Product name: Tread shaft
Application: It’s used in aerospace
Material: 304 Stainless steel
The Characteristics of 304 Stainless Steel Turning Processing
Cutting Force Is Big
The hardness is not high of 304 Austenitic stainless steel(the hardness ≤ 187Hbs), because it contains a lot of Cr, Ni, Mn, and other elements, and there is good plasticity(the percentage elongation after fractureδ5≥40%, percentage reduction of area ψ≥60%). It has large plastic deformation in the cutting process, especially at a higher temperature can still maintain a high strength (the strength of ordinary steel decreases significantly when the cutting temperature rises), which will lead to the large cutting force of AISI 304 Austenitic stainless steel. Under conventional cutting conditions, the unit cutting force is up to 2450MPa of AISI 304 stainless steel, more than 25% higher than 45 steel.
Severe Work Hardening
AISI 304 stainless steel is accompanied by obvious plastic deformation during cutting, the material lattice will produce serious distortion. At the same time, due to the stability of austenite structure defects, a small part of austenite become martensite in this process. In addition, the impurity compounds in the austenite will decompose due to heat during the cutting process, and dispersed impurity produces a hardened layer on the surface, making the work-hardening phenomenon very obvious. After hardening, the strength is more than 1500MPa of σb, and the depth is 0.1-0.3mm of the hardened layer.
High Local Temperature in the Cutting Area
The AISI304 stainless steel required a big cutting force and the chip is not easy to cut off. As a result, the separation of chips consumes more function. The cutting head of AISI 304 stainless steel is about 50% higher than that of mild steel under normal conditions. Austenitic stainless steels have poor thermal conductivity, the thermal conductivity is 16.3-21.5W/m·K of AISI304 stainless steel, which is only one-third of the thermal conductivity of 45 steel.
Therefore, the temperature of the cutting area is higher (usually the heat taken away by the chips during cutting should account for more than 70% of the cutting head)A large amount of cutting heat is concentrated in the cutting zone and the “cutter-chip” contact surface and the heat transferred to the tool is up to 20%(this value is only 9% when cutting ordinary carbon steel). Under the same cutting conditions, the cutting temperature of AISI304 stainless steel is about 200-300℃ higher than that of 45 steel.
Cutting Tools Are Prone to Adhesive Wear
Due to the high-temperature strength of austenitic stainless steel, the work-hardening tendency is large. Therefore, the cutting load is heavy between the austenitic stainless steel and the tool and the chip will be significantly enhanced because of the affinity trend between the cutting process and the tool, and inevitably produce bonding, diffusion, and other phenomena, and generate “chip tumor”, resulting in tool adhesion wear. In particular, the hard inclusion formed by a small part of carbide accelerates the tool wear and even causes blade collapse, which greatly reduces the service life of the tool and also affects the surface quality of the processed parts.
Processing Technic
The number of tools: 5 tools
Tool type: 2mm center drill, 2mm alloy drill bit, 45°round turning tool, 55°male screw-cutting tool, 2mm cut-off tool
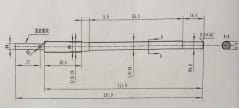
Manufacturing Procedures
1. Flat end face, processing 2mm center point.
2. Rough and finish turning excircle ∅4mm, ∅4.8mm, ∅6mm, and outside diameter dimensions for 5/16-24 threads and 1/4-28 threads.
3. Thread processing 1/4-28 and 5/16-24.
4. Milling machining thickness of 5.4mm.
5. ∅2mm through hole machining.

6. Cutting total length to 131.9mm.
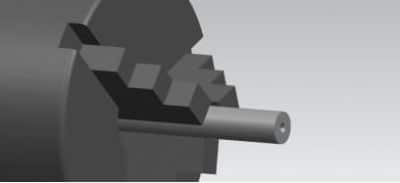
7. ∅4mm hatching knurling. Because the threaded rod is too long and fine, direct knurling will cause parts to be a deflection, deformation, uneven knurling, and other phenomena, so we chose special knurling equipment to process.
Please refer to the finished parts below