


Insert Molding Services | Metall- und Kunststoffmontage Services
Beim Insert Molding wird der gesamte Montageprozess übersprungen, indem Metall- oder Kunststoffkomponenten direkt in Ihre Spritzgussteile eingebettet werden, während diese hergestellt werden. Wir bieten das gesamte Spektrum an - von der Herstellung von Prototypenwerkzeugen bis hin zur Großserienproduktion - und sind nach ISO 9001:2015 und ISO 13485:2016 zertifiziert, was unsere Arbeit unterstützt. Benötigen Sie Umspritzungen, Einlegearbeiten oder CNC-Arbeiten darüber hinaus? Wir erledigen das alles unter einem Dach.
- ⬤Dienst
- ⬤Deine Details
- ⬤Einreichen


Was ist Insert Molding?
Beim Insert-Spritzgießen werden vorgeformte Komponenten - in der Regel Gewindeeinsätze, Edelstahlbuchsen oder elektrische Kontakte aus Kupfer - während des Spritzgießvorgangs in Kunststoffteile integriert, um einheitliche Komponenten zu schaffen. Das Bauteil wird vor dem Einspritzen des Kunststoffs in den Formhohlraum eingelegt, so dass das geschmolzene thermoplastische Material um den Einsatz herumfließen und das Metall oder Substrat einkapseln kann, um eine hervorragende mechanische Verbindung zu erzielen. Dieses Verfahren macht Montagevorgänge nach dem Spritzgießen überflüssig und erzielt gleichzeitig eine höhere Festigkeit als das Einpressen oder Heißkleben.
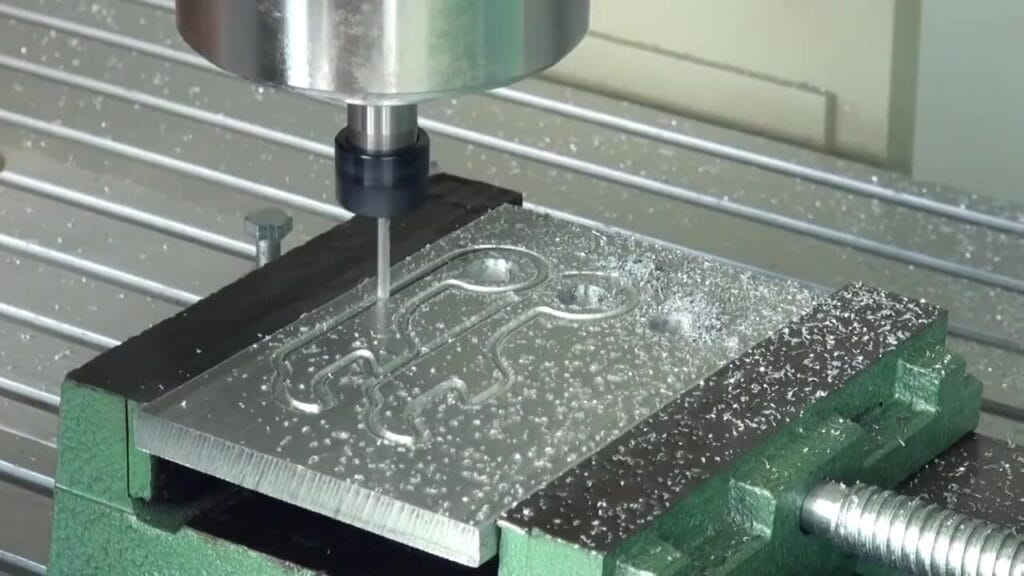
Schritte des Herstellungsprozesses
Der Formgebungsprozess verläuft in fünf verschiedenen Phasen:
- Platzierung des Einsatzes in der Kavität
- Schließen der Form unter Schließkraft
- Kunststoffmaterial wird bei kontrollierter Temperatur und kontrolliertem Druck eingespritzt
- Abkühlung bis zur Erstarrung
- Teileauswurf mit fest eingebettetem Einsatz
Wir arbeiten mit Metallgewindeeinsätzen der Hersteller PEM, Dodge und Spirol sowie mit kundenspezifischen Komponenten aus Messing, Edelstahl 316/304, Aluminium und Kupfer, die in unserem Werk bearbeitet werden.
Kompatible Thermoplastische Materialien
- Polycarbonat: Stoßfestigkeit und optische Klarheit für medizinische Geräte
- Nylon (Polyamid 6, Polyamid 66): Mechanische Festigkeit und Verschleißfestigkeit
- ABS: Maßhaltigkeit und Oberflächengüte
- Polypropylen: Chemische Beständigkeit und Flexibilität für spritzgegossene Teile
- PET: Barriereeigenschaften und Wiederverwertbarkeit
- PEEK: Hochtemperaturleistung bis 260 °C mit hervorragender Haltbarkeit
- LCP: Geringste thermische Ausdehnung und chemische Beständigkeit
| Einsätze für Spritzgussformen | Insert Molding Anwendungen | Wichtige Eigenschaften |
|---|---|---|
| Messing | Gewindeverstärkung, elektrische Kontakte | Hohe Leitfähigkeit, Korrosionsbeständigkeit |
| Rostfreier Stahl | Buchsen, Strukturteile | Überlegene Festigkeit und Haltbarkeit der Teile |
| Aluminium | Leichte Baugruppen, Kühlkörper | Gewichtsreduzierung, Wärmeleitfähigkeit |
| Kupfer | Elektrische Anschlüsse, Erdung | Ausgezeichnete Leitfähigkeit, Duktilität |


Welche Insert Molding Möglichkeiten bietet Yijin Solution?
Wir stellen Spritzgussteile in fünf Werkzeugklassen her, von Prototypwerkzeugen der Klasse 105 (unter 500 Zyklen) bis hin zu Produktionswerkzeugen der Klasse 101 (über 1.000.000 Zyklen). Unsere Aluminium-Prototypenwerkzeuge liefern erste Artikel in 7 bis 10 Tagen für die Designvalidierung mit einer engen Toleranzkontrolle von ±0,02 mm bis hin zu Großserien. Die technische Unterstützung umfasst die Überprüfung von CAD-Konstruktionen mit der Möglichkeit, Ihre CAD-Datei hochzuladen, DFM-Analysen (Design for Manufacturability), Finite-Elemente-Analysen (FEA) für die Spannungsverteilung und CFD (Computational Fluid Dynamics) für die Optimierung des Kunststoffflusses.
Materialauswahl und Zertifizierungen
Benutzerdefiniert Auswahl der Kunststoffmaterialien umfasst FDA-konforme Thermoplaste für medizintechnische Anwendungen, UL-gelistete Kunststoffe für elektrische Komponenten und technische Polymere, die die gesetzlichen Anforderungen erfüllen. Wir verfügen über Materialzertifizierungen, die auf die Anforderungen der FDA 21 CFR und die UL-Spezifikationen für gelbe Karten zurückzuführen sind. Die Kompatibilität der Metalleinlegeteile umfasst Standardgewindebefestigungen, kundenspezifische Messingkomponenten, Edelstahlbuchsen und spezielle elektronische Kontakte.
Fortschrittliche Fertigungstechnologien
- Two-Shot Molding: Sequentielles Einspritzen von zwei verschiedenen Materialien für Mehrkomponenten-Baugruppen
- In-Mold-Montage (IMA): Montage der Komponenten während des Gießzyklus, wodurch die Produktionszeit verkürzt wird
- 3D-Druck-Integration: SLS-, SLA- und FDM-Prototyping für die schnelle Designvalidierung
- Reinraum-Formenbau: Kontaminationskontrollierte Umgebung mit On-Demand-Produktion
- Automatisierte Bildverarbeitungsinspektion: Fehlererkennung und Dimensionsprüfung in Echtzeit
- Overmolding Dienstleistungen: Elastomerumspritzung zum Schutz von Metallteilen vor Vibrationen und Stößen
| Form Klasse | Zyklus Leben | Toleranz | Vorlaufzeit | Produktion Teile Verwendung |
|---|---|---|---|---|
| Klasse 105 | Unter 500 | ±0,02 mm | 7-10 Tage | Validierung von Prototypen |
| Klasse 104 | Unter 100.000 | ±0,02 mm | 10-15 Tage | Produktion von Kleinserien |
| Klasse 103 | Unter 500.000 | ±0,02 mm | 10-15 Tage | Herstellung von Brücken |
| Klasse 101 | Über 1.000.000 | ±0,02 mm | 10-18 Tage | Hochvolumige Produktionsläufe |


Welche Branchen profitieren von Insert Molding Services?
Automobilindustrie Hersteller, Medizinprodukt Unternehmen und andere profitieren in hohem Maße von Insert Molding Services.
Branchenspezifische Anwendungen
- Elektronik: Leistungsschalterbaugruppen mit Kupferkontakten, Schaltermechanismen mit Messinganschlüssen, Stellantriebsgehäuse mit EMI-Abschirmung
- Konsumgüter: Gehäuse von Elektrowerkzeugen mit Gewindeverstärkung, Freizeitgeräte mit Stahlbuchsen, Spielkomponenten mit eingebetteten Befestigungselementen
- Luft- und Raumfahrt: Leichte Baugruppen zur Reduzierung von Größe und Gewicht, Strukturbauteile mit Aluminiumeinlagen
- Industrielle Ausrüstung: HVAC-Systemkomponenten mit Messingbeschlägen, Gehäuse für landwirtschaftliche Maschinen, Baugruppen für Elektrowerkzeuge
- Essen und Trinken: FDA-konforme Geräteteile mit Edelstahlkontakten zum Schutz vor Verunreinigungen
Welche Qualitätsstandards gewährleisten die Präzision des Spritzgießens?
Die Zertifizierung nach ISO 9001:2015 garantiert das Qualitätsmanagement unserer gesamten Spritzgießkapazitäten, von der Materialeingangskontrolle bis zur abschließenden Maßkontrolle. Die Zertifizierung nach ISO 13485:2016 ermöglicht die Herstellung medizinischer Geräte mit dokumentierten Designkontrollen, Prozessvalidierung und Risikomanagementprotokollen. Zu den Materialzertifizierungen gehört die FDA 21 CFR-Zulassung für Thermoplaste, die in Anwendungen mit Lebensmittelkontakt und in der Medizin verwendet werden.
Methoden der Qualitätskontrolle
Die Maßprüfung erfolgt nach ANSI B4.1-Toleranznormen, ASME Y14.5-Spezifikationen für geometrische Bemaßung und Tolerierung (GD&T) und ASTM D638-Prüfprotokollen. Wir wenden die Six-Sigma-Methodik an, um Fehler zu reduzieren und die statistische Prozesskontrolle (SPC) bei mindestens 1,33 Cpk zu halten. Bei der Prüfung der Einlagenrückhaltung wird die Auszugsfestigkeit mit Hilfe von Pfahltests validiert, um die ordnungsgemäße Einkapselung um eine Einlage sicherzustellen.
Inspektion und Verifizierung
- Erste Artikelinspektion: Vollständige Überprüfung der Abmessungen anhand der Spezifikationen für die Teilegröße
- Prozessbegleitende Überwachung: Werkzeuginnendrucksensoren und Überprüfung der Temperatur des geschmolzenen Materials
- Vision-Inspektionssysteme: Automatische Erkennung, die sicherstellt, dass die Einsätze korrekt platziert werden, bevor der Kunststoff umspritzt wird
- Rückverfolgbarkeit von Materialien: Harz-Losnummern durch Serienidentifikation der Formteile
| Standard | Anmeldung | Überprüfungsmethode |
|---|---|---|
| ISO 9001:2015 | Qualitätsmanagement | Prüfung durch Dritte |
| ISO 13485:2016 | Medizinische Geräte | Regulatorische Prüfung |
| ANSI/ASME Y14.5 | Maßtoleranz | CMM-Prüfung |
| ASTM D638 | Materialeigenschaften | Zugfestigkeitsprüfung |


Wie optimiert die technische Unterstützung die Konstruktion von Spritzgusswerkzeugen?
Die Finite-Elemente-Analyse (FEA) simuliert die Spannungsverteilung um die eingebetteten Einsätze und verhindert so die Bildung von Kunststoffrissen bei mechanischer Belastung oder thermischen Zyklen. Die CFD-Modellierung (Computational Fluid Dynamics) sagt die Fließmuster des Kunststoffs beim Einspritzen in die Form voraus, um die Anschnittposition zu optimieren, Schweißnähte in der Nähe der Einsätze zu vermeiden und die Bildung von Hohlräumen zu verhindern. Die Überprüfung des Designs auf Herstellbarkeit identifiziert potenzielle Defekte wie Einfallstellen, Verzug und die Verschiebung von Einsätzen, bevor die Werkzeugkonstruktion beginnt.
Richtlinien für die Optimierung des Designs
Die Optimierung der Wandstärke gewährleistet einen gleichmäßigen Durchfluss bei gleichzeitiger Beibehaltung der strukturellen Integrität - in der Regel 1,5 mm bis 3,0 mm, je nach Anforderungen an das Spritzgießdesign und die Teilegeometrie. Das Spritzgießen von Einlegeteilen ermöglicht eine Einbettung von mindestens 2x des Einlegedurchmessers für eine angemessene Retention. Die Analyse der Anschnittposition verhindert ein direktes Auftreffen auf die Oberfläche des Einsatzes, was zu einer Verschiebung oder unvollständigen Verkapselung führen könnte.
Analyse der Materialverträglichkeit
Beim Spritzgießen von Einsätzen muss der Wärmeausdehnungskoeffizient zwischen Einsatz und Thermoplast angepasst werden, um Spannungsrisse zu vermeiden. Messingeinsätze mit einem Ausdehnungskoeffizienten von 19 × 10-⁶ /°C passen gut zu Nylon mit einem Ausdehnungskoeffizienten von 80 × 10-⁶ /°C, während Edelstahl mit einem Ausdehnungskoeffizienten von 17 × 10-⁶ /°C zu Polycarbonat mit 65 × 10-⁶ /°C passt. Insert Molding wird mit fortschrittlichen Vorformtechniken eingesetzt, bei denen die Materialauswahl Flexibilität bei der Gestaltung komplexer Geometrien bietet. Wir bieten CAD-Modellierung mit Online-Kostenvoranschlagsfunktion, Toleranzstapelanalyse und Formfluss-Simulationsberichte.
Welcher Herstellungsprozess und welcher Zeitplan sind für das Insert Molding erforderlich?
Die Herstellung von Prototypwerkzeugen dauert 7 bis 10 Tage, wenn Aluminiumformen der Klasse 105 verwendet werden, die für weniger als 500 Produktionszyklen geeignet sind. Die Herstellung von Produktionswerkzeugen verlängert sich auf 10 bis 18 Tage für Werkzeugstahlformen der Klasse 101 mit einer Lebenserwartung von über 1.000.000 Zyklen, was die Kosten pro Einheit reduziert. Die Konstruktion der Werkzeuge umfasst Merkmale zur Positionierung der Einsätze, einschließlich Stifte, Taschen oder magnetische Halter, die die Komponenten vor dem Einspritzen des geschmolzenen Kunststoffs auf ±0,1 mm genau positionieren.
Parameter des Spritzgießzyklus
Der Spritzgießprozess beginnt mit dem Einlegen der Einsätze, wobei die Einsätze mit automatisierten Pick-and-Place-Systemen für Produktionsmengen eingelegt werden. Beim Schließen der Form wird eine Schließkraft von 25 bis 850 Tonnen aufgebracht, je nach projizierter Teilefläche und Designüberlegungen. Die Kunststoffeinspritzung erfolgt bei materialspezifischen Temperaturen: Polycarbonat bei 290 °C, Nylon bei 270 °C, ABS bei 240 °C, mit Einspritzdrücken von 15.000 psi bis 25.000 psi zur vollständigen Füllung der Kavität.
Sekundäre Operationen
- Ultraschallschweißen: Hermetische Abdichtung für Mehrkomponenten-Baugruppen
- Tampondruck: Oberflächengrafiken und Produktkennzeichnung
- Heißprägen: Markenkennzeichnung und dekorative Elemente
- Ausblendung: Präzisionsbeschnitt von geformten Produkten
- Montage: Mehrteilige Integration mit automatisierter Handhabung
- Verpackung: Individuelle Verpackungslösungen mit Schutzmaterialien


Warum Yijin Solution für Insert Molding Services wählen?
Unsere integrierte Anlage kombiniert die CNC-Bearbeitung mit dem Spritzgießen von Einsätzen und dem Umspritzen, so dass wir neben dem Spritzgießprozess auch kundenspezifische Einsätze aus Messing, Aluminium und Edelstahl herstellen können. Die Zertifizierungen nach ISO 9001:2015 und ISO 13485:2016 gewährleisten ein Qualitätsmanagement für kommerzielle und medizintechnische Anwendungen mit vollständiger Materialrückverfolgbarkeit. Die technische Unterstützung umfasst FEA-Spannungsanalysen, CFD-Strömungssimulationen und DFM-Optimierung, bevor die Werkzeugherstellung beginnt.
Von Prototypenwerkzeugen der Klasse 105, die erste Artikel in 7 Tagen liefern, bis hin zu Produktionswerkzeugen der Klasse 101, die eine Lebensdauer von mehr als 1.000.000 Zyklen unterstützen, passen wir uns den Projektanforderungen an und halten Toleranzen von ±0,02 mm ein. Eigene Sekundärprozesse - Ultraschallschweißen, Tampondruck, Heißprägen, Stanzen und automatisierte Montage - machen die Koordination mit mehreren Anbietern überflüssig.
Was unsere Kunden sagen






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Häufig gestellte Fragen zu Insert Molding Services
Beim Spritzgießen von Einlegeteilen werden vorgeformte Komponenten vor dem Einspritzen des Kunststoffs in den Formhohlraum eingelegt, so dass der Kunststoff das Einlegeteil in einem einzigen Arbeitsgang umhüllt. Das Umspritzen erfordert zwei aufeinanderfolgende Arbeitsgänge - zuerst wird ein Substratbauteil hergestellt und dann eine zweite Materialschicht über das bestehende Teil gegossen. Beim Spritzgießen von Einlegeteilen werden in der Regel Metallkomponenten verwendet, während beim Umspritzen zwei Kunststoffmaterialien kombiniert oder Elastomerschichten über starre Substrate gelegt werden.
Beim Spritzgießen wird geschmolzener Kunststoff unter hohem Druck in geschlossene Formhohlräume gepresst, wodurch komplexe Geometrien entstehen. Beim Blasformen werden erhitzte Kunststoffschläuche in Formen aufgeblasen, um Hohlkörper zu erzeugen. Beim Formpressen wird das Material in beheizte Formhohlräume eingebracht, wo es unter Druck die endgültige Form erhält. Beim Rotationsgießen wird Kunststoffpulver in beheizte Formen getrommelt, um die Innenflächen zu beschichten. Beim Spritzgießen wird das Material mit Hilfe eines Kolbens durch Angüsse in die Formhohlräume für duroplastische Kunststoffe gedrückt.
Gusseinsätze sind vorpositionierte Metallteile, die vor dem Gießen des flüssigen Metalls in Sand- oder Dauerformen eingelegt werden. Das flüssige Metall fließt um den Einsatz herum und erstarrt, wobei das Bauteil durch metallurgische Bindung oder mechanische Verriegelung dauerhaft eingebettet wird. Zu den üblichen Anwendungen gehören Motorblöcke aus Gusseisen mit Zylinderlaufbuchsen aus Stahl und Getriebegehäuse aus Aluminium mit Bronzebuchsen.
CNC-Ressourcen

Surface Finish Tolerance: What Engineers Get Wrong and How to Specify It Right
A clean first article usually comes down to the drawing as much as the machining. When the print says exactly

CNC Machining Surface Roughness: A Practical Guide to Reading and Specifying It
Surface roughness is one of the most important characteristics of a CNC-machined part. It directly affects how the part performs,

Powder Coat Thickness: How Much Does It Add, and Why It Matters for Your Parts
Powder coating adds real material to a part, so the dimensions that matter most are the ones you plan for
Beginnen Sie noch heute. Teile schnell herstellen lassen.
Kostenloses Design von bearbeiteten Teilen für Ihre Projekte mit schnellen Durchlaufzeiten.