G94 Instruction Format
1. The format is G94X (U) _Z (W) _R_ F_
(1) Instruction function: realize the end face-cutting cycle and the end face-cutting cycle with taper. The tool starts from the starting point of the cycle, follows the tool route shown in the figure above, and finally returns to the starting point of the cycle. The dotted line in the figure means moving fast according to R, while the solid line moves at the feed speed specified by F.
(2) Instruction: X and Z represent the end plane cutting endpoint coordinate value; U and W represent the coordinate components of the end end of the face cutting relative to the starting point of the cycle; R represents the coordinate increment of displacement in the z-axis direction from the start point of face cutting to the endpoint of cutting, that is, the Z coordinate value of the starting point of cutting minus the Z coordinate value of the endpoint of cutting; F is the rate of feed.
(3) Suitable for processing parts: large radial size, small axial size of the long diameter of small disk parts.
2. Calculation of R-value
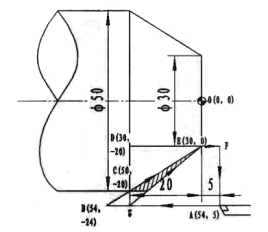
As shown in the figure below, the starting point of the loop is A (54,5) R= (zc-ze) /2= (-20-0) =-20, and the program error is written as G00X54Z5; G94x30z0r-20f0.1, the error is that this program does not consider the actual starting point of the programming cycle. When machining, the tool path is A→G→E→F→A, resulting in an undercutting phenomenon, resulting in the taper of the processed cone not conforming to the requirements of the drawing. The undercutting part is the section line is shown in the following figure. If the program is G00X50Z5; G94x30z0r-20f0.1, after machining, the taper is consistent with the drawing requirements. However, in the actual processing, because G94 commands the first action
Therefore, the X value of the starting point of the cycle should be greater than 50. Therefore, the X coordinate of the starting point of the cycle should be taken into account when calculating the value of R.
Considering the X coordinate value of the starting point of the cycle, the cutting starting point should be the intersection point B (54, -24) of the extension line of AG and the extension line of EC. According to the formula, R= Zb-ze =-24-0=-24, the program is G00X54Z5. G94x30z0r-24f0.1 Processing, the tool path is A→B→E→F→A, after the completion of processing, the workpiece taper and drawing requirements are consistent.
Two Knife Route
(1) The cutting endpoint is unchanged, but the R-value changes
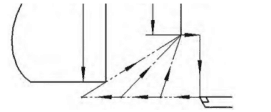
(2) When R-value is unchanged, the cutting endpoint changes.
Note:
It can be seen from the tool cycle path
(1) If the X coordinate value of the starting point of the cycle is less than or equal to the blank diameter, there will be a collision knife; if the X coordinate value of the starting point of the cycle is much larger than the blank diameter, there will be a lot of empty travel.
(2) If the Z coordinate of the starting point of the cycle is located inside the end face, there will be under tangent; if the Z coordinate of the starting point of the cycle is located far away from the end face, there will be a lot of empty travel.