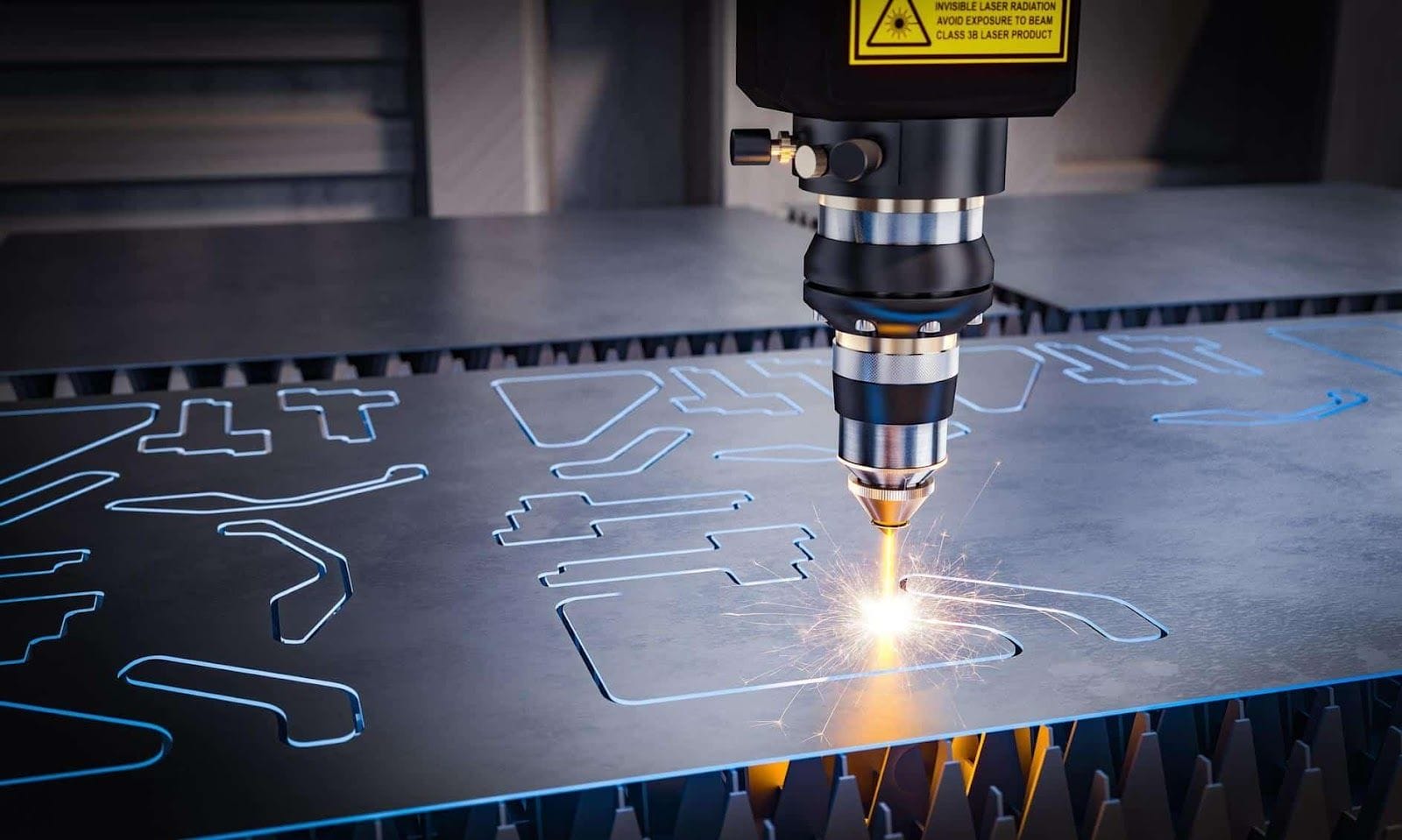
Es handelt sich um ein präzises thermisches Verfahren, bei dem ein fokussierter Lichtstrahl verwendet wird, um Material zu schmelzen, zu verbrennen oder zu verdampfen. Der CNC-gesteuerte Laser folgt einem programmierten Pfad und erzeugt komplizierte Formen mit minimaler Materialverformung. Dieses Verfahren eignet sich am besten für die Großserienproduktion und komplexe Geometrien.
Beim Laserschneiden werden normalerweise Toleranzen von ±0,5 mm für Teile bis zu 1000 mm erreicht. Bei kleineren Teilen (unter 100 mm) können die Toleranzen bis zu ±0,05 mm betragen.
Blechbiegen

Beim Biegen von Blechen wird Metall um eine gerade Achse geformt, um V-, U- oder Kanalformen zu erzeugen. Die Verwendung von präzisionsgeschliffenen Matrizen und Stempeln ermöglicht genaue Biegungen. Die Hersteller bieten Dienstleistungen im Bereich Blechbiegen gewährleisten oft Toleranzen von ±0,5° für Winkelmaße und ±0,4mm bis ±0,8mm für Längenmaße.
Schweißen von Blechen

Es handelt sich um ein Fügeverfahren, bei dem zwei oder mehr Metallteile durch Hitze, Druck oder beides miteinander verschmolzen werden. Übliche Verfahren wie MIG-, WIG- und Punktschweißen werden in der Regel angewendet. Das Verfahren umfasst die Vorbereitung der Kanten, das Ausrichten der Teile, das Schmelzen des Metalls durch Hitze und das Abkühlen und Erstarrenlassen.
Die Schweißtoleranzen liegen normalerweise zwischen ±0,5 mm und ±2 mm für lineare Abmessungen. Die Werte für Winkelmaße liegen in der Regel innerhalb von ±2°.
Stanzen von Blech

Dabei handelt es sich um ein großvolumiges Fertigungsverfahren, bei dem flache Metallbleche mit Hilfe von Werkzeugen in bestimmte Formen gebracht werden. Das Verfahren beginnt mit dem Einlegen des Blechs in eine Stanzpresse, wo ein Werkzeug und eine Matrizenoberfläche Druck ausüben, um das Metall in die gewünschte Form zu bringen, zu schneiden oder zu stanzen.
Die Toleranzen beim Stanzen liegen bei den meisten Abmessungen zwischen ±0,1 mm und ±0,5 mm. Bei wichtigen Merkmalen können sogar noch engere Toleranzen von ±0,05 mm erzielt werden.
Überlegungen zur Blechkonstruktion
Ein gutes Design ist wichtig, um bessere Toleranzen bei der Blechverarbeitung zu erreichen. Verschiedene Merkmale und Techniken können die Herstellbarkeit und die endgültige Qualität des Produkts wirklich bestimmen.
Biegung und Entlastungsradius
Biege- und Entlastungsradien sind wichtige Konstruktionselemente in der Blechverarbeitung. Sie haben großen Einfluss auf die Festigkeit des Teils, die Herstellbarkeit und die Toleranzkontrolle. Der Biegeradius bezieht sich auf die innere Krümmung eines gebogenen Blechteils. Andererseits ist der Entlastungsradius ein kleiner Ausschnitt an der Biegeschnittstelle, um Materialausrisse zu vermeiden.
Wichtige Richtlinien für den Biegeradius:
- Minimaler Biegeradius: Verwenden Sie für die meisten Metalle das 1-1,5fache der Materialstärke.
- Konsistenz: Halten Sie nach Möglichkeit gleichmäßige Biegeradien des Teils im Gesamtprozess ein.
- Materielle Erwägungen: Passen Sie den Radius an die Materialeigenschaften an (z. B. größer für spröde Materialien).
Überlegungen zum Reliefradius:
- Größe: Meistens das 1,5-2fache der Materialstärke.
- Platzierung: Bei sich kreuzenden Biegungen anwenden, um die Spannungskonzentration zu verringern.
- Form: Verwenden Sie runde oder tropfenförmige Formen für eine bessere Spannungsverteilung.
Versetzte Biegungen
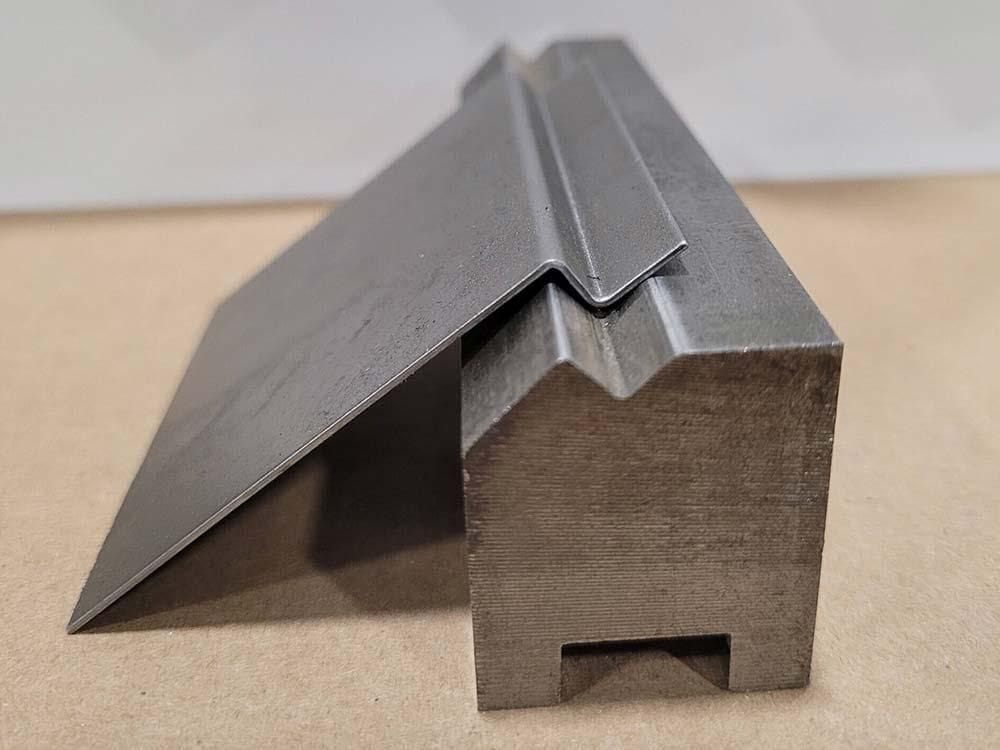
Versetzte Biegungen sind parallele Biegungen, die in entgegengesetzte Richtungen verlaufen und eine Stufe oder einen Vorsprung im Blechteil bilden. Sie sind wichtig, um komplexe Formen zu schaffen und die Festigkeit des Teils zu erhöhen. Durch diese Biegungen wird die Spannung gleichmäßiger auf das Material verteilt, was das Risiko von Ermüdungsbrüchen verringert. Dieses Konstruktionsmerkmal erhöht die strukturelle Integrität und ermöglicht gleichzeitig kompakte, platzsparende Teile in Baugruppen.
Wichtige Konstruktionsüberlegungen für versetzte Biegungen sind:
- Parallele Ebenen - Halten Sie den Abstand zwischen parallelen Ebenen mindestens doppelt so groß wie die Blechdicke, um eine Schwächung der Struktur zu vermeiden.
- Faule Verrechnungen - Bei kleinen Versätzen sollten Sie mit Winkeln von weniger als 90 Grad an beiden Biegungen rechnen. Dies hilft den Verarbeitern, bei Bedarf ungerade Höhen zu erreichen.
Locken
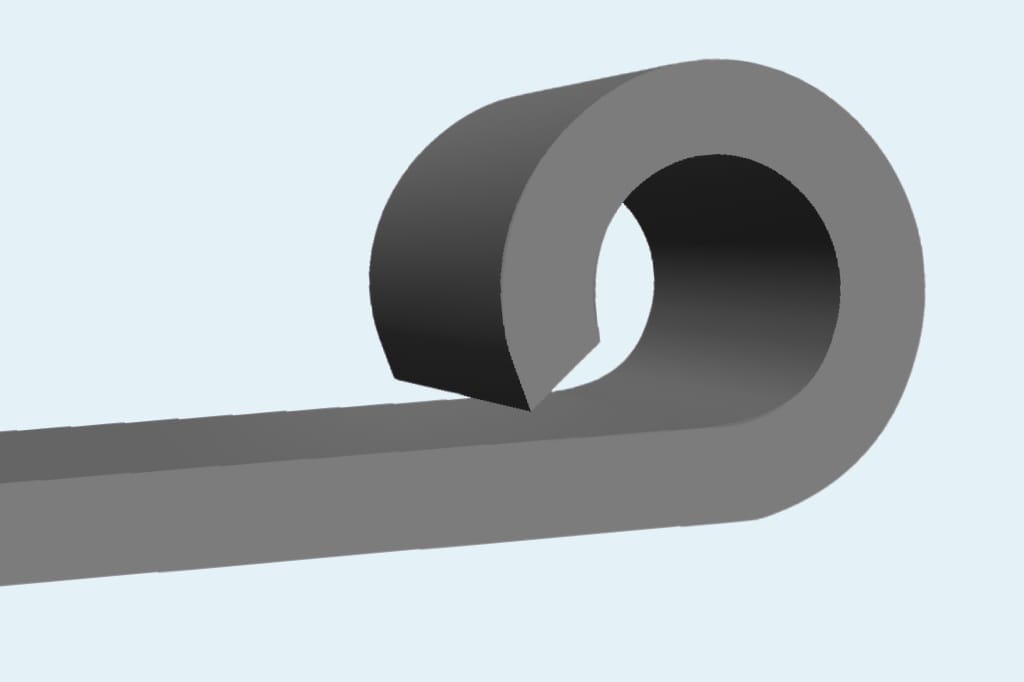
Bördeln ist ein wichtiges Konstruktionsmerkmal von Blechen, das die Festigkeit und Sicherheit von Teilen erhöht. Dabei wird die Kante eines Blechteils in ein kreisförmiges Profil gerollt, dessen Innenradius in der Regel das 1,5- bis 2-fache der Materialstärke beträgt.
Beachten Sie bei der Gestaltung von Locken die folgenden Richtlinien:
- Mindestradius - Der Außenradius einer Windung sollte nicht kleiner als das 2-fache der Materialstärke sein. Dies garantiert einen ausreichenden Materialfluss und verhindert ein Brechen des Materials.
- Platzierung der Löcher - Alle Löcher in der Nähe von Kräuselungen sollten mindestens den Kräuselradius und die Materialstärke von der Kräuselungseigenschaft entfernt sein. Dies verhindert eine Verformung der Löcher während des Rollens.
Industrienormen für Blechtoleranzen
Für Blechtoleranzen gibt es verschiedene internationale Richtlinien und Normen. Diese Richtlinien und Normen garantieren Qualität und Konsistenz über verschiedene Hersteller und Branchen hinweg.
ISO 2768
ISO 2768 ist eine wichtige Norm für Allgemeintoleranzen in der Blechbearbeitung. Sie legt Toleranzklassen für Längenmaße, Winkelmaße (ISO 2768-1) und Formtoleranzen (ISO 2768-2) fest. Die Norm hat vier Toleranzklassen: fein (f), mittel (m), grob (c) und sehr grob (v).
Die ISO 2768 vereinfacht Zeichnungen, da die Toleranzen für jedes Maß nicht mehr aufgeführt werden müssen. Sie ist weltweit in einer gemeinsamen Sprache für Hersteller und Konstrukteure verfügbar. Dies garantiert die Austauschbarkeit von Teilen und die Qualitätskontrolle.
ASME Y14.5
ASME Y14.5 ist eine umfassende Norm für Bemaßung und Tolerierung in technischen Zeichnungen. Sie legt einheitliche Praktiken für die Angabe und Interpretation von Anforderungen an die Tolerierung fest. Die Norm beschreibt die Symbole, Konzepte und Regeln für die geometrische Bemaßung und Tolerierung (GD&T). Sie umfasst 14 geometrische Merkmale und 5 Toleranzfelder.
ASME Y14.5 findet breite Anwendung in der Automobilindustrie, der Luft- und Raumfahrt und in Fertigungsunternehmen. Sie garantiert eine klare Kommunikation zwischen Konstruktions- und Produktionsteams, was zu weniger Fehlern führt und die Produktqualität und Austauschbarkeit verbessert.
Schlussfolgerung
Die Kenntnis der Toleranzen in der Blechverarbeitung ist wichtig für die Herstellung hervorragender Teile. Wichtige Dinge, die Hersteller beachten sollten, sind Materialeigenschaften, die Wahl geeigneter Verfahren, die Berücksichtigung von Designfaktoren und die Einhaltung von Industrienormen. Eine genaue Kontrolle der Toleranzen garantiert die Funktionalität der Teile, ihre Austauschbarkeit und die Produktqualität.
Yijin Solution, a main sheet metal manufacturer, provides expert guidance and accurate fabricating services. For tailored solutions and to examine your particular tolerance requirements, contact Yijin Solution’s engineering team today. Our specialists will help you optimize your structures and designs for manufacturability and cost effectiveness.