Что такое гибка листового металла
Гибка листового металла - это техника изготовления листового металла Преобразование плоских металлических листов в желаемые формы путем контролируемой деформации. Она предполагает приложение силы, превышающей предел текучести металла. Это приводит к физической деформации металла и изменению его геометрии без разрушения.
Как происходит гибка металла?

По своей сути гибка листового металла использует оборудование, подобное листогибочным прессам, для приложения точного усилия через систему пуансонов и матриц. Это усилие постоянно деформирует металл в такие формы, как V, U или швеллер. В зависимости от оборудования можно сгибать листы толщиной от 3 мм до 20 мм.
Гибка листового металла имеет ряд преимуществ. Вот некоторые из них:
- Экономичное изготовление сложных форм
- Меньше отходов материала по сравнению с другими методами
- Высокая точность и согласованность
- Создает прочные, легкие конструкции
8 видов техники гибки листового металла:
В результате развития инструмента и технологий появилось множество методов гибки. Каждый метод имеет особые преимущества для определенных областей применения. Ниже перечислены некоторые распространенные методы.
1. V-образный изгиб.
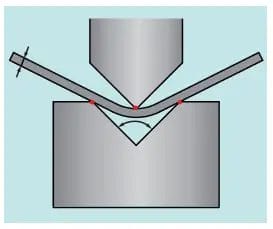
V-образная гибка - самый популярный метод гибки листового металла. Для гибки металлических листов используется V-образный штамп и соответствующий пуансон. Обычно листы сгибают на угол от 30° до 180°. Пуансон вдавливает металл в V-образный паз, деформируя его. V-образная гибка позволяет выполнять изгибы с малым радиусом и широко используется для изготовления кузовных панелей и конструкций.
2. Воздушный изгиб.

Воздушная гибка позволяет лучше контролировать угол, оставляя небольшой зазор между металлом и дном матрицы. С помощью одного комплекта инструментов можно гнуть от 15° до 165°. Воздушная гибка требует меньших усилий, чем донная, и подходит для небольших объемов работ. Она часто используется в аэрокосмической промышленности для изготовления сложных и легких деталей.
3. Внизу

При доводке лист полностью вдавливается в матрицу, что устраняет обратную пружину и обеспечивает точные, стабильные углы. Эта технология требует больших усилий при гибке и может увеличить износ инструмента. Она позволяет выполнять очень узкие внутренние радиусы изгиба. Доводка используется в аэрокосмической и автомобильной промышленности для изготовления конструкционных деталей с высокими допусками.
4. Монета
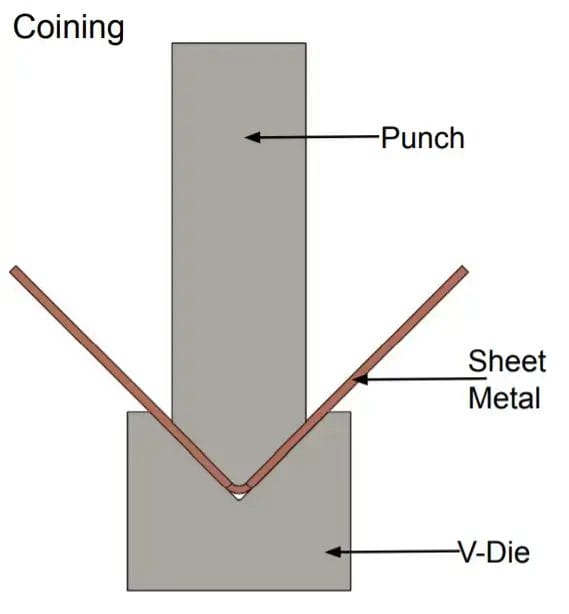
При чеканке листовой металл в зоне сгиба сжимается и подвергается холодной обработке с использованием сильного давления. Эта технология позволяет получить прочные, закаленные в процессе работы изгибы с превосходным качеством поверхности и минимальным отклонением. С помощью чеканки можно добиться радиуса изгиба, всего в 0,2 раза превышающего толщину листа, но для этого требуется специальная оснастка и высокотоннажные прессы. Чеканка используется в электронной промышленности для создания точных клемм и разъемов.
5. Гибка рулонов

При гибке вальцов используется ряд роликов для постепенного придания листовому металлу изогнутой или цилиндрической формы. Таким образом создаются конусы большого радиуса, изгибы, профили и трубы различного сечения. Толщина листа может варьироваться от 0,5 мм до более 100 мм. Гибка валков обеспечивает высокую производительность и используется в аэрокосмической, автомобильной и строительной промышленности для создания таких конструктивных элементов, как кольца, обручи и рамы.
6. Сгибание салфетки
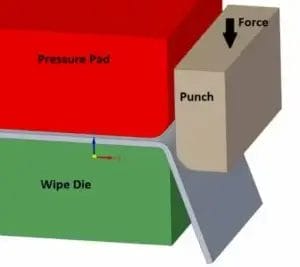
С помощью подвижного пуансона или скребкового ножа край детали из листового металла загибается вокруг неподвижного штампа. Она идеально подходит для создания коротких, 90° фланцев или подгибов по краям деталей. Гибка внахлестку требует меньшего усилия, чем V-образная гибка, и обеспечивает изгибы с минимальной пружинящей нагрузкой, но достижимые углы изгиба ограничены. Гибка внахлест используется в электронной промышленности и системах отопления, вентиляции и кондиционирования воздуха для создания жестких фланцев, швов или кромки на корпусах, панелях и воздуховодах.
7. Ротационная гибка
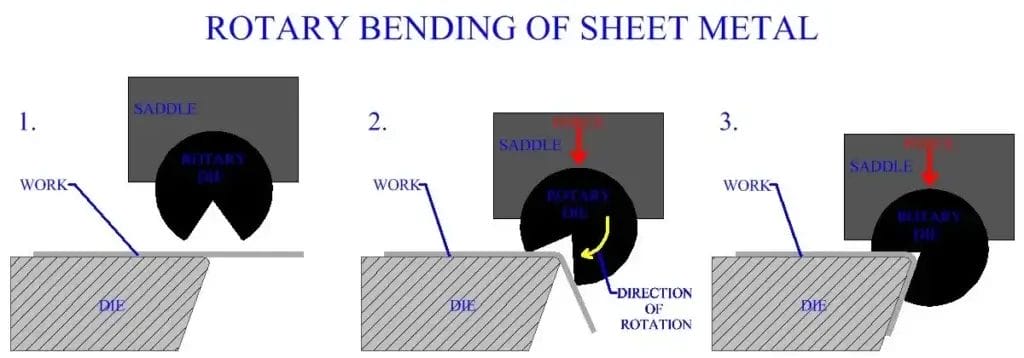
При ротационной гибке используется вращающийся штамп и неподвижный пуансон для сгибания листового металла по форме штампа. Этот метод позволяет выполнять сложные изгибы с большим радиусом за одну операцию. Это снижает необходимость в дополнительной обработке. Ротационная гибка сводит к минимуму царапины на поверхности и следы от инструмента, поскольку металл плавно скользит по вращающемуся штампу. Она позволяет достичь углов изгиба более 90 градусов. Эта техника хорошо подходит для получения узких радиусов в тонких и средних толщах. Ротационная гибка часто используется в автомобилестроении для создания сложных профилей, таких как кузовные панели и дверные коробки, с качеством и точностью поверхности.
8. U-образный изгиб
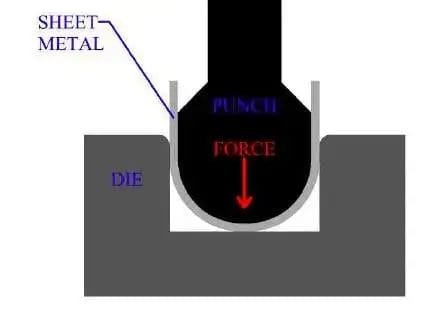
U-образная гибка позволяет создавать U-образные профили или каналы путем прессования листового металла между пуансоном и U-образным штампом. Этот способ похож на V-образную гибку, но при этом получаются детали с параллельными фланцами и постоянным радиусом изгиба. U-образная гибка позволяет достичь минимального внутреннего радиуса изгиба в 1-2 раза больше толщины листа, в зависимости от материала и оснастки. Она часто используется для изготовления таких конструктивных элементов, как кронштейны, балки и рамы в строительстве, аэрокосмической и автомобильной промышленности. U-образная гибка требует тщательного контроля последовательности изгиба и может потребовать нескольких этапов для предотвращения растрескивания или истончения на линии изгиба.
| Техника | Диапазон углов | Толщина материала | Радиус изгиба | Допуск на угол | Springback |
| V-образный изгиб | 30° - 180° | 0,5 - 20 мм | 0,8 т (мягкая сталь), 2 т (нержавеющая сталь) | ±0.75° | 5° - 15° |
| Воздушный изгиб | 15° - 165° | 0,5 - 10 мм | от 1 т до 3 т | ±0.5° | Выше |
| Внизу | 30° - 180° | 0,5 - 20 мм | 0,4 т (мягкая сталь), 0,8 т (нержавеющая сталь) | ±0.5° | Минимум |
| Монета | 30° - 180° | 0,1 - 5 мм | 0.2t | ±0.25° | Минимум |
| Гибка рулонов | Большие радиусы | 0,5 - 100 мм | от 1,5 т до 3 т | Варьируется | Варьируется |
| Сгибание салфетки | 90° | 0,5 - 5 мм | 1 т - 2 т | ±0.5° | Минимум |
| Ротационная гибка | >90° | 0,5 - 5 мм | <1t | ±0.5° | Минимум |
| U-образный изгиб | 90° | 0,5 - 10 мм | 1 т - 2 т | ±0.5° | Варьируется |
*t = толщина материала
Как работает гибка листового металла:
Гибка листового металла преобразует плоские металлические листы в желаемые формы. Понимание этого процесса является ключевым для предприятий, стремящихся эффективно изготавливать высококачественные детали.
Дизайн и планирование.

Первый шаг - тщательное проектирование и планирование. Это включает в себя выбор правильных материалов и толщины в зависимости от области применения и необходимой прочности. Например, для низкоуглеродистой стали толщиной 1,5 мм требуется усилие на изгиб около 25 тонн/метр. В то время как для 6-миллиметровой низкоуглеродистой стали требуется 300 тонн/метр. Проектировщики должны учитывать желаемые углы изгиба и оптимальные методы гибки, такие как воздушная гибка или доводка. Правильное планирование гарантирует, что конечный продукт будет соответствовать всем спецификациям и будет изготовлен эффективно. Для создания 3D-моделей и точных инструкций по гибке часто используется современное программное обеспечение, такое как SolidWorks, AutoCAD.
Подготовка материалов:
После того как проект закончен, листовой металл необходимо подготовить к гибке. Для этого обычно используется резка металла по размеру с помощью ножниц, штамповки или лазерной резки. Лазерная резка обеспечивает жесткие допуски до ±0,1 мм для получения точных сложных форм. Затем на металл наносятся линии изгиба, чтобы направлять гибку. Распространенными методами являются нанесение надписей, травление или маркировка с ЧПУ с точностью ±0,05 мм.
Процесс сгибания:

С помощью таких методов, как V-образная или U-образная гибка, лист деформируется до нужной формы. Гибка предполагает приложение силы для деформации металлического листа вокруг штампа. Сильное давление сжимает и холодно обрабатывает область сгиба. Обычно гидравлические листогибочные прессы прикладывают усилие для гибки, оказывая нагрузку от 20 до 3000 тонн в зависимости от размера машины. Для предприятий, ищущих доступные решения в области производства, онлайн гибка листового металла Услуги обеспечивают удобство и индивидуальный подход к различным требованиям к гибке. Листогибочные прессы с ЧПУ обеспечивают высокую точность, точность позиционирования составляет ±0,01 мм, а повторяемость - ±0,005 мм.
Регулировка пружины:

Величина пружинящего отката зависит от таких факторов, как материал, толщина листа, угол изгиба и внутренний радиус изгиба. Чтобы компенсировать пружинистость, часто требуется перегиб. Угол перегиба варьируется от 5% до 15% в зависимости от материала и параметров изгиба. Специализированное программное обеспечение может предсказать необходимый перегиб для конкретных условий.
Проверка и отделка:

После гибки детали проверяются на точность и соответствие спецификациям. Высокоточные инструменты, такие как КИМ или лазерные 3D-сканеры, проверяют критические размеры в пределах ±0,001 мм. Вносятся любые корректировки, и могут выполняться финишные операции, такие как снятие заусенцев, шлифовка или обработка.
Понимая тонкости гибки листового металла, предприятия могут принимать обоснованные решения при выборе листовой металл поставщикs. Для достижения наилучших результатов следует учитывать такие факторы, как возможности, опыт работы с материалами и толщинами, а также соблюдение жестких допусков.
5 советов по гибке листового металла:
Когда речь идет об услугах по гибке листового металла, несколько ключевых принципов могут значительно улучшить качество готовой продукции. Вот пять важных советов:
1.Учитывайте направление зерна
Сгибание поперек зерна обычно дает лучшие результаты. При проектировании деталей изгибайте их перпендикулярно, а не параллельно зерну. Это повышает качество изгиба, снижает риск образования трещин и позволяет делать более узкие радиусы изгиба.
2.Выбирайте хорошие радиусы изгиба
Как правило, минимальный внутренний радиус изгиба должен соответствовать толщине материала. Более твердые материалы или изгибы вдоль зерна могут потребовать большего радиуса для предотвращения трещин и обеспечения однородности.
3.Учет пружинящего отката
Металл имеет тенденцию частично отпружинивать после изгиба. Чтобы обеспечить точные конечные углы, компенсируйте это, задав избыточный изгиб или указав значения пружинящего отката в проекте.
4.Оптимизация длины фланцев
Стремитесь к тому, чтобы минимальная длина фланца была не менее 4-кратной толщины. Проектирование деталей с достаточной длиной фланцев позволяет повысить точность и снизить затраты на специализированную оснастку.
5.Предоставьте четкую информацию о пособиях на сгиб
Указание припусков на изгиб или вычетов обеспечивает точное построение плоской детали. Предоставление этой информации при проектировании позволит сократить отходы материала, повысить точность детали и потенциально снизить затраты на крупносерийное производство.
Гибка листового металла Примеры продукции:
С помощью гибки листового металла изготавливается широкий спектр изделий в различных отраслях промышленности. Вот некоторые примеры деталей для гибки металла:
1. Автомобильные запчасти
В автомобилестроении гибка листового металла играет ключевую роль при изготовлении таких компонентов, как кронштейны, детали шасси, кузовные панели. В автомобильных крыльях используется гибка валков с допусками до ±0,1 мм.
2. Аэрокосмические компоненты
В аэрокосмической отрасли используется точная гибка листового металла для изготовления легких, но прочных деталей. В панелях фюзеляжа самолетов используются технологии воздушной гибки, позволяющие создавать сложные формы при соблюдении строгих требований к весу.
3. Корпуса для электроники
Компании, производящие электронику, используют листогибы для изготовления прочных и эстетически привлекательных корпусов. При изготовлении корпуса ноутбука используются методы гибки днища для получения резких, точных изгибов с минимальной пружинящей нагрузкой.
4.Воздуховоды HVAC
HVAC зависит от гибки листового металла для эффективного распределения воздуха. Воздуховоды часто сочетают в себе V-образный и валковый изгиб для создания прямых и изогнутых секций, при этом толщина материала обычно составляет 0,5-1,5 мм.
5.Архитектурные элементы
В архитектуре гибка листового металла позволяет создавать декоративные и функциональные элементы. Кровельные панели формируются с помощью гибки внахлестку, что позволяет беспрепятственно интегрировать водосточные элементы с углами изгиба до 135°.
Резюме
Гибка листового металла является важным процесс формовки листового металла для создания сложных форм из плоских металлических листов. Мы рассмотрели такие методы гибки, как V-образная гибка, воздушная гибка и чеканка. Каждый из них предлагает уникальные преимущества. Понимание процесса гибки листового металла, от проектирования до финишной обработки, является ключом к получению высококачественных результатов. Следуя рассмотренным советам по проектированию, предприятия могут оптимизировать детали из листового металла для повышения эффективности и точности.
Yijin Solution has over 20 years of experience, offering expert sheet metal bending services plus other metal fabrication solutions. Our advanced equipment and skilled technicians ensure precise bends with very tight ±0.1mm tolerances. For custom sheet metal bending projects, contact Yijin Solution today to experience our expertise, improving your product quality and production efficiency.