What is Sheet Metal Bending
Sheet metal bending is a sheet metal fabrication technique that transforms flat metal sheets into desired shapes through controlled deformation. It involves applying force beyond the metal’s yield strength. It will result in physically deforming the metal and changing the geometry of metal without breaking it.
How does metal bending work?

At its core, sheet metal bending use machinery like press brakes to exert precise force via a punch and die system. This force permanently deforms the metal into shapes like V, U or channels. It can bend sheets under 3mm up to sheets of 20mm depending on equipment.
Bending sheet metal has several advantages. Some of its benefits are:
- Cost-effective complex shape making
- Less material waste versus other methods
- High precision and consistency
- Creates strong, lightweight structures
8 Types of Sheet Metal Bending Techniques:
Numerous bending techniques have emerged as a result of advancements in tooling and technology. Every technique has special advantage for certain applications. Some common methods are listed below.
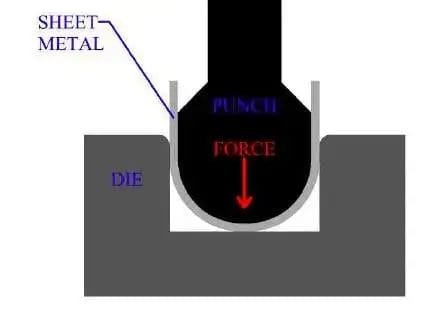
1. V-Bending.
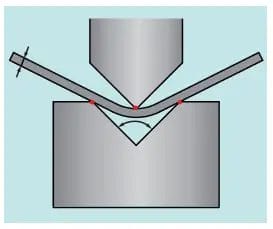
V-bending is the most popular sheet metal bending method. This technique uses a V-shaped die and matching punch to bend metal sheets. Typically, it bends sheets at 30° to 180°. The punch forces the metal into the V groove, deforming it. V-bending can do tight bend radii and is widely used for making car body panels and structures.
2. Air Bending.

Air bending allows more control over the angle by leaving a small gap between the metal and die bottom. It can bend 15° to 165° using one tool set. Air bending needs less force than bottoming and is good for low-volume work. It is often used in aerospace for making complex and lightweight parts.
3. Bottoming

Bottoming fully presses the sheet into the die, eliminating springback and giving precise, consistent angles. This technique requires high bending forces and may increase tool wear. It can do very tight inside bend radii. Bottoming is used in aerospace and autos for high-tolerance structural parts.
4. Coining
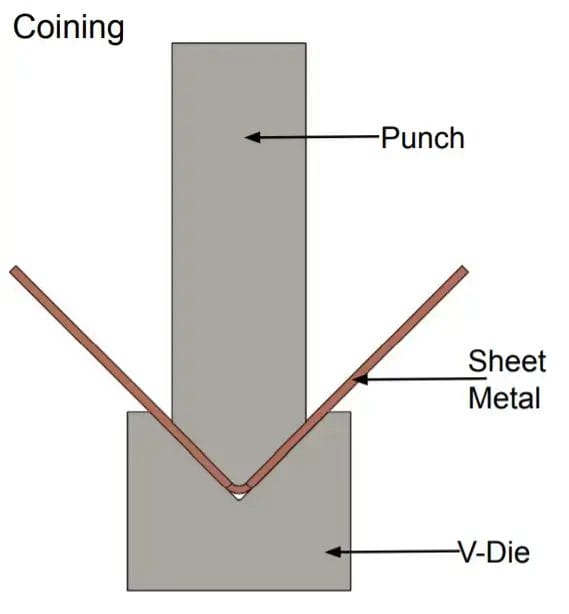
Coining compresses and cold-works the sheet metal in the bend area using extreme pressure. This technique makes strong, work-hardened bends with excellent surface finish and minimal springback. Coining can achieve bend radii as small as 0.2 times the sheet thickness but needs specialized tooling and high-tonnage presses. Coining is used in the electronics industry for creating precise terminals and connectors.
5. Curvado de rodillos

Roll bending uses a series of rollers to gradually shape sheet metal into curved or cylindrical forms. This creates large-radius cones, bends, profiles and tubes, with various cross-sections. It can process thicknesses ranging from 0.5 mm to over 100 mm. Roll bending offers high productivity and is used in the aerospace, automotive, and construction industries for creating structural components like rings, hoops and frames.
6. Wipe Bending
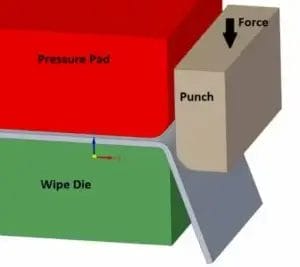
Wipe bending bends the edge of a sheet metal part around a stationary die using a moving punch or wiping blade. It is ideal for creating short, 90° flanges or hems along part edges. Wipe bending requires less force than V-bending and produces bends with minimal springback, but achievable bend angles are limited. Wipe bending is used in the electronics and HVAC industries for creating stiffening flanges, seams, or hems on enclosures, panels, and ducts.
7. Rotary Bending
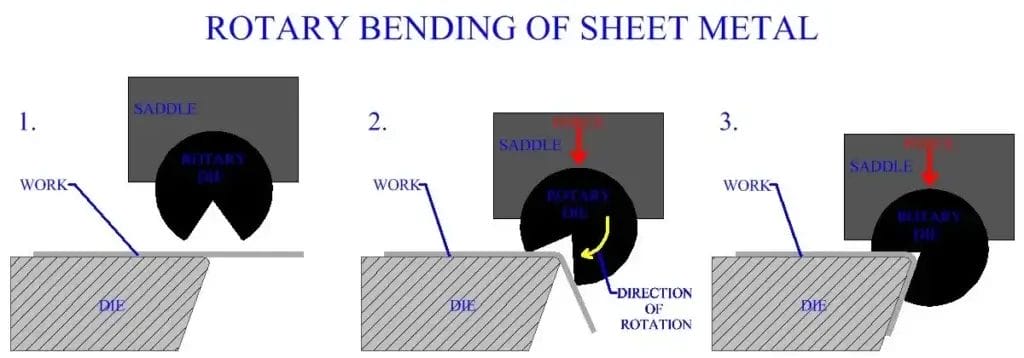
Rotary bending utilizes a rotating die and fixed punch to bend the sheet metal around the die’s shape. This method can make multi-radius, complex bends in one operation. This reduce the need for extra processing. Rotary bending minimizes surface scratches and tool marking, as the metal slides smoothly over the rotating die. It can achieve bend angles of over 90 degrees. This technique works well for producing tight radii in thin to medium thicknesses. Rotary bending is often used in automotive to create intricate profiles, like body panels and door frames, with surface quality and precision.
8. U-Bending
U-bending creates U-shaped profiles or channels by pressing the sheet metal between a punch and U-shaped die. This is similar to V-bending but produces parts with parallel flanges and consistent bend radius. U-bending can achieve minimum inside bend radii of 1-2 times the sheet thickness, depending on material and tooling. It is often used for making structural components like brackets, beams and frames in construction, aerospace and automotive industries. U-bending requires careful bend sequence control and may need multiple stages to prevent cracking or thinning at the bend line.
| Técnica | Angle Range | Material Grosor | Bend Radius | Angle Tolerance | Springback |
| V-Bending | 30° to 180° | 0.5 to 20 mm | 0.8t (mild steel), 2t (stainless steel) | ±0.75° | 5° to 15° |
| Air Bending | 15° to 165° | 0.5 to 10 mm | 1t to 3t | ±0.5° | Más alto |
| Bottoming | 30° to 180° | 0.5 to 20 mm | 0.4t (mild steel), 0.8t (stainless steel) | ±0.5° | Mínimo |
| Coining | 30° to 180° | 0.1 to 5 mm | 0.2t | ±0.25° | Mínimo |
| Curvado de rodillos | Large radii | 0.5 to 100 mm | 1.5t to 3t | Varía | Varía |
| Wipe Bending | 90° | 0.5 to 5 mm | 1t to 2t | ±0.5° | Mínimo |
| Rotary Bending | >90° | 0.5 to 5 mm | <1t | ±0.5° | Mínimo |
| U-Bending | 90° | 0.5 to 10 mm | 1t to 2t | ±0.5° | Varía |
*t = material thickness
How Sheet Metal Bending Works:
Sheet metal bending transforms flat metal sheets into desired shapes. Understanding this process is key for businesses looking to make high-quality parts efficiently.
Design and Planning.

The first step is careful design and planning. This involves selecting the right materials and thicknesses based on the application and strength needed. For example, 1.5mm mild steel requires about 25 tons/meter of bend force. While 300 tons/meter is needed for 6mm mild steel. Designers must consider desired bend angles and best bending methods like air bending or bottoming. Good planning ensures the final product meets all specifications and can be made efficiently. Advanced software like SolidWorks, AutoCAD are often used to create 3D models and precise bend instructions.
Preparación del material:
Once the design is finished, the sheet metal must be prepared for bending. This usually involves cutting the metal to size using shearing, punching or laser cutting. Laser cutting offers tight tolerances down to ±0.1mm for accurate complex shapes. Bend lines are then marked on the metal to guide bending. Common methods are scribing, etching or CNC marking with ±0.05mm accuracy.
Bending Process:

Using techniques like V-bending or U-bending, the sheet is deformed into the desired shape. Bending involves applying force to deform sheet metal around a die. Extreme pressure compresses and cold-works the bend area. Typically hydraulic press brakes apply the bending force, exerting 20 to 3000 tons depending on machine size. For businesses looking for accessible fabrication solutions, online sheet metal bending services provide convenience and customization for various bending requirements. CNC press brakes offer high precision, with positioning accuracy of ±0.01mm and repeatability of ±0.005mm.
Springback Adjustment:

The amount of springback depends on factors like material, sheet thickness, bend angle, and inside bend radius. To make up for springback, overbending is often required. Overbending angles range from 5% to 15%, based on the material and bend parameters. Specialized software can predict the needed overbending for specific conditions.
Inspection and Finishing:

After bending, parts are checked for accuracy and conformance to specifications. High-precision tools like CMMs or 3D laser scanners verify critical dimensions, within ±0.001mm. Any adjustments are made, and finishing operations like deburring, grinding, or treatments may happen.
By understanding sheet metal bending intricacies, businesses can make informed decisions when selecting chapa metálica providers. Factors like capabilities, experience with materials and thicknesses, and meeting tight tolerances should be considered to ensure best results.
5 Tips for Sheet Metal Bending:
When it comes to sheet metal bending services, a few key principles can greatly improve your finished products’ quality. Here are five essential tips:
1.Mind the grain direction
Bending across the grain usually yields better results. When designing parts, bend them perpendicular rather than parallel to the grain. This can enhance bend quality, reduce cracking risks, and allow tighter bend radii.
2.Choose good bend radii
Generally, the minimum inside bend radius should match the material thickness. Harder materials or bends along the grain might need larger radii to prevent cracks and ensure consistency.
3.Account for springback
Metal tends to partially spring back after bending. Compensate by specifying overbending or providing springback values in your design to ensure accurate final angles.
4.Optimize flange lengths
Aim for minimum flange lengths of at least 4 times the thickness. Designing parts with adequate flange lengths can improve accuracy and reduce specialized tooling costs.
5.Provide clear bend allowance information
Specifying bend allowance or deduction ensures accurate flat pattern development, Providing this information in your design will reduce material waste, improve part accuracy and potentially lower high-volume production costs.
Sheet Metal Bending Product Examples:
Sheet metal bending makes a wide range of products across industries. Here are some metal bending part examples:
1. Automotive Parts
In automotive, sheet metal bending is key for making components like brackets, chassis parts, body panels. A car fender uses roll bending, with tolerances as tight as ±0.1mm.
2. Componentes aeroespaciales
Aerospace relies on precision sheet metal bending for lightweight yet strong parts. Aircraft fuselage panels use air bending techniques, allowing complex shapes while maintaining strict weight needs.
3. Electronics Enclosures
Electronics companies use sheet metal bending for durable, aesthetically pleasing casings. A laptop shell uses bottoming techniques for sharp, accurate bends with minimal springback.
4.HVAC Ductwork
HVAC depends on sheet metal bending for efficient air distribution. Ductwork often combines V-bending and roll bending to create both straight and curved sections, with typical 0.5-1.5mm material thickness.
5.Architectural Elements
In architecture, sheet metal bending makes decorative and functional elements. Roofing panels are formed using wipe bending, allowing for seamless integration of water drainage features with bend angles up to 135°.
Resumen
Sheet metal bending is an important sheet metal forming process for making complex shapes from flat metal sheets. We looked at bending techniques like V-bending, air bending, and coining. Each offers unique benefits. Understanding sheet metal bending, from design to finishing, is key for high-quality results. By following the discussed design tips, businesses can optimize sheet metal parts for efficiency and precision.
Yijin Solution has over 20 years of experience, offering expert sheet metal bending services plus other metal fabrication solutions. Our advanced equipment and skilled technicians ensure precise bends with very tight ±0.1mm tolerances. For custom sheet metal bending projects, contact Yijin Solution today to experience our expertise, improving your product quality and production efficiency.