Точность при изготовлении листового металла очень важна, но достижение жестких допусков может быть действительно сложной задачей. Несоответствие результатов может привести к задержке проекта и выпуску некачественной продукции. Многие производители сталкиваются с подобными проблемами, когда детали не выравниваются должным образом из-за плохого управления допусками.
Этот блог-пост представляет собой полное руководство и охватывает все, что вам нужно знать о допусках при изготовлении листового металла, от базовых до передовых методов производства.
Что такое допуски для листового металла?
Допустимые отклонения от заданных размеров в изготовленных деталях известны как допуски на листовой металл. Это допустимое отклонение между фактическими и предполагаемыми размерами, которое важно для правильной посадки и функционирования.
Допустимый диапазон отклонений от измерений или конкретных размеров для изготовленного компонента или детали называется диапазоном допусков на изготовление. При изготовлении листового металла допуски обычно составляют от ±0,005″ до ±0,060″.
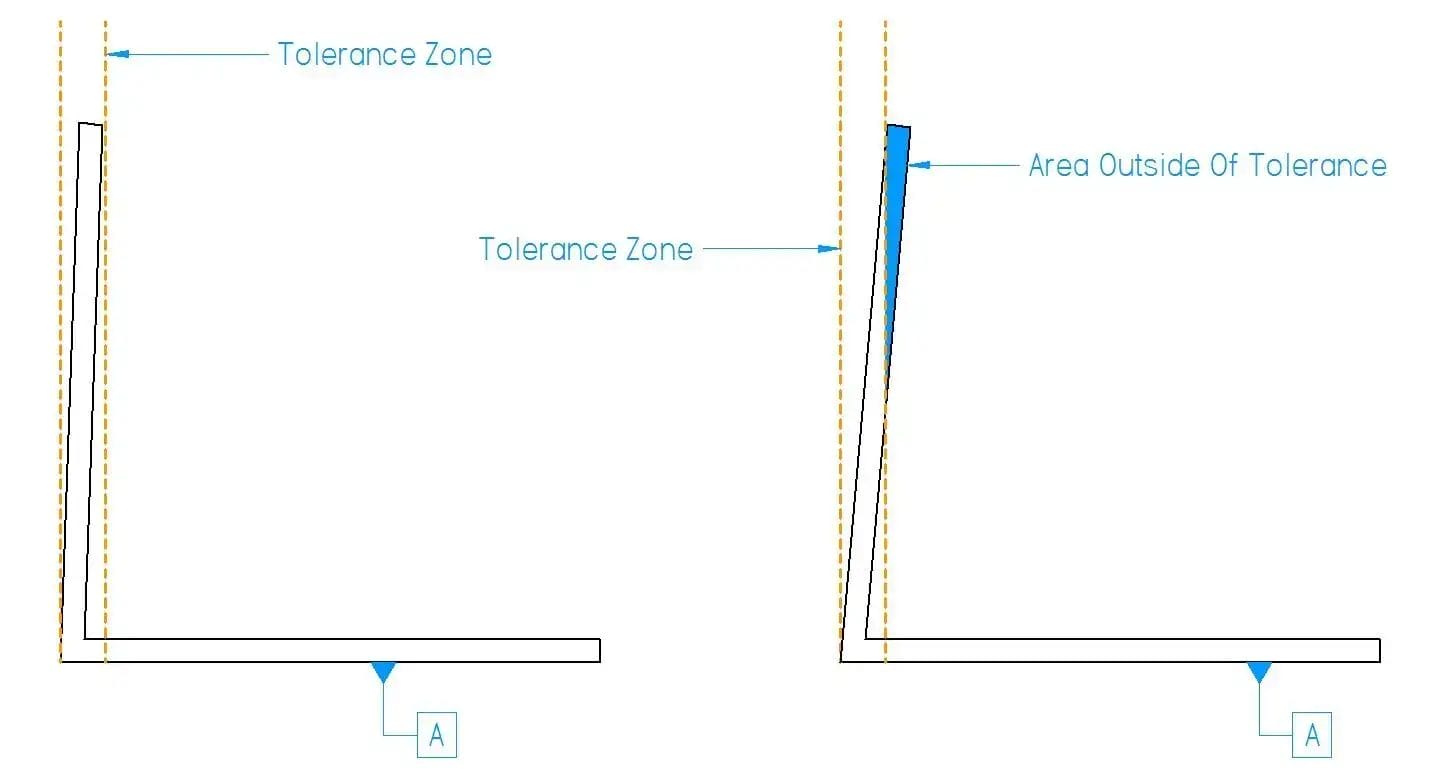
Общее допустимое отклонение (верхнее и нижнее) в размерах называется зоной допуска. Более жесткие допуски дают более точные детали, но увеличивают производственные затраты, в то время как более слабые допуски экономичны, но могут вызвать проблемы с выравниванием. Эта концепция допусков очень важна при изготовлении листового металла. Она позволяет убедиться в том, что получаемые детали отличаются высоким качеством и идеально подходят друг к другу.
Какие факторы влияют на допуск деталей из листового металла?

В этом разделе мы обсудим различные факторы, определяющие допуски при изготовлении листового металла в ходе производственных процессов. Изучение этих факторов важно для достижения точных и стабильных результатов.
Материал и толщина
Различные металлы обладают особыми свойствами, которые определяют допуски. Более толстые материалы обычно допускают более слабые допуски, в то время как тонкие листы требуют более жесткого контроля. Например, нержавеющая сталь допускает более строгие допуски по сравнению с низкоуглеродистой сталью. Если вам нужна высокоточная изготовление листового металла на заказВыбор правильного материала и партнера - ключ к достижению желаемых результатов.
Процесс резки и формовки
Каждая технология изготовления имеет свои пределы допусков. Лазерная резка обычно имеет более жесткие допуски (±0,005"), чем плазменная резка (±0,020"). Процессы формообразования, такие как гибка, добавляют больше переменных, определяющих конечные размеры детали.
Качество инструментов и штампов
Штампы с прецизионной заточкой и хорошо обслуживаемые инструменты обычно производят детали с более жесткими допусками. Низкокачественные или изношенные инструменты могут привести к несовместимым результатам. Высококачественные штампы из твердого сплава могут сохранять допуски до 5 раз дольше по сравнению с обычными стальными.
Возможности и калибровка оборудования
Современные станки с ЧПУ обеспечивают исключительную точность, некоторые из них имеют допуски до ±0,001″. Регулярная калибровка очень важна, даже смещение листогибочного пресса на 0,1° может вызвать отклонения в гнутых деталях.
Возможности компании по производству
Опытные производители с передовыми технологиями и квалифицированными работниками могут стабильно достигать более жестких допусков. Компании, сертифицированные по стандарту ISO 9001, обычно поддерживают допуски в пределах ±0,005 дюйма для важных размеров.
Сложность дизайна и геометрия
Сложные конструкции с многочисленными изгибами, разрезами или элементами трудно изготовить в пределах жестких допусков. Простые, симметричные детали обычно допускают более жесткие допуски (±0,010"), чем сложные геометрические формы (±0,030").
Выбор материала
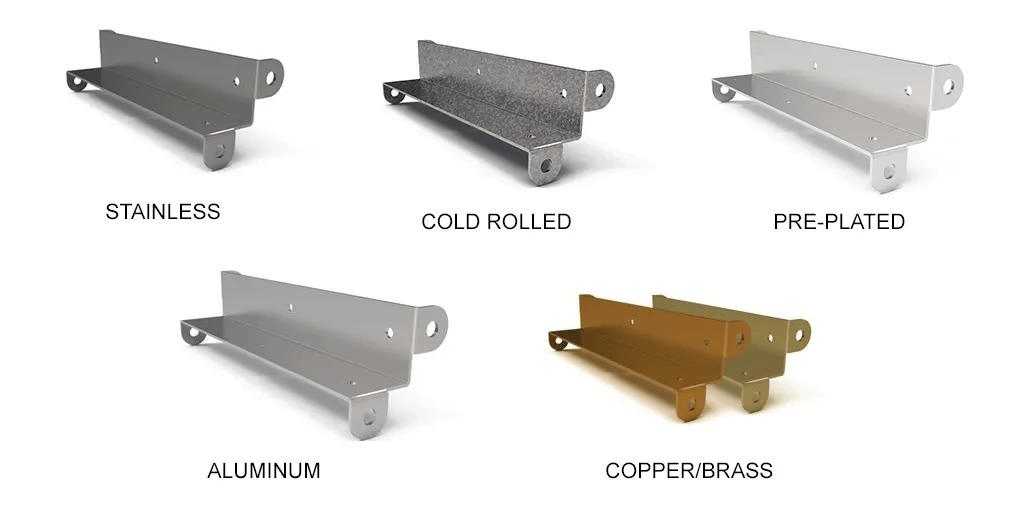
Выбор правильного материала очень важен для получения требуемых допусков при изготовлении листового металла. Каждый тип материала обладает особыми свойствами, которые определяют точность изготовления и характеристики детали.
Типы материалов
Для более жестких допусков предпочтительны материалы с высокой стабильностью размеров и низким тепловым расширением. Нержавеющая и инструментальная сталь - отличный выбор. Они обладают высоким модулем упругости (200 ГПа) и низким коэффициентом теплового расширения (10-12 × 10^-6/°C). Эти характеристики позволяют противостоять деформации при нагрузках и изменениях температуры, сохраняя точность размеров.
Для более слабых допусков лучше использовать более податливые материалы, такие как алюминий или мягкая сталь. Алюминий имеет более низкий модуль упругости (70 ГПа) и более высокое тепловое расширение (23 × 10^-6/°C), что облегчает его формовку. Мягкая сталь имеет умеренный модуль упругости (200 ГПа) и тепловое расширение (12 × 10^-6/°C), что обеспечивает баланс между прочностью и формуемостью. Эти материалы более щадящие и менее подвержены пружинящему откату в менее важных областях применения.
Свойства допусков материалов
Различные металлы имеют разные допуски. Нержавеющая сталь обычно требует более жестких допусков (±0,005′′), чем алюминий (±0,010′′), из-за своей меньшей ковкости и большей прочности. Медные сплавы обычно находятся между этими диапазонами.
В этой таблице представлены различные значения для материалов, такие как диапазон допусков, модуль упругости и коэффициент теплового расширения:
| Материал | Допустимая чувствительность | Типичный диапазон допусков | Модуль упругости (ГПа) | Коэффициент теплового расширения (10-6/°C) |
|---|---|---|---|---|
| Нержавеющая сталь (304) | Высокий | ±0,005″ до ±0,015″ | 200 | 17.3 |
| Инструментальная сталь (D2) | Высокий | ±0,002″ до ±0,010″ | 210 | 10.4 |
| Алюминий (6061-T6) | Умеренный | ±0,010″ до ±0,030″ | 70 | 23.6 |
| Мягкая сталь (1018) | Низкий | ±0,015″ - ±0,045″ | 205 | 12 |
| Медь (C11000) | Умеренный | ±0,008″ до ±0,020″ | 117 | 16.8 |
| Титан (Grade 5) | Высокий | ±0,005″ до ±0,015″ | 114 | 8.6 |
Общие допуски для изготовления листового металла
Знание общих допусков важно для качественного изготовления листового металла. Они гарантируют качество и стабильность производства, обеспечивая баланс между экономичностью и точностью.
В следующей таблице приведены типичные допуски для распространенных процессов изготовления листового металла.
| Процесс | Тип | Допустимое значение |
|---|---|---|
| Лазерная резка | Линейные размеры | ±0,1 мм для деталей длиной до 1000 мм |
| Диаметр отверстия < 5 мм | ±0,05 мм | |
| Диаметр отверстия > 5 мм | ±0,1 мм | |
| Перфорация | Линейные размеры | ±0,2 мм для деталей длиной до 1000 мм |
| Диаметр отверстия | ±0,1 мм | |
| Сгибание | Угловой допуск | ±0.5° |
| Линейные размеры | ±0,3 мм для изгибов до 1000 мм | |
| Штамповка | Линейные размеры | ±0,2 мм для деталей размером до 100 мм |
| ±0,3 мм для деталей 100-500 мм | ||
| Сварка | Линейные размеры | ±0,5 мм для длины шва до 100 мм |
| ±1,0 мм для длины шва 100-500 мм | ||
| Формирование | Линейные размеры | ±0,5 мм для формованных элементов до 100 мм |
| ±0,8 мм для формованных элементов 100-500 мм |
Процессы обработки листового металла и их допуски
Различные методы изготовления листового металла имеют разные допуски. Изучение этих различий важно для выбора подходящего процесса для вашего проекта.
Лазерная резка
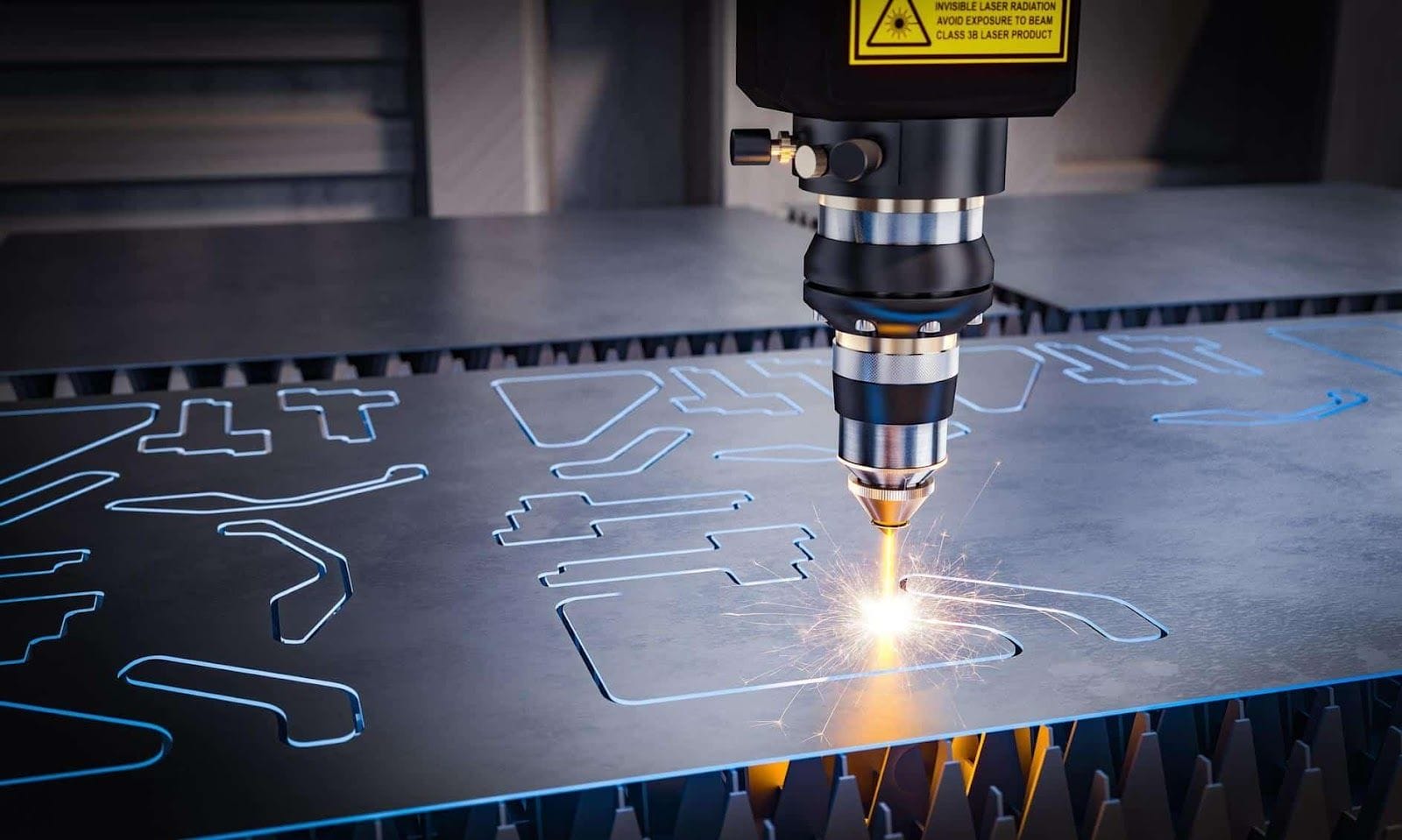
Это точный термический метод, использующий сфокусированный луч света для расплавления, сжигания или испарения материала. Лазер с ЧПУ движется по запрограммированной траектории и создает сложные формы с минимальным искажением материала. Этот процесс лучше всего подходит для крупносерийного производства и сложных геометрических форм.
Допуски при лазерной резке обычно составляют ±0,5 мм для деталей длиной до 1000 мм. Для деталей меньшего размера (менее 100 мм) этот допуск может составлять ±0,05 мм.
Гибка листового металла

Гибка листового металла предполагает формовку металла вокруг прямой оси для создания V-образных, U-образных или швеллерных форм. Использование прецизионных штампов и пуансонов позволяет добиться точных изгибов. Производители, предоставляющие услуги по гибке листового металла часто обеспечивают допуски ±0,5° для угловых размеров и ±0,4 - ±0,8 мм для линейных размеров.
Сварка листового металла

Это процесс соединения, при котором две или более металлические детали сплавляются вместе с помощью тепла, давления или того и другого. Обычно используются такие методы, как MIG, TIG и точечная сварка. Процесс включает в себя подготовку кромок, выравнивание деталей, использование тепла для расплавления металла, а также его охлаждение и застывание.
Допуски на сварку обычно составляют от ±0,5 мм до ±2 мм для линейных размеров. Значения угловых размеров обычно находятся в пределах ±2°.
Штамповка листового металла

Это крупносерийный производственный процесс, в котором используются штампы для преобразования плоских металлических листов в определенные формы. Процесс начинается с установки листа в штамповочный пресс, где инструмент и поверхность штампа оказывают давление, формируя, разрезая или пробивая металл до нужной формы.
Допуски на штамповку обычно составляют от ±0,1 мм до ±0,5 мм для большинства размеров. Для важных элементов могут быть получены еще более жесткие допуски ±0,05 мм.
Конструкция из листового металла
Хороший дизайн важен для достижения лучших допусков при изготовлении листового металла. Различные функции и технологии могут реально определить технологичность и конечное качество изделия.
Радиус изгиба и разгрузки
Радиус изгиба и разгрузки - важные элементы конструкции при изготовлении листового металла. Они сильно влияют на прочность детали, технологичность и контроль допусков. Радиус изгиба относится к внутренней кривизне согнутой детали из листового металла. С другой стороны, радиус разгрузки - это небольшой вырез в месте пересечения изгибов, чтобы избежать разрыва материала.
Важные рекомендации по радиусу изгиба:
- Минимальный радиус изгиба: Для большинства металлов используйте толщину в 1-1,5 раза больше толщины материала.
- Последовательность: По возможности сохраняйте равномерные радиусы изгиба детали в общем процессе.
- Материальное рассмотрение: Настройте радиус с учетом свойств материала (например, увеличьте его для хрупких материалов).
Учет радиуса рельефа:
- Размер: В основном в 1,5-2 раза больше толщины материала.
- Размещение: Применяется на пересекающихся изгибах для снижения концентрации напряжений.
- Форма: Для лучшего распределения нагрузки используйте круглые или каплевидные формы.
Отводы со смещением
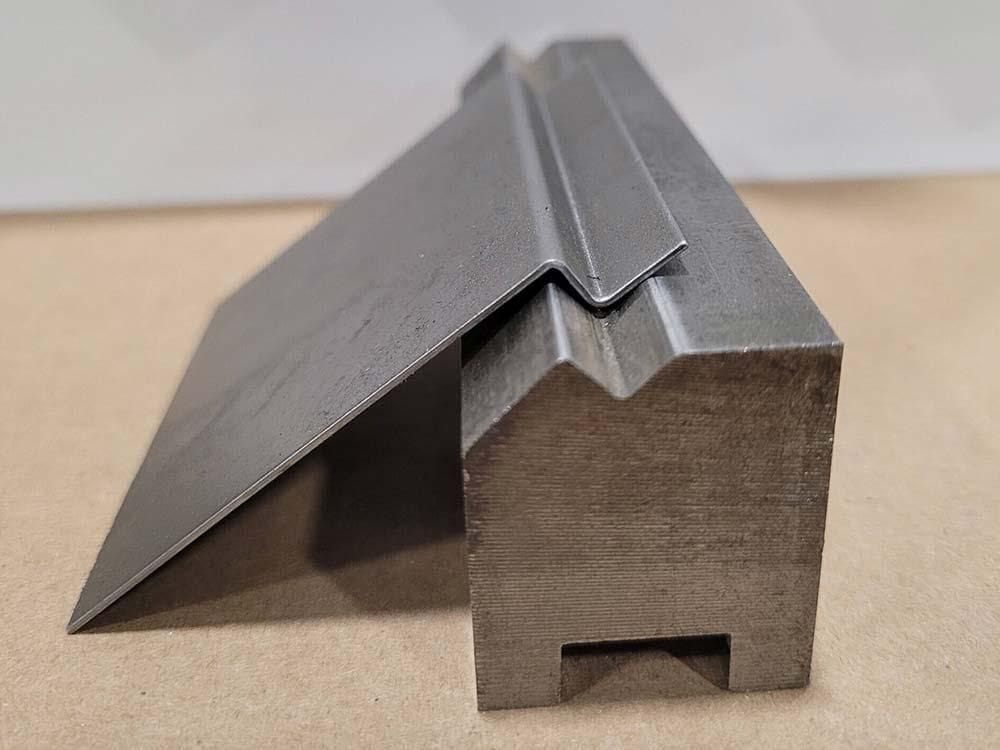
Сгибы со смещением - это параллельные сгибы, идущие в противоположных направлениях, которые делают ступеньку или толчок в детали из листового металла. Они важны для создания сложных форм и повышения прочности деталей. Такие изгибы более равномерно распределяют напряжение по материалу, что снижает риск усталостного разрушения. Эта конструктивная особенность повышает структурную целостность, позволяя создавать компактные, занимающие мало места детали в сборках.
Важными соображениями при проектировании изгибов со смещением являются:
- Параллельные плоскости - Во избежание ослабления структуры располагайте параллельные плоскости на расстоянии не менее двукратной толщины листа.
- Ленивые смещения - При небольших смещениях следует ожидать углов менее 90 градусов на обоих изгибах. Это поможет изготовителям при необходимости достичь нестандартной высоты.
Кудри
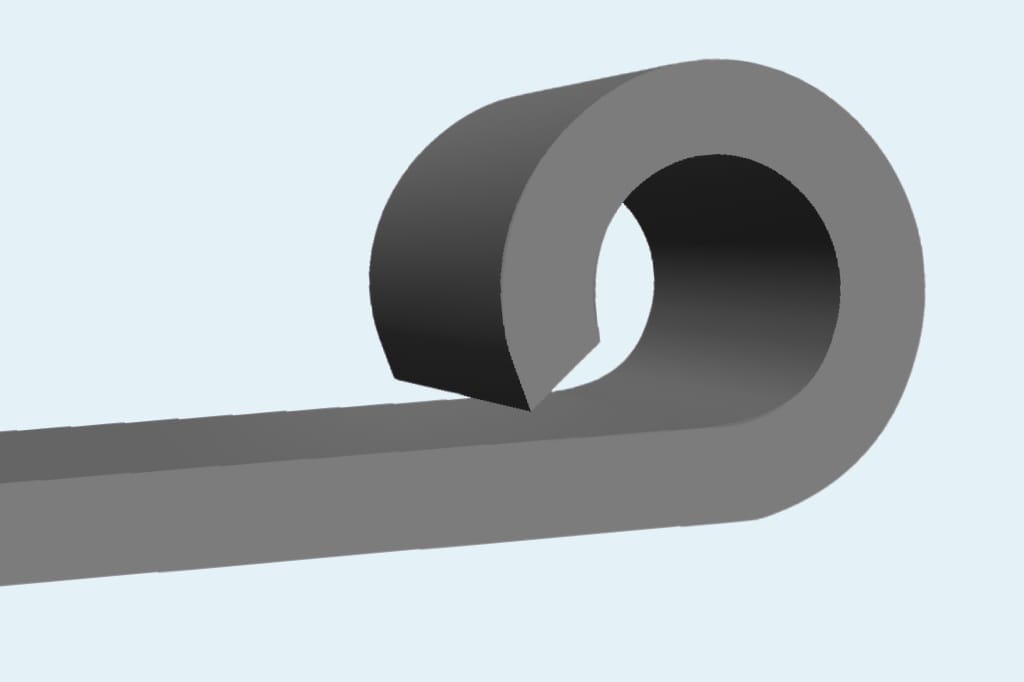
Завитки - важная характеристика листового металла, повышающая прочность и безопасность деталей. Они подразумевают завальцовку края детали из листового металла в круглый профиль, обычно с внутренним радиусом, в 1,5-2 раза превышающим толщину материала.
При создании локонов учитывайте такие рекомендации, как:
- Минимальный радиус - внешний радиус завитка не должен быть меньше 2-кратной толщины материала. Это гарантирует достаточный расход материала и предотвращает разрушение.
- Размещение отверстий - любые отверстия вблизи завитков должны находиться на расстоянии не менее радиуса завитка и толщины материала от характеристики завитка. Это предотвратит деформацию отверстий во время скручивания.
Промышленные стандарты допусков для листового металла
Для допусков на листовой металл установлены различные международные стандарты. Эти рекомендации и стандарты гарантируют качество и соответствие требованиям различных производителей и отраслей промышленности.
ISO 2768
ISO 2768 - важный стандарт для общих допусков при изготовлении листового металла. Он устанавливает классы допусков для линейных размеров, угловых размеров (ISO 2768-1) и геометрических допусков (ISO 2768-2). В стандарте четыре класса допусков: мелкий (f), средний (m), крупный (c) и очень крупный (v).
Стандарт ISO 2768 упрощает чертежи, устраняя необходимость перечисления допусков для каждого размера. Он доступен во всем мире на общем языке для производителей и конструкторов. Это гарантирует взаимозаменяемость деталей и контроль качества.
ASME Y14.5
ASME Y14.5 - это подробный стандарт для определения размеров и допусков в инженерных чертежах. Он устанавливает единую практику изложения и интерпретации требований, связанных с допуском. Стандарт описывает символы, концепции и правила геометрических размеров и допусков (GD&T). Он включает в себя 14 геометрических характеристик и 5 зон допусков.
ASME Y14.5 широко используется на автомобильных, аэрокосмических и производственных предприятиях. Она гарантирует четкую связь между конструкторскими и производственными группами, что приводит к уменьшению количества ошибок и улучшает качество и взаимозаменяемость продукции.
Заключение
Изучение допусков при изготовлении листового металла важно для создания выдающихся деталей. Производители должны учитывать такие важные моменты, как свойства материалов, выбор подходящих процессов, учет конструктивных факторов и следование промышленным стандартам. Тщательный контроль допусков гарантирует функциональность деталей, взаимозаменяемость и качество продукции.
Yijin Solution, a main sheet metal manufacturer, provides expert guidance and accurate fabricating services. For tailored solutions and to examine your particular tolerance requirements, contact Yijin Solution’s engineering team today. Our specialists will help you optimize your structures and designs for manufacturability and cost effectiveness.