Was ist Blechbiegen?
Das Biegen von Blechen ist eine Blechverarbeitungstechnik das flache Metallbleche durch kontrollierte Verformung in die gewünschte Form bringt. Dabei wird eine Kraft angewandt, die über die Streckgrenze des Metalls hinausgeht. Dadurch wird das Metall physisch verformt und die Geometrie des Metalls verändert, ohne es zu brechen.
Wie funktioniert das Metallbiegen?

Im Kern werden beim Blechbiegen Maschinen wie Abkantpressen eingesetzt, um über ein Stempel- und Matrizensystem eine präzise Kraft auszuüben. Diese Kraft verformt das Metall dauerhaft in Formen wie V, U oder Kanäle. Je nach Ausrüstung können Bleche unter 3 mm bis zu 20 mm gebogen werden.
Das Biegen von Blechen hat mehrere Vorteile. Einige der Vorteile sind:
- Kostengünstige Herstellung komplexer Formen
- Weniger Materialabfall als bei anderen Methoden
- Hohe Präzision und Konsistenz
- Erzeugt starke, leichte Strukturen
8 Arten von Blechbiegetechniken:
Durch die Weiterentwicklung von Werkzeugen und Technologien haben sich zahlreiche Biegetechniken herausgebildet. Jede Technik hat besondere Vorteile für bestimmte Anwendungen. Einige gängige Verfahren sind im Folgenden aufgeführt.
1. V-Biegen.
Das V-Biegen ist die beliebteste Methode zum Biegen von Blechen. Bei dieser Technik wird eine V-förmige Matrize und ein passender Stempel zum Biegen von Blechen verwendet. In der Regel werden die Bleche in einem Winkel von 30° bis 180° gebogen. Der Stempel drückt das Metall in die V-Nut und verformt es. Das V-Biegen ermöglicht enge Biegeradien und wird häufig für die Herstellung von Karosserieteilen und Strukturen verwendet.
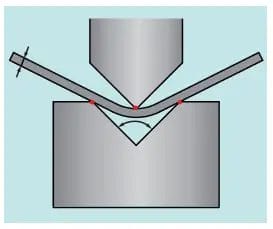
2. Air Bending.

Das Luftbiegen ermöglicht eine bessere Kontrolle über den Winkel, da ein kleiner Spalt zwischen dem Metall und dem Matrizenboden bleibt. Mit einem einzigen Werkzeugsatz können 15° bis 165° gebogen werden. Das Luftbiegen erfordert weniger Kraft als das Gesenkbiegen und eignet sich gut für Arbeiten in kleinen Stückzahlen. Es wird häufig in der Luft- und Raumfahrt für die Herstellung komplexer und leichter Teile verwendet.
3. Bottoming

Beim Bombieren wird das Blech vollständig in die Matrize gepresst, wodurch eine Rückfederung vermieden und präzise, gleichmäßige Winkel erzielt werden. Diese Technik erfordert hohe Biegekräfte und kann den Werkzeugverschleiß erhöhen. Es können sehr enge Innenradien gebogen werden. Das Bombieren wird in der Luft- und Raumfahrt sowie in der Automobilindustrie für Strukturteile mit hohen Toleranzen eingesetzt.
4. Prägung
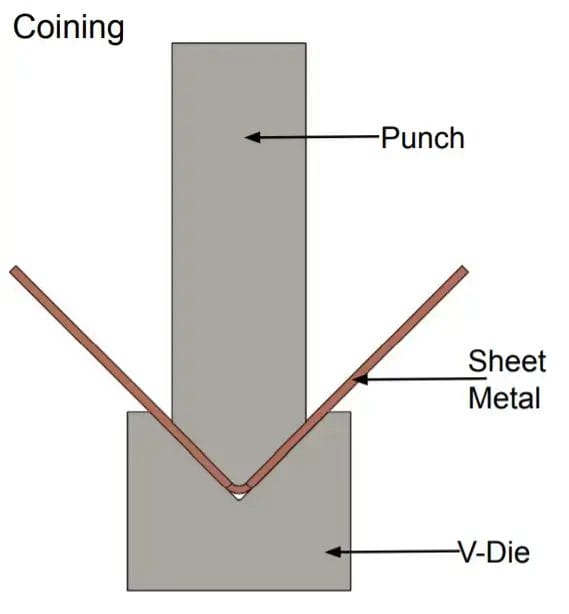
Beim Prägen wird das Blech im Biegebereich mit extremem Druck komprimiert und kaltverformt. Diese Technik ermöglicht starke, kaltverfestigte Biegungen mit hervorragender Oberflächengüte und minimaler Rückfederung. Durch das Prägen können Biegeradien bis zum 0,2-fachen der Blechdicke erreicht werden, es werden jedoch spezielle Werkzeuge und Pressen mit hoher Tonnage benötigt. Das Prägen wird in der Elektronikindustrie zur Herstellung von präzisen Anschlüssen und Steckern verwendet.
5. Walzenbiegen

Beim Walzbiegen werden Bleche durch eine Reihe von Walzen schrittweise in gebogene oder zylindrische Formen gebracht. So entstehen Kegel, Bögen, Profile und Rohre mit großen Radien und verschiedenen Querschnitten. Es können Blechdicken von 0,5 mm bis über 100 mm verarbeitet werden. Das Walzbiegen bietet eine hohe Produktivität und wird in der Luft- und Raumfahrt, in der Automobilindustrie und im Bauwesen zur Herstellung von Bauteilen wie Ringen, Bügeln und Rahmen eingesetzt.
6. Wischen Biegen
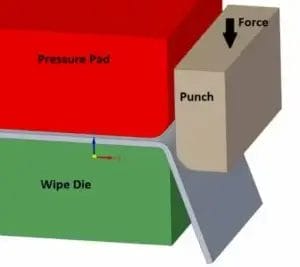
Beim Wischbiegen wird die Kante eines Blechteils mit Hilfe eines beweglichen Stempels oder Wischmessers um eine feststehende Matrize gebogen. Es ist ideal für die Herstellung von kurzen 90°-Flanschen oder Säumen entlang der Teilekanten. Das Wischbiegen erfordert weniger Kraft als das V-Biegen und erzeugt Biegungen mit minimaler Rückfederung, aber die erreichbaren Biegewinkel sind begrenzt. Das Wischbiegen wird in der Elektronik- und HLK-Industrie zur Versteifung von Flanschen, Nähten oder Säumen an Gehäusen, Platten und Kanälen verwendet.
7. Rotationsbiegen
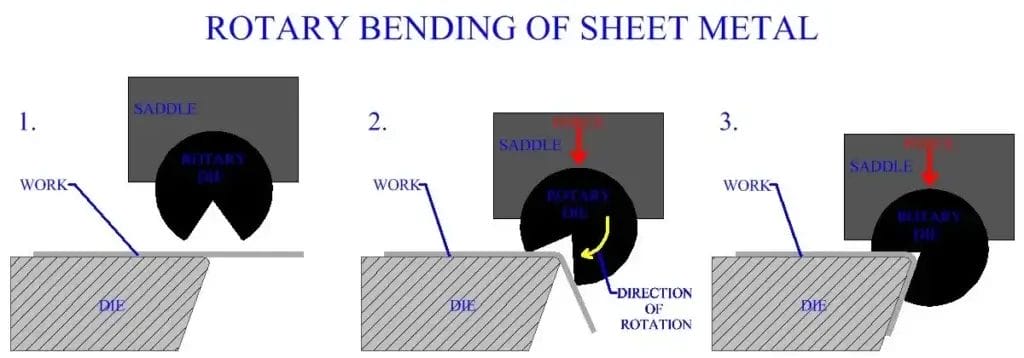
Beim Rotationsbiegen werden eine rotierende Matrize und ein feststehender Stempel verwendet, um das Blech um die Form der Matrize zu biegen. Mit dieser Methode können komplexe Biegungen mit mehreren Radien in einem Arbeitsgang durchgeführt werden. Dadurch wird der Bedarf an zusätzlicher Bearbeitung reduziert. Durch das Rotationsbiegen werden Oberflächenkratzer und Werkzeugmarkierungen minimiert, da das Blech sanft über die rotierende Matrize gleitet. Es können Biegewinkel von über 90 Grad erreicht werden. Diese Technik eignet sich gut für die Herstellung enger Radien bei dünnen bis mittleren Dicken. Das Rotationsbiegen wird häufig in der Automobilindustrie eingesetzt, um komplizierte Profile wie Karosserieteile und Türrahmen mit hoher Oberflächenqualität und Präzision herzustellen.
8. U-Biegen
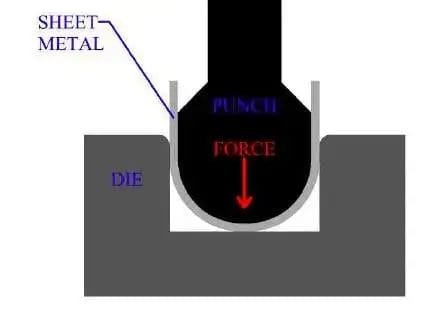
Beim U-Biegen werden U-förmige Profile oder Kanäle durch Pressen des Blechs zwischen einem Stempel und einer U-förmigen Matrize hergestellt. Dieses Verfahren ähnelt dem V-Biegen, erzeugt jedoch Teile mit parallelen Flanschen und gleichmäßigen Biegeradien. Beim U-Biegen können je nach Material und Werkzeug minimale innere Biegeradien von 1-2 mal der Blechdicke erreicht werden. Es wird häufig für die Herstellung von Bauteilen wie Klammern, Trägern und Rahmen im Bauwesen, in der Luft- und Raumfahrt und in der Automobilindustrie verwendet. Das U-Biegen erfordert eine sorgfältige Kontrolle der Biegefolge und kann mehrere Stufen erfordern, um Risse oder Ausdünnungen an der Biegelinie zu vermeiden.
| Technik | Winkelbereich | Material Dicke | Biegeradius | Winkeltoleranz | Rückfederung |
| V-Biegen | 30° bis 180° | 0,5 bis 20 mm | 0,8 t (unlegierter Stahl), 2 t (rostfreier Stahl) | ±0.75° | 5° bis 15° |
| Air Bending | 15° bis 165° | 0,5 bis 10 mm | 1t bis 3t | ±0.5° | Höher |
| Bottoming | 30° bis 180° | 0,5 bis 20 mm | 0,4 t (unlegierter Stahl), 0,8 t (rostfreier Stahl) | ±0.5° | Minimal |
| Prägung | 30° bis 180° | 0,1 bis 5 mm | 0.2t | ±0.25° | Minimal |
| Walzenbiegen | Große Radien | 0,5 bis 100 mm | 1,5t bis 3t | Variiert | Variiert |
| Wischen Biegen | 90° | 0,5 bis 5 mm | 1t bis 2t | ±0.5° | Minimal |
| Rotationsbiegen | >90° | 0,5 bis 5 mm | <1t | ±0.5° | Minimal |
| U-Biegen | 90° | 0,5 bis 10 mm | 1t bis 2t | ±0.5° | Variiert |
*t = Materialstärke
Wie das Blechbiegen funktioniert:
Beim Blechbiegen werden flache Bleche in die gewünschten Formen gebracht. Das Verständnis dieses Prozesses ist für Unternehmen, die hochwertige Teile effizient herstellen wollen, von entscheidender Bedeutung.
Entwurf und Planung.

Der erste Schritt ist eine sorgfältige Konstruktion und Planung. Dazu gehört die Auswahl der richtigen Materialien und Dicken je nach Anwendung und benötigter Stärke. Beispielsweise erfordert 1,5 mm Baustahl eine Biegekraft von etwa 25 Tonnen/Meter. Für 6 mm Baustahl sind dagegen 300 Tonnen/Meter erforderlich. Die Konstrukteure müssen die gewünschten Biegewinkel und die besten Biegemethoden wie Luft- oder Bodenbiegen berücksichtigen. Eine gute Planung stellt sicher, dass das Endprodukt alle Spezifikationen erfüllt und effizient hergestellt werden kann. Für die Erstellung von 3D-Modellen und präzisen Biegeanweisungen wird häufig moderne Software wie SolidWorks oder AutoCAD verwendet.
Vorbereitung des Materials:
Sobald der Entwurf fertig ist, muss das Blech zum Biegen vorbereitet werden. Dazu wird das Metall in der Regel durch Scheren, Stanzen oder Laserschneiden auf die gewünschte Größe zugeschnitten. Das Laserschneiden bietet enge Toleranzen von bis zu ±0,1 mm für genaue komplexe Formen. Anschließend werden Biegelinien auf dem Metall markiert, um das Biegen zu steuern. Gängige Methoden sind Anreißen, Ätzen oder CNC-Markieren mit einer Genauigkeit von ±0,05 mm.
Biegeprozess:

Mithilfe von Techniken wie V-Biegen oder U-Biegen wird das Blech in die gewünschte Form verformt. Beim Biegen wird Kraft angewendet, um das Blech um eine Matrize herum zu verformen. Durch den extremen Druck wird der Biegebereich komprimiert und kaltverformt. Üblicherweise wird die Biegekraft von hydraulischen Abkantpressen aufgebracht, die je nach Maschinengröße 20 bis 3000 Tonnen aufbringen. Für Unternehmen, die nach zugänglichen Lösungen für die Fertigung suchen, Online-Blechbiegen Dienstleistungen bieten Komfort und Anpassung an verschiedene Biegeanforderungen. CNC-Abkantpressen bieten hohe Präzision mit einer Positioniergenauigkeit von ±0,01 mm und einer Wiederholbarkeit von ±0,005 mm.
Einstellung der Rückfederung:

Das Ausmaß der Rückfederung hängt von Faktoren wie Material, Blechdicke, Biegewinkel und innerem Biegeradius ab. Um die Rückfederung auszugleichen, ist oft eine Überbiegung erforderlich. Die Überbiegungswinkel reichen von 5% bis 15%, je nach Material und Biegeparametern. Spezialisierte Software kann die erforderliche Überbiegung für bestimmte Bedingungen vorhersagen.
Inspektion und Endbearbeitung:

Nach dem Biegen werden die Teile auf Genauigkeit und Konformität mit den Spezifikationen geprüft. Hochpräzise Werkzeuge wie CMMs oder 3D-Laserscanner überprüfen die kritischen Abmessungen mit einer Genauigkeit von ±0,001 mm. Eventuelle Anpassungen werden vorgenommen, und es können Nachbearbeitungen wie Entgraten, Schleifen oder Behandlungen erfolgen.
Wenn Unternehmen die Feinheiten des Blechbiegens verstehen, können sie fundierte Entscheidungen bei der Auswahl treffen Metallblech Anbieters. Faktoren wie Fähigkeiten, Erfahrung mit Materialien und Dicken sowie die Einhaltung enger Toleranzen sollten berücksichtigt werden, um optimale Ergebnisse zu erzielen.
5 Tipps zum Blechbiegen:
Wenn es um Blechbiegearbeiten geht, können einige wichtige Grundsätze die Qualität Ihrer Endprodukte erheblich verbessern. Hier sind fünf wichtige Tipps:
1.Achten Sie auf die Faserrichtung
Das Biegen quer zur Faser führt in der Regel zu besseren Ergebnissen. Bei der Konstruktion von Teilen sollten Sie diese senkrecht statt parallel zur Faser biegen. Dies kann die Biegequalität verbessern, das Risiko von Rissen verringern und engere Biegeradien ermöglichen.
2.Wählen Sie gute Biegeradien
Im Allgemeinen sollte der minimale innere Biegeradius der Materialstärke entsprechen. Bei härteren Materialien oder Biegungen entlang der Maserung sind möglicherweise größere Radien erforderlich, um Risse zu vermeiden und die Konsistenz zu gewährleisten.
3.Konto für Rückfederung
Metall neigt dazu, nach dem Biegen teilweise zurückzuspringen. Kompensieren Sie dies, indem Sie eine Überbiegung angeben oder Rückfederungswerte in Ihrem Entwurf vorsehen, um genaue Endwinkel zu gewährleisten.
4.Flanschlängen optimieren
Die Flanschlänge sollte mindestens das 4-fache der Dicke betragen. Die Konstruktion von Teilen mit angemessenen Flanschlängen kann die Genauigkeit verbessern und die Kosten für Spezialwerkzeuge senken.
5.Klare Informationen zum Knickschutz
Die Angabe von Biegezugaben oder -abzügen gewährleistet eine genaue Entwicklung von Flachmustern. Die Bereitstellung dieser Informationen in Ihrem Entwurf reduziert den Materialabfall, verbessert die Teilegenauigkeit und senkt potenziell die Produktionskosten für große Stückzahlen.
Biegen von Blechen Produktbeispiele:
Das Biegen von Blechen umfasst eine breite Palette von Produkten für verschiedene Branchen. Hier sind einige Beispiele für Metallbiegeteile:
1. Autoteile
In der Automobilindustrie ist das Blechbiegen der Schlüssel zur Herstellung von Komponenten wie Halterungen, Fahrgestellteilen und Karosserieteilen. Ein Autokotflügel wird durch Walzbiegen hergestellt, wobei die Toleranzen bis zu ±0,1 mm betragen.
2. Komponenten für die Luft- und Raumfahrt
Die Luft- und Raumfahrt ist auf das Präzisionsblechbiegen angewiesen, um leichte und dennoch stabile Teile zu erhalten. Bei Flugzeugrumpfplatten werden Luftbiegetechniken eingesetzt, die komplexe Formen bei gleichzeitiger Einhaltung strenger Gewichtsanforderungen ermöglichen.
3. Elektronik-Gehäuse
Elektronikunternehmen nutzen das Blechbiegen für haltbare, ästhetisch ansprechende Gehäuse. Bei einem Laptop-Gehäuse werden Biegetechniken für scharfe, präzise Biegungen mit minimaler Rückfederung eingesetzt.
4.HVAC-Kanalisation
Die HLK-Branche ist für eine effiziente Luftverteilung auf das Biegen von Blechen angewiesen. Bei Rohrleitungen werden häufig V-Biegen und Walzbiegen kombiniert, um sowohl gerade als auch gebogene Abschnitte mit einer Materialstärke von typischerweise 0,5-1,5 mm herzustellen.
5.Architektonische Elemente
In der Architektur werden durch das Biegen von Blechen dekorative und funktionale Elemente hergestellt. Dachpaneele werden durch Wischbiegen geformt und ermöglichen die nahtlose Integration von Wasserableitungselementen mit Biegewinkeln von bis zu 135°.
Zusammenfassung
Das Biegen von Blechen ist eine wichtige Blechumformverfahren zur Herstellung komplexer Formen aus flachen Blechen. Wir haben uns Biegetechniken wie V-Biegen, Luftbiegen und Prägen angesehen. Jede bietet einzigartige Vorteile. Das Verständnis des Blechbiegens, von der Konstruktion bis zur Endbearbeitung, ist der Schlüssel zu hochwertigen Ergebnissen. Wenn Sie die besprochenen Konstruktionstipps befolgen, können Unternehmen ihre Blechteile hinsichtlich Effizienz und Präzision optimieren.
Yijin Solution has over 20 years of experience, offering expert sheet metal bending services plus other metal fabrication solutions. Our advanced equipment and skilled technicians ensure precise bends with very tight ±0.1mm tolerances. For custom sheet metal bending projects, contact Yijin Solution today to experience our expertise, improving your product quality and production efficiency.