Thread size affects fit, strength, sealing, assembly speed, and whether a CNC-machined part can be sourced without rework. This guide compares the most common thread types, explains how to read metric and inch thread callouts, and includes practical thread size charts for tap drills, clearance holes, UNC, UNF, and thread classes. Use it to choose the correct thread standard before machining, tapping, inspection, or supplier RFQ review.
Thread Sizes and Thread Types: Quick Answer
A thread size normally combines the thread standard, nominal diameter, pitch or threads per inch, tolerance class, and sometimes thread direction or pipe taper. For example, M10 x 1.5 – 6H is an internal ISO metric thread with a 10 mm nominal diameter, 1.5 mm pitch, and 6H tolerance class. 1/4-20 UNC-2A is an external Unified coarse thread with a 1/4 inch nominal diameter, 20 threads per inch, and class 2A fit.
| Thread System | Common Callout | Beste Verwendung | CNC/RFQ Note |
|---|---|---|---|
| ISO Metric | M6 x 1.0, M10 x 1.5 | Global machine parts, enclosures, brackets, fixtures | Specify coarse or fine pitch and internal/external tolerance class. |
| UNC | 1/4-20 UNC | General inch fasteners, thicker parts, repeated assembly | Good default for US inch hardware when vibration is not the main issue. |
| UNF | 1/4-28 UNF | Thin walls, higher clamp load, tighter adjustment | Needs better alignment and cleaner tapping than coarse threads. |
| NPT/NPTF | 1/8-27 NPT | Pipe fittings and pressure connections | Do not substitute straight machine threads for tapered sealing threads. |
| ACME/Trapezoidal | 1/2-10 ACME, Tr16 x 4 | Lead screws, linear motion, load transfer | Specify thread form, lead, starts, nut material, and backlash target. |

How to Choose the Right Thread Type for a CNC-Machined Part
Start with the mating hardware and market standard. Choose ISO metric threads for most international assemblies, UNC or UNF threads for inch-based US hardware, NPT or NPTF only when the thread itself must help seal a pipe connection, and ACME or trapezoidal threads when the thread is carrying motion or load rather than simply clamping parts together.
| Design Goal | Preferred Thread Choice | Grund |
|---|---|---|
| General assembly with standard fasteners | Metric coarse or UNC | Easy sourcing, robust tapping, less cross-threading risk. |
| Thin wall or short engagement | Metric fine or UNF | More threads per length can improve engagement in limited space. |
| Frequent service and field repair | Coarse thread with clear class callout | More tolerant of minor dirt, burrs, and alignment issues. |
| Hydraulic, pneumatic, or pipe fitting | NPT, NPTF, BSPP, or BSPT as specified | Pipe threads use sealing rules that machine screw threads do not provide. |
| Lead screw or linear motion | ACME or trapezoidal | Thread form is designed for load transfer and controlled movement. |

Metric Thread Size Chart: Tap Drill and Clearance Hole Sizes
This metric thread size chart lists the standard ISO coarse pitch, recommended tap drill diameter, and clearance hole sizes for every common size from M1.6 to M68. Tap drill diameters target roughly 75% thread engagement (tap drill = major diameter minus pitch), and clearance holes follow ISO 273 close, normal, and coarse fits. Use it as a quick reference before drilling, tapping, or specifying a threaded hole, then see the detailed major, pitch, and minor diameter tables further down for full tolerance data.
| Größe | Coarse Pitch (mm) | Tap Drill (mm) | Clearance Hole, Close (mm) | Clearance Hole, Normal (mm) | Clearance Hole, Coarse (mm) |
|---|---|---|---|---|---|
| M1.6 | 0.35 | 1.25 | 1.7 | 1.8 | 2.0 |
| M2 | 0.4 | 1.6 | 2.2 | 2.4 | 2.6 |
| M2.5 | 0.45 | 2.05 | 2.7 | 2.9 | 3.1 |
| M3 | 0.5 | 2.5 | 3.2 | 3.4 | 3.6 |
| M3.5 | 0.6 | 2.9 | 3.7 | 3.9 | 4.2 |
| M4 | 0.7 | 3.3 | 4.3 | 4.5 | 4.8 |
| M5 | 0.8 | 4.2 | 5.3 | 5.5 | 5.8 |
| M6 | 1.0 | 5.0 | 6.4 | 6.6 | 7.0 |
| M7 | 1.0 | 6.0 | 7.4 | 7.6 | 8.0 |
| M8 | 1.25 | 6.8 | 8.4 | 9.0 | 10.0 |
| M10 | 1.5 | 8.5 | 10.5 | 11.0 | 12.0 |
| M12 | 1.75 | 10.2 | 13.0 | 13.5 | 14.5 |
| M14 | 2.0 | 12.0 | 15.0 | 15.5 | 16.5 |
| M16 | 2.0 | 14.0 | 17.0 | 17.5 | 18.5 |
| M18 | 2.5 | 15.5 | 19.0 | 20.0 | 21.0 |
| M20 | 2.5 | 17.5 | 21.0 | 22.0 | 24.0 |
| M22 | 2.5 | 19.5 | 23.0 | 24.0 | 26.0 |
| M24 | 3.0 | 21.0 | 25.0 | 26.0 | 28.0 |
| M27 | 3.0 | 24.0 | 28.0 | 30.0 | 32.0 |
| M30 | 3.5 | 26.5 | 31.0 | 33.0 | 35.0 |
| M33 | 3.5 | 29.5 | 34.0 | 36.0 | 38.0 |
| M36 | 4.0 | 32.0 | 37.0 | 39.0 | 42.0 |
| M39 | 4.0 | 35.0 | 40.0 | 42.0 | 45.0 |
| M42 | 4.5 | 37.5 | 43.0 | 45.0 | 48.0 |
| M45 | 4.5 | 40.5 | 46.0 | 48.0 | 52.0 |
| M48 | 5.0 | 43.0 | 50.0 | 52.0 | 56.0 |
| M52 | 5.0 | 47.0 | 54.0 | 56.0 | 62.0 |
| M56 | 5.5 | 50.5 | 58.0 | 62.0 | 66.0 |
| M60 | 5.5 | 54.5 | 62.0 | 66.0 | 70.0 |
| M64 | 6.0 | 58.0 | 66.0 | 70.0 | 74.0 |
| M68 | 6.0 | 62.0 | 70.0 | 74.0 | 78.0 |
Wichtigste Erkenntnisse
- Die Gewindenormen variieren je nach Region, wobei metrische ISO-Gewinde weltweit genormt sind, während vereinheitlichte Gewinde in Nordamerika üblich sind.
- Ingenieure sollten den Gewindetyp auf der Grundlage von Anwendungsanforderungen, Materialeigenschaften und Umgebungsbedingungen festlegen.
- Grobgewinde bieten eine schnellere Montage und einen besseren Widerstand gegen Überschneidungen, während Feingewinde eine höhere Zugfestigkeit und Einstellgenauigkeit bieten.
- Gewindeklasse/Passform (Toleranz) wirkt sich direkt auf die Montageeigenschaften und die langfristige Leistung aus
- Spezialgewinde wie ACME (29°-Winkel) und NPT-Rohrgewinde (Größentabelle) eignen sich für bestimmte Anwendungen, die von Standardgewinden nicht ausreichend abgedeckt werden können.
Was sind Gewindegrößen-Tabellen und warum sind sie für die CNC-Bearbeitung unerlässlich?
Gewindemaßtabellen sind standardisierte Referenzhandbücher, die die genauen Spezifikationen von Verbindungselementen mit Gewinde in verschiedenen Messsystemen dokumentieren. Diese Tabellen sind für CNC-Bearbeitungsvorgänge von entscheidender Bedeutung, da sie eine ordnungsgemäße Gewindekompatibilität gewährleisten, den Ausfall von Komponenten verhindern und die Qualitätsstandards der Fertigung aufrechterhalten. Genaue Gewindespezifikationen wirken sich direkt auf die strukturelle Integrität, die Montageeffizienz und die langfristige Leistung der bearbeiteten Teile aus.
At Yijin Solution, our CNC-Bearbeitungsdienstleistungen China stützen sich auf ein umfassendes Wissen über Gewinde, um Präzisionskomponenten mit exakten Gewindegrößen herzustellen, die den internationalen Normen entsprechen.
Was sind die wichtigsten Gewindenormen, die weltweit verwendet werden?
Zu den wichtigsten weltweit verwendeten Gewindenormen gehören metrische ISO-Gewinde, der Unified Thread Standard (UTS), der British Standard Whitworth (BSW) und spezielle Normen wie ACME- und NPT-Gewindegrößen. Die metrischen ISO-Gewindespezifikationen dominieren die weltweite Fertigung mit einem Marktanteil von etwa 70% und werden durch die ISO-Normen 68-1, 261 und 724 geregelt. Der Unified Thread Standard (UTS) wird vor allem in den Vereinigten Staaten und Kanada verwendet, während BSW das erste standardisierte Gewindesystem war, das 1841 von Sir Joseph Whitworth entwickelt wurde.
Nach Angaben von ISOkann der Durchmesser einer Schraube als Normalverteilung mit einem Mittelwert von 15 mm und einer Standardabweichung von 0,1 mm modelliert werden. Das bedeutet, dass die meisten produzierten Schrauben einen Durchmesser von annähernd 15 mm haben werden, mit nur geringen Abweichungen um diesen Wert herum (gemäß ISO 3534-2:2006).
Diese Normen unterscheiden sich in erster Linie in Bezug auf Gewindewinkel, Steigungsmesssysteme und Abmessungsspezifikationen, um verschiedenen industriellen Anwendungen gerecht zu werden.
| Gewinde Standard | Gewinde Winkel | Benennung Beispiel | Primäre Verwendung |
|---|---|---|---|
| ISO-metrisch | 60° | M10×1.5 | Allgemeine Fertigung |
| Vereinheitlicht (UTS) | 60° | 1/4″-20 UNC | Bolzen und Schrauben |
| Whitworth (BSW) | 55° | 1/2″ BSW | Pipeline-Komponenten |
| ACME | 29° | 1″-5 ACME | Bewegungssteuerung, Buchsen |
Wie funktionieren die metrischen Gewindenormen?
Metrische Gewindenormen verwenden die Bezeichnung "M", gefolgt von dem Nenndurchmesser in Millimetern und der Steigung in Millimetern. M10×1,5 bezeichnet ein metrisches Gewinde mit 10 mm Hauptdurchmesser und 1,5 mm Steigung zwischen den Gewindespitzen. Metrische Gewinde haben einen symmetrischen 60°-Gewindewinkel und eine Gewindetiefe von 0,614 × Steigung, wobei Grobgewinde die Standardspezifikation ist, wenn keine Steigung angegeben ist.
Diese genormten Spezifikationen gewährleisten weltweite Kompatibilität und sind in den ISO-Normen 68-1, 261 und 724 definiert, was sie zum weltweit am häufigsten verwendeten Gewindesystem in der Fertigung macht.
Was sind die kritischen Dimensionsparameter von metrischen Gewinden?
Zu den kritischen Maßparametern von metrischen Gewinden gehören Hauptdurchmesser, Nebendurchmesser, Steigungsdurchmesser und Gewindesteigung. Der Hauptdurchmesser ist der größte Durchmesser eines Außengewindes, gemessen an den Gewindespitzen. Der Nebendurchmesser ist der kleinste Durchmesser, der am Gewindegrund gemessen wird. Der Steigungsdurchmesser ist der theoretische Mitteldurchmesser, bei dem die Gewindebreite der Rillenbreite entspricht.
Diese Parameter müssen innerhalb bestimmter Toleranzbereiche hergestellt werden, um einen ordnungsgemäßen Gewindeeingriff und eine einwandfreie Funktion zu gewährleisten.
Tabelle der metrischen Gewindegrößen
| Größe | Stellplatz | Hauptdurchmesser | Teilung Durchmesser | Kleiner Durchmesser | |||
|---|---|---|---|---|---|---|---|
| Max | Min | Max | Min | Max | Min | ||
| M1.6×0.3 | 0.3 | 1.582 | 1.507 | 1.387 | 1.342 | 1.257 | 1.157 |
| M1.8×0.2 | 0.2 | 1.783 | 1.727 | 1.653 | 1.603 | 1.566 | 1.480 |
| M2×0.4 | 0.4 | 1.981 | 1.886 | 1.721 | 1.654 | 1.548 | 1.408 |
| M2.5×0.45 | 0.45 | 2.480 | 2.380 | 2.188 | 2.117 | 1.999 | 1.840 |
| M3×0.5 | 0.5 | 2.980 | 2.874 | 2.655 | 2.580 | 2.439 | 2.272 |
| M3.5×0.6 | 0.6 | 3.479 | 3.354 | 3.089 | 3.004 | 2.829 | 2.635 |
| M4×0.7 | 0.7 | 3.978 | 3.838 | 3.523 | 3.433 | 3.220 | 3.002 |
| M5×0.8 | 0.8 | 4.976 | 4.826 | 4.456 | 4.361 | 4.110 | 3.869 |
| M6×1 | 1 | 5.974 | 5.794 | 5.324 | 5.212 | 4.891 | 4.596 |
| M6×0.75 | 0.75 | 5.978 | 5.838 | 5.491 | 5.391 | 5.156 | 4.929 |
| M7×1 | 1 | 6.974 | 6.794 | 6.324 | 6.212 | 5.891 | 5.596 |
| M8×1 | 1 | 7.974 | 7.794 | 7.324 | 7.212 | 6.891 | 6.596 |
| M9×1 | 1 | 8.974 | 8.794 | 8.324 | 8.212 | 7.891 | 7.596 |
| M10×1 | 1 | 9.974 | 9.794 | 9.324 | 9.212 | 8.891 | 8.596 |
| M11×1 | 1 | 10.974 | 10.794 | 10.324 | 10.212 | 9.891 | 9.596 |
| M12×1 | 1 | 11.974 | 11.794 | 11.324 | 11.206 | 10.891 | 10.590 |
| M14×1 | 1 | 13.974 | 13.794 | 13.324 | 13.206 | 12.891 | 12.590 |
| M15×1 | 1 | 14.974 | 14.794 | 14.324 | 14.206 | 13.891 | 13.590 |
| M16×1 | 1 | 15.974 | 15.794 | 15.324 | 15.206 | 14.891 | 14.590 |
| M17×1 | 1 | 16.974 | 16.794 | 16.324 | 16.206 | 15.891 | 15.590 |
| M18×2 | 2 | 17.962 | 17.682 | 16.663 | 16.503 | 15.797 | 15.271 |
| M18×1.5 | 1.5 | 17.968 | 17.732 | 16.994 | 16.854 | 16.344 | 15.930 |
| M18×1 | 1 | 17.974 | 17.794 | 17.324 | 17.206 | 16.891 | 16.590 |
| M18×0.5 | 0.5 | 17.980 | 17.874 | 17.655 | 17.565 | 17.439 | 17.257 |
Was ist der Unterschied zwischen metrischen Grob- und Feingewinden?
Metrische Grobgewinde haben im Vergleich zu Feingewinden desselben Durchmessers eine größere Steigung und sind daher die erste Wahl für allgemeine Anwendungen. Grobgewinde (z. B. M10×1,5) bieten eine schnellere Montage, eine bessere Beständigkeit gegen Quereinfädeln und eine bessere Leistung in weicheren Materialien aufgrund ihres tieferen Gewindeeingriffs. Feingewinde (wie M10×1,25) weisen einen geringeren Abstand zwischen den Gewinden auf und bieten eine höhere Zugfestigkeit, eine bessere Einstellgenauigkeit und eine höhere Vibrationsfestigkeit.
Die Wahl zwischen Grob- und Feingewindetypen hängt von den spezifischen Anwendungsanforderungen ab, wobei Feingewinde in der Regel für Präzisionsanwendungen und hochbelastete Umgebungen bevorzugt werden.
Was sind Unified Thread Standards (UTS)?
Unified Thread Standards (UTS) sind das vorherrschende Gewindesystem in den Vereinigten Staaten und Kanada, das durch die Norm ASME/ANSI B1.1 geregelt wird. Diese Gewindespezifikationen haben einen 60°-Gewindewinkel (wie im metrischen System), verwenden jedoch zöllige Maße, wobei die Anzahl der Gewindegänge als Anzahl der Gewindegänge pro Zoll (TPI) angegeben wird. Zu den wichtigsten UTS-Varianten gehören Unified National Coarse (UNC) und Unified National Fine (UNF), wobei Bezeichnungen wie 1/4″-20 UNC für einen Durchmesser von 1/4 Zoll mit 20 Gewinden pro Zoll stehen.
UTS-Gewinde wurden als Kompromiss zur Vereinheitlichung amerikanischer, britischer und kanadischer Normen entwickelt und sind nach wie vor das wichtigste System für die Spezifikation von Schraubengewindegrößen in Nordamerika.
Wie werden UNC- und UNF-Gewinde verglichen?
UNC-Gewinde (Unified National Coarse) haben weniger Gewindegänge pro Zoll als UNF-Gewinde desselben Durchmessers, was sie ideal für allgemeine Anwendungen macht. UNC-Gewinde ermöglichen eine schnellere Montage, sind widerstandsfähiger gegen Querverschraubungen und eignen sich aufgrund ihrer größeren Gewindeabstände für dickere Beschichtungen und Überzüge. UNF-Gewinde (Unified National Fine) bieten aufgrund ihres größeren Spannungsbereichs eine höhere Zugfestigkeit und aufgrund ihres größeren kleineren Durchmessers eine höhere Scherfestigkeit.
Feingewinde benötigen außerdem ein geringeres Drehmoment, um eine gleichwertige Schraubenvorspannung zu entwickeln, und neigen aufgrund ihrer geringeren Gewindesteigung weniger zum Lösen, weshalb sie für Präzisionsanwendungen, die eine hohe Festigkeit der Schrauben erfordern, bevorzugt werden.
Diameter/Pitch of Commonly Used Unified Coarse (UNC) Threads
| Nominale Größe | Gewindegänge pro Zoll | Hauptdurchmesser | Teilung Durchmesser | Kleiner Durchmesser |
|---|---|---|---|---|
| #1 | 64 | 0.073 | 0.063 | 0.056 |
| #2 | 56 | 0.086 | 0.074 | 0.067 |
| #3 | 48 | 0.099 | 0.086 | 0.076 |
| #4 | 40 | 0.112 | 0.096 | 0.085 |
| #5 | 40 | 0.125 | 0.109 | 0.098 |
| #6 | 32 | 0.138 | 0.118 | 0.104 |
| #8 | 32 | 0.164 | 0.144 | 0.130 |
| #10 | 24 | 0.190 | 0.163 | 0.145 |
| #12 | 24 | 0.216 | 0.189 | 0.171 |
| 1/4 | 20 | 0.250 | 0.218 | 0.196 |
| 5/16 | 18 | 0.313 | 0.276 | 0.252 |
| 3/8 | 16 | 0.375 | 0.334 | 0.307 |
| 7/16 | 14 | 0.438 | 0.391 | 0.360 |
| 1/2 | 13 | 0.500 | 0.450 | 0.417 |
| 9/16 | 12 | 0.563 | 0.508 | 0.472 |
| 5/8 | 11 | 0.625 | 0.566 | 0.527 |
| 3/4 | 10 | 0.750 | 0.685 | 0.642 |
| 7/8 | 9 | 0.875 | 0.803 | 0.755 |
| 1 | 8 | 1.000 | 0.919 | 0.865 |
| 1 1/8 | 7 | 1.125 | 1.032 | 0.941 |
| 1 1/4 | 7 | 1.250 | 1.157 | 1.095 |
| 1 3/8 | 6 | 1.375 | 1.267 | 1.195 |
| 1 1/2 | 6 | 1.500 | 1.392 | 1.320 |
| 1 3/4 | 5 | 1.750 | 1.620 | 1.534 |
| 2 | 4 1/2 | 2.000 | 1.856 | 1.759 |
| 2 1/4 | 4 1/2 | 2.250 | 2.106 | 2.009 |
| 2 1/2 | 4 | 2.500 | 2.338 | 2.229 |
| 2 3/4 | 4 | 2.750 | 2.588 | 2.479 |
| 3 | 4 | 3.000 | 2.838 | 2.729 |
| 3 1/4 | 4 | 3.250 | 3.088 | 2.979 |
| 3 1/2 | 4 | 3.500 | 3.338 | 3.229 |
| 3 3/4 | 4 | 3.750 | 3.588 | 3.479 |
| 4 | 4 | 4.000 | 3.838 | 3.729 |
Diameter/Pitch of Commonly Used Unified Fine (UNF) Threads
| Nominale Größe | Gewindegänge pro Zoll | Hauptdurchmesser | Teilung Durchmesser | Kleiner Durchmesser |
|---|---|---|---|---|
| #0 | 80 | 0.060 | 0.052 | 0.047 |
| #1 | 72 | 0.073 | 0.064 | 0.058 |
| #2 | 64 | 0.086 | 0.076 | 0.069 |
| #3 | 56 | 0.099 | 0.087 | 0.080 |
| #4 | 48 | 0.112 | 0.099 | 0.089 |
| #5 | 44 | 0.125 | 0.110 | 0.100 |
| #6 | 40 | 0.138 | 0.122 | 0.111 |
| #8 | 36 | 0.164 | 0.146 | 0.134 |
| #10 | 32 | 0.190 | 0.170 | 0.156 |
| #12 | 28 | 0.216 | 0.193 | 0.177 |
| 1/4 | 28 | 0.250 | 0.227 | 0.211 |
| 5/16 | 24 | 0.313 | 0.285 | 0.267 |
| 3/8 | 24 | 0.375 | 0.348 | 0.330 |
| 7/16 | 20 | 0.438 | 0.405 | 0.383 |
| 1/2 | 20 | 0.500 | 0.468 | 0.446 |
| 9/16 | 18 | 0.563 | 0.526 | 0.502 |
| 5/8 | 18 | 0.625 | 0.589 | 0.565 |
| 3/4 | 16 | 0.750 | 0.709 | 0.682 |
| 7/8 | 14 | 0.875 | 0.829 | 0.798 |
| 1 | 14 | 1.000 | 0.946 | 0.903 |
| 1 1/8 | 12 | 1.125 | 1.071 | 1.035 |
| 1 1/4 | 12 | 1.250 | 1.196 | 1.160 |
| 1 3/8 | 12 | 1.375 | 1.321 | 1.285 |
| 1 1/2 | 12 | 1.500 | 1.446 | 1.410 |
Was sind Thread-Klassen und wie wirken sie sich auf die Leistung aus?
Gewindeklassen definieren den zulässigen Toleranzbereich und die Passung zwischen zusammenpassenden Gewinden und wirken sich direkt auf die Montageeigenschaften und die Leistung aus. Im UTS-System gibt es drei primäre Klassenbezeichnungen: Klasse 1 (lockere Passung), Klasse 2 (mittlere Passung) und Klasse 3 (feste Passung) mit den Suffixen "A" für Außengewinde und "B" für Innengewinde. Gewinde der Klasse 2 (2A/2B) stellen aufgrund ihres ausgewogenen Preis-Leistungs-Verhältnisses die optimale Gewindepassform für fast 90% der gewerblichen und industriellen Verbindungselemente dar.
Die Wahl der Gewindeklasse hat erheblichen Einfluss auf die Montagefreundlichkeit, die Herstellungskosten und die Fähigkeit, mit widrigen Bedingungen wie Verschmutzung oder Korrosion umzugehen.
| Gewindeklasse | Toleranz Typ | Primäre Anwendungen | Überlegungen zur Herstellung |
|---|---|---|---|
| 1A/1B | Äußerst locker | Schnelle Montage, Reparaturen vor Ort | Geringste Genauigkeit erforderlich |
| 2A/2B | Standard kommerziell | Anwendungen für allgemeine Zwecke | Ausgewogenes Kosten-Nutzen-Verhältnis |
| 3A/3B | Passgenauigkeit | Sicherheitskritische Systeme, Luft- und Raumfahrt | Erfordert hochpräzise Bearbeitung |
Wie identifiziert man Fäden richtig?
Zur Identifizierung von Gewinden müssen drei wichtige Parameter gemessen werden: Hauptdurchmesser, Steigung (oder Gewinde pro Zoll) und Gewindesystem. Bei metrischen Gewinden messen Sie den Außendurchmesser in Millimetern und zählen den Abstand zwischen den Gewinden. Bei zölligen Gewinden messen Sie den Durchmesser in Zoll und zählen die Anzahl der Gewindespitzen innerhalb einer Länge von einem Zoll, um die Gewindegänge pro Zoll (TPI) zu bestimmen.
Gewindelehren, Messschieber und Gewindesteigungsdiagramme bieten die genauesten Identifizierungsmethoden, wobei Gut/Schlecht-Lehren der Industriestandard für die Überprüfung der Einhaltung des Gewindesteigungsdurchmessers sind.
Welches sind die zuverlässigsten Methoden zur Gewindemessung?
Zu den zuverlässigsten Gewindemessmethoden gehören Gewindelehrringe für Außengewinde und Gewindelehrdorne für Innengewinde. Diese Lehren ermöglichen eine direkte Funktionsprüfung der Gewindemaße und werden nach genauen Messspezifikationen hergestellt. Für eine genauere Analyse wird ein Mikrometer zur präzisen Messung des Gewindesteigungsdurchmessers verwendet, während optische Komparatoren eine visuelle Prüfung der Gewindeprofile ermöglichen.
Für die Überprüfung der CNC-Bearbeitung bieten Koordinatenmessgeräte (KMG), die mit Gewindemesssoftware ausgestattet sind, eine umfassende Maßanalyse, um die Kompatibilität aller Gewindeparameter sicherzustellen.
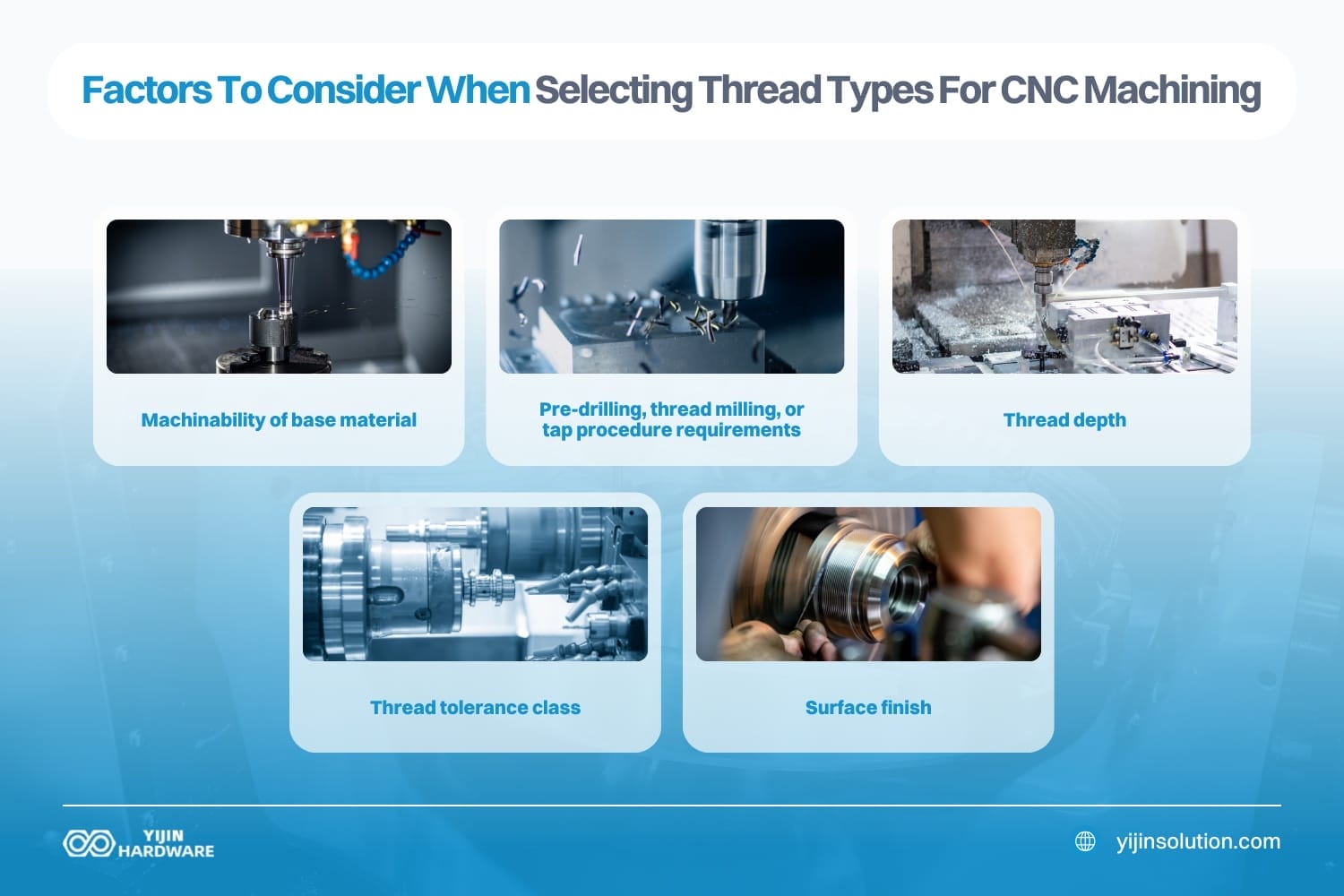
Welche Faktoren sollten Sie bei der Auswahl von Gewindetypen für die CNC-Bearbeitung berücksichtigen?
Bei der Auswahl des Gewindes sollten die Anforderungen der Anwendung, die Materialeigenschaften, die Umgebungsbedingungen und die Herstellungsmethoden berücksichtigt werden. Zu den Anwendungsfaktoren gehören die Lastrichtung, die Vibrationsbelastung und die erforderliche Einstellgenauigkeit. Materialfaktoren wirken sich auf die Festigkeit des Gewindes aus, wobei weichere Materialien in der Regel von groben Gewinden profitieren, während härtere Materialien möglicherweise feine Gewinde erfordern. Umweltbedingungen wie Temperaturschwankungen und Korrosion beeinflussen Gewindesysteme und Materialauswahl.
Speziell bei der CNC-Bearbeitung sollten Sie diese zusätzlichen Faktoren berücksichtigen:

- Die Bearbeitbarkeit des Grundmaterials beeinflusst die Gewindequalität und den Werkzeugverschleiß
- Innengewinde müssen in der Regel vorgebohrt werden und erfordern möglicherweise ein Gewindefräsen oder ein Gewindebohrverfahren.
- Die Gewindetiefe beeinflusst den Bearbeitungsansatz (Überlegungen zu Durchgangslöchern oder Sacklöchern)
- Die Gewindetoleranzklasse bestimmt die Anforderungen an die Bearbeitungsgenauigkeit
- Oberflächengüte Spezifikationen beeinflussen Bearbeitungsparameter und Werkzeugauswahl
Wie unterscheiden sich die Britischen Standardgewinde von anderen Systemen?
Das British Standard Whitworth (BSW)-Gewinde unterscheidet sich von metrischen und vereinheitlichten Gewinden durch einen Gewindewinkel von 55° anstelle von 60° und einen abgerundeten Fuß und Scheitel. Das von Sir Joseph Whitworth 1841 entwickelte BSW-Gewinde war das erste genormte Gewindesystem und bietet aufgrund seines Profildesigns eine hervorragende Festigkeit und Griffigkeit. BSW-Gewinde werden mit dem Durchmesser in Zoll und den Gewinden pro Zoll bezeichnet (z. B. 1/2″ BSW).
Obwohl sie in den meisten Anwendungen weitgehend durch metrische Gewinde ersetzt wurden, werden BSW-Gewinde immer noch in bestimmten älteren Systemen und speziellen Anwendungen wie Schiffs- und Rohrleitungsanschlüssen in Europa verwendet, was sie zu einem wichtigen Faktor für die Ersatzteilherstellung macht.
Yijin Solution | Your Advanced Thread Machining Partner
Die richtige Auswahl und Spezifikation von Gewinden ist ein entscheidender Faktor für eine erfolgreiche CNC-Bearbeitung und Bauteilentwicklung. Wenn Ingenieure die Unterschiede zwischen Gewindenormen, -klassen und -anwendungen verstehen, können sie fundierte Entscheidungen treffen, die die Leistung der Bauteile und die Montageeigenschaften optimieren.
At Yijin Solution, our expertise in thread machining spans all major international standards, with our precision CNC capabilities ensuring exact thread production regardless of complexity or specification. Whether your project requires metric, unified, or specialized thread systems, our technical knowledge and advanced machining capabilities deliver threaded components that meet or exceed your exact requirements. Kontakt für CNC-Bearbeitungsdienstleistungen.
Need a Threaded CNC Part Quoted?
Yijin Solution can machine internal threads, external threads, pipe threads, and custom threaded features across aluminum, stainless steel, brass, steel, titanium, and engineering plastics. Send your drawing, material, quantity, and required thread callout for DFM feedback before production.
Gewindegrößen-Tabelle FAQs
Wann sollten Sie spezielle Gewindetypen wie ACME oder NPT verwenden?
ACME-Gewinde sollten aufgrund ihres trapezförmigen 29°-Gewindeprofils, das die Kraft effizient überträgt und Verunreinigungen widersteht, speziell für Kraftübertragungs- und Bewegungssteuerungsanwendungen verwendet werden. Nationale Rohrgewinde (NPT) sollten ausschließlich für Rohrverbindungen verwendet werden, die eine druckdichte Abdichtung erfordern, da ihr Kegelverhältnis von 1:16 beim Anziehen der Gewinde eine Presspassung erzeugt. Weder ACME- noch Standardgewinde sollten bei Druckanwendungen durch NPT-Gewinde ersetzt werden, da sie nicht die für die Eindämmung von Flüssigkeiten oder Gasen erforderliche Dichtigkeit aufweisen.
Wie wirken sich die Methoden der Gewindeherstellung auf die Leistungsfähigkeit von Gewinden aus?
Die drei wichtigsten Verfahren zur Herstellung von Gewinden sind Schneiden, Rollen und Schleifen. Das Gewindeschneiden erzeugt präzise Gewinde durch Materialabtrag, kann aber Spannungskonzentrationen am Gewindegrund erzeugen. Beim Gewinderollen werden stärkere Gewinde durch Kaltverformung des Materials erzeugt, wodurch die Kornstruktur erhalten bleibt und die Oberfläche kaltverfestigt wird, was die Ermüdungsfestigkeit im Vergleich zu geschnittenen Gewinden um bis zu 30% erhöht.
Welche Besonderheiten gibt es bei der CNC-Bearbeitung von Gewinden in verschiedenen Materialien?
Verschiedene Werkstoffe erfordern spezifische CNC-Bearbeitungsmethoden, um qualitativ hochwertige Gewinde herzustellen. Aluminium erlaubt hohe Schnittgeschwindigkeiten, erfordert aber möglicherweise Schmiermittel, um Späneansammlungen und Werkzeugbindungen zu verhindern. Edelstahl erfordert langsamere Schnittgeschwindigkeiten, eine starre Werkzeugabstützung und ein geeignetes Schmiermittel zur Wärmeableitung und zur Vermeidung von Kaltverfestigung. Titan erfordert extrem steife Werkzeuge, spezielle Geometrien und gleichmäßigen Schnittdruck, um Gewindeschäden zu vermeiden.
Zurück zum Anfang: Vollständiger Leitfaden für Gewindegrößen: Alle Normen und Anwendungen verstehen