From 72% to 99.5% Coating Adhesion: Precision CNC Machining of 14C28N Skate Components for Bont
In high-performance speed skating, the blade and its mounting components are critical structural parts. They control the contact geometry between the skate and the ice, and they carry the load path between the boot, the blade, and the athlete. At this level, machining accuracy is not only about part fit. It directly affects glide efficiency, edge stability, turning response, and how the surface coating performs over a full season of use.
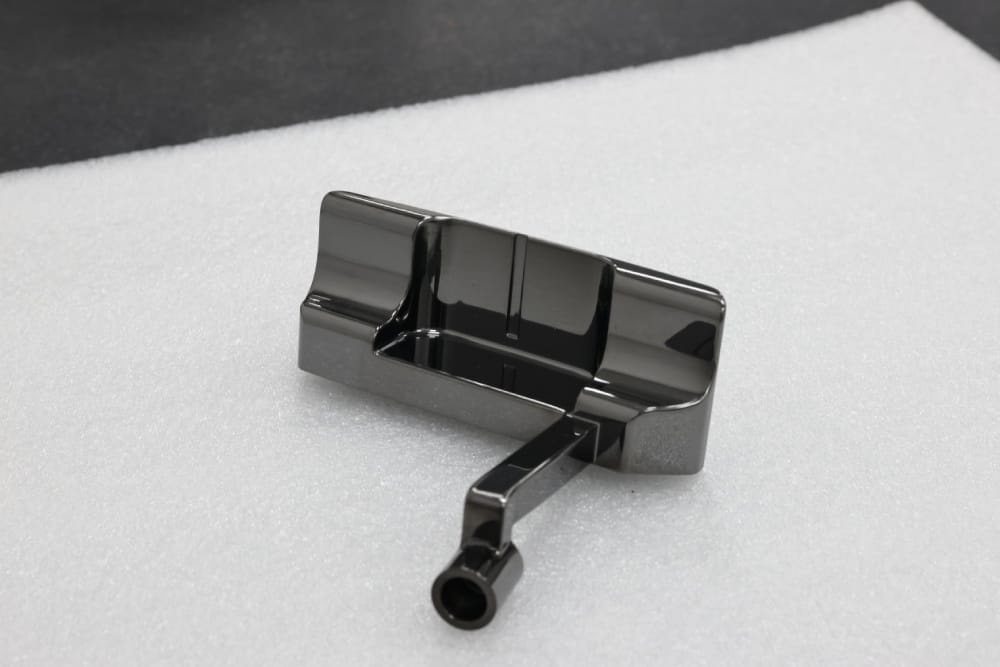
For these components, Bont uses 14C28N martensitic stainless steel hardened to HRC 58–60, finished with a Diamond-Like Carbon (DLC) coating. The combination is demanding to manufacture. The material is hard and abrasive to cut, and the DLC coating only performs when the substrate underneath it is uniform and smooth. A small variation in surface finish can cause the coating to peel in service.
This case study explains how Yijin Solution developed an integrated CNC machining and coating-pretreatment solution for Bont’s 14C28N skate components. Through cutting-path optimization, custom fixturing, low-temperature machining, and a mirror-level pretreatment process, the project moved from a 72% coating adhesion pass rate and a 23% rework rate to stable batch production with adhesion at 99.5% and the production cycle reduced by 30%.
Project Overview
| Item | Details |
|---|---|
| Industry | Sporting goods / Ice sports equipment |
| Application | 14C28N martensitic stainless steel skate components |
| Material | 14C28N stainless steel, hardness HRC 58–60 |
| Process | Five-axis CNC machining, custom fixturing, low-temperature cutting, DLC coating pretreatment, full inspection |
| Key Tolerance | Critical dimensions within ±0.001 mm; surface finish Ra ≤0.03 μm before coating |
| Result | DLC adhesion pass rate improved from 72% to 99.5%; production cycle reduced by 30% |
Background: A Hard Material With a Coating Problem
Bont is a leading manufacturer of speed and racing skates, founded in Sydney, Australia in 1975. The company is known for pioneering boot and blade technology in ice and roller speed skating, and its equipment is used by elite athletes in professional competition around the world.
For its 14C28N skate components, Bont had three core machining requirements. The parts needed dimensional tolerance within ±0.002 mm to ensure consistent contact between the blade and the ice. They needed a surface finish of Ra ≤0.05 μm before DLC coating. And the process had to handle efficient cutting of a high-hardness material at HRC 58–60.
Before working with Yijin Solution, Bont had used a conventional CNC machining approach. The wear resistance of 14C28N made this difficult to control, and the coating adhesion pass rate after surface treatment reached only 72%. That fell short of the reliability standard required for competitive equipment.
The Main Issues
- High material hardness caused dimensional drift. At HRC 58–60, conventional machining was prone to deviation. The rate of parts exceeding ±0.005 mm reached 18%, which affected the fit between the blade and the ice surface.
- Rapid tool wear interrupted production. Tool wear ran about three times faster than on ordinary steel, with tools needing replacement roughly every eight hours. This created about 12% production downtime and extended the overall cycle.
- Unstable surface finish reduced coating adhesion. Surface roughness fluctuated between Ra 0.06 and 0.1 μm. As a result, the DLC adhesion test pass rate held at only 72%, and the rework rate reached 23%.
Other suppliers attempted to solve these problems by adjusting cutting parameters and switching to imported tools. Without a process built specifically for 14C28N, they could not resolve precision, efficiency, and coating pretreatment together. Bont’s per-unit machining cost ran about 15% above the industry average as a result.
Why Bont Selected Yijin Solution
Bont first saw Yijin Solution’s 14C28N precision machining and DLC pretreatment demonstration at an industry exhibition, then reviewed implementation cases on the company website before starting discussions.
Three factors shaped the decision:
- Proven capability with hardened martensitic stainless steel. Yijin Solution holds processing qualifications for martensitic stainless steel at HRC 50 and above, with tolerance control to ±0.001 mm.
- Integrated machining and coating pretreatment. A single supplier handled both machining and DLC pretreatment, connecting directly into Bont’s coating process and removing intermediate handling losses.
- Responsive technical support. Yijin Solution committed to a 48-hour technical response and full-process tracking, addressing the service delays Bont had experienced previously.
Yijin Solution’s Manufacturing Approach
High-precision machining of a hardened stainless steel part cannot rely on machine capability alone. It depends on the full process: cutting strategy, fixturing, thermal control, surface preparation, and inspection. For this project, Yijin Solution built a complete workflow around the behavior of 14C28N.
1. Cutting-path optimization for high-hardness material
A purpose-built cutting-path strategy adjusted feed speed and cutting depth to the hardness profile of 14C28N. Feed rate was controlled in the 500–800 mm/min range and spindle speed in the 8,000–12,000 rpm range, with real-time adjustment to material hardness variation. This reduced machining stress and the dimensional drift it causes, and it lowered the tool loss rate by about 60%.
2. Equipment and tooling
Machining used a five-axis center (DMG DMU 50) with superhard-coated carbide tools. The five-axis setup allowed complex curved surfaces and small features to be completed in fewer setups, which reduced accumulated clamping error. All geometry was modeled and simulated in CAD/CAM (SolidWorks and Mastercam) before cutting began.
3. Custom fixturing and thermal control
To control clamping deformation, a titanium-alloy fixture used three-point positioning to hold clamping error within 0.0005 mm. A low-temperature cutting fluid system, circulated at around -5°C, limited the thermal expansion that distorts hard materials during machining.
4. Design-for-manufacturability collaboration
Working with Bont’s engineers, the team replaced an original right-angle edge with an R0.1 mm radius transition. This retained part strength while reducing machining difficulty and improving manufacturability.
5. Mirror-level pretreatment for DLC coating
A dedicated pretreatment process stabilized surface finish at Ra ≤ 0.03 μm, well inside Bont’s pre-coating requirement of Ra ≤ 0.05 μm. A smooth, uniform substrate is the main driver of DLC adhesion, and this step directly addressed the coating peeling problem.
6. Three-level quality control
Inspection ran at three stages. The first article was verified on a Zeiss coordinate measuring machine with tolerance held at ±0.001 mm. During batch production, dimensions were checked every 20 parts with a laser interferometer. Final surface roughness was confirmed with a white-light interferometer to ensure Ra ≤0.03 μm. Yijin Solution operates under ISO 9001:2015, and processing complies with EU REACH requirements. Each part is traceable to its machine parameters and operator.
Project Results
1. Production efficiency improved
The production cycle was reduced by about 30%. Single-batch delivery dropped from 15 days to 10.5 days. The tool loss rate fell by about 60%, lowering annual tooling spend by approximately RMB 280,000. Tighter process integration also cut raw-material handling loss from 5% to 1.8%.
2. Quality stabilized
Dimensional tolerance held at ±0.001 mm, an improvement of roughly 80% over the previous level. Surface finish stayed within Ra 0.03–0.04 μm. The DLC coating adhesion pass rate rose from 72% to 99.5%, and the rework rate fell from 23% to 1.2%, resolving the coating peeling issue.
3. Business impact
Bont reported a 12% increase in market share for the skate series built on these components. Athlete feedback on skating stability improved, and the brand saw a higher annual repurchase rate. (See the note below on substantiating outcome claims before publication.)



Customer Feedback
“Before working with Yijin Solution, we were limited by the machining accuracy of 14C28N and the stability of the DLC coating, which directly affects how the skate feels on the ice. Their solution shortened our production cycle by nearly a third and stabilized accessory tolerance at ±0.001 mm, and coating peeling is now effectively gone. The reduction in sliding resistance also improved turning response, which our athletes noticed immediately.”
— Technical Director, Bont
Conclusion
This project shows the value of a process built specifically for difficult materials. From the precision challenge of 14C28N martensitic stainless steel to the stability of the DLC coating, Yijin Solution combined cutting-path optimization, custom fixturing, thermal control, and mirror-level pretreatment to solve a problem that adjusting parameters alone could not. The result was a measurable gain in both efficiency and quality and a repeatable production path rather than a one-off prototype.
For sporting goods, medical, aerospace, and other applications that require tight tolerance on hardened materials and reliable surface treatment, part quality has to stay stable across every batch.
If you are working with high-hardness materials, tight tolerance requirements, or demanding surface treatment, explore our services and submit a custom solution request. Our team will respond with a targeted proposal within 24 hours.
Back to Top: 14C28N CNC Machining: From 72% to 99.5% DLC Coating Adhesion