







Services de moulage par insertion | Services d'assemblage de métaux et de plastiques
Le moulage par insertion permet d'éviter l'ensemble du processus d'assemblage en intégrant des composants métalliques ou plastiques directement dans vos pièces moulées par injection pendant leur fabrication. Nous couvrons toute la gamme - de l'outillage de prototypage à la production en grande série - avec les certifications ISO 9001:2015 et ISO 13485:2016 à l'appui de tout ce que nous faisons. Vous avez besoin d'un surmoulage, d'un moulage par insertion ou d'un travail CNC en plus ? Nous nous occupons de tout sous un même toit.
- ⬤Service
- ⬤Vos coordonnées
- ⬤Soumettre


Qu'est-ce que le moulage par insertion ?
Le moulage par injection d'inserts intègre des composants préformés - généralement des inserts filetés, des bagues en acier inoxydable ou des contacts électriques en cuivre - dans des assemblages de pièces en plastique au cours du processus de moulage afin de créer des composants unifiés. Le composant est placé dans la cavité du moule avant l'injection plastique, ce qui permet au matériau thermoplastique fondu de s'écouler autour de l'insert et d'encapsuler le métal ou le substrat pour une liaison mécanique supérieure. Ce procédé élimine les opérations d'assemblage post-moulage tout en permettant d'obtenir des forces de rétention supérieures aux méthodes d'emboutissage ou de thermofixation.
Étapes du processus de fabrication
Le processus de moulage se déroule en cinq phases distinctes :
- Mise en place de l'insert dans la cavité
- Fermeture du moule sous l'effet de la force de serrage
- La matière plastique est injectée à une température et une pression contrôlées.
- Refroidissement jusqu'à solidification
- Ejection de pièces avec insert permanent
Nous travaillons avec des inserts métalliques filetés des fabricants PEM, Dodge et Spirol, ainsi qu'avec des composants en laiton, en acier inoxydable 316/304, en aluminium et en cuivre conçus sur mesure et usinés dans nos installations.
Matériaux thermoplastiques compatibles
- Polycarbonate: Résistance aux chocs et clarté optique pour les dispositifs médicaux
- Nylon (polyamide 6, polyamide 66) : Résistance mécanique et résistance à l'usure
- ABS: Stabilité dimensionnelle et qualité de la finition de surface
- Polypropylène : Résistance chimique et flexibilité pour les pièces moulées par injection
- PET : Propriétés de barrière et recyclabilité
- PEEK: Performance à haute température jusqu'à 260 °C avec une durabilité supérieure
- LCP : Dilatation thermique ultra-faible et résistance chimique
| Inserts pour moules d'injection | Applications de moulage par insertion | Propriétés principales |
|---|---|---|
| Laiton | Renforcement du filetage, contacts électriques | Haute conductivité, résistance à la corrosion |
| Acier inoxydable | Bagues, composants structurels | Résistance et durabilité supérieures des pièces |
| Aluminium | Assemblages légers, dissipateurs de chaleur | Réduction du poids, conductivité thermique |
| Cuivre | Connecteurs électriques, mise à la terre | Excellente conductivité, ductilité |


Quelles sont les capacités de moulage d'inserts offertes par Yijin Solution ?
Nous fabriquons des pièces moulées par insertion dans cinq catégories d'outils, allant de l'outillage prototype de classe 105 (moins de 500 cycles) aux moules de production de classe 101 (plus de 1 000 000 de cycles). Notre outillage prototype en aluminium fournit les premiers articles en 7 à 10 jours pour la validation de la conception, avec un contrôle étroit des tolérances à ±0,02 mm pour les grandes séries. L'assistance technique comprend l'examen de la conception CAO avec la possibilité de télécharger votre fichier CAO, l'analyse de la conception pour la fabrication (DFM), l'analyse par éléments finis (FEA) pour la distribution des contraintes et la dynamique des fluides numérique (CFD) pour l'optimisation de l'écoulement du plastique.
Sélection des matériaux et certifications
Sur mesure sélection des matières plastiques couvre les thermoplastiques conformes à la FDA pour les applications de dispositifs médicaux, les résines plastiques listées UL pour les composants électriques et les polymères techniques répondant aux exigences réglementaires. Nous maintenons des certifications de matériaux traçables aux exigences de la FDA 21 CFR et aux spécifications de la carte jaune UL. La compatibilité du moulage d'inserts métalliques comprend des fixations filetées standard, des composants en laiton sur mesure, des douilles en acier inoxydable et des contacts électroniques spécialisés.
Technologies de fabrication avancées
- Moulage en deux temps : Injection séquentielle de deux matériaux différents pour des assemblages multi-composants
- Assemblage dans le moule (IMA) : Assemblage des composants pendant le cycle de moulage, ce qui réduit le temps de production
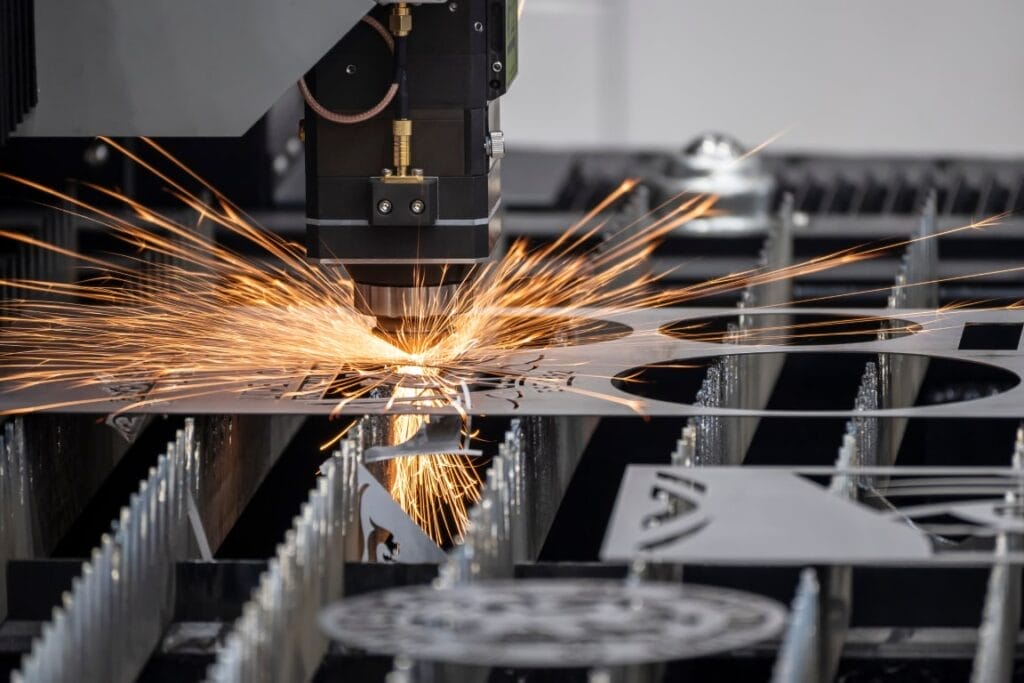
- Intégration de l'impression 3D : Prototypage SLS, SLA et FDM pour une validation rapide de la conception
- Moulage en salle blanche : Environnement à contamination contrôlée avec production à la demande
- Inspection par vision automatisée : Détection des défauts et vérification des dimensions en temps réel
- Services de surmoulage : Surmoulage en élastomère pour protéger les composants métalliques des vibrations et des chocs
| Classe de moule | Cycle de vie | Tolérance | Délai d'exécution | Production Utilisation des pièces |
|---|---|---|---|---|
| Classe 105 | Moins de 500 | ±0,02 mm | 7-10 jours | Validation du prototype |
| Classe 104 | Moins de 100 000 | ±0,02 mm | 10-15 jours | Production en faible volume |
| Classe 103 | Moins de 500 000 | ±0,02 mm | 10-15 jours | Fabrication de ponts |
| Classe 101 | Plus de 1 000 000 | ±0,02 mm | 10-18 jours | Production en grande série |


Quelles sont les industries qui bénéficient des services de moulage par insertion ?
Automobile des fabricants, dispositif médical et bien d'autres bénéficient grandement des services de moulage d'inserts.
Applications spécifiques à l'industrie
- Électronique : Ensembles de disjoncteurs avec contacts en cuivre, mécanismes de commutation avec bornes en laiton, boîtiers d'actionneurs avec blindage EMI
- Produits de consommation : Boîtiers d'outils électriques avec renforcement du filetage, équipements de loisirs avec douilles en acier, composants de jeux avec fixations encastrées
- Aérospatiale: Assemblages légers réduisant la taille et le poids, composants structurels avec inserts en aluminium
- Équipement industriel : Composants de systèmes CVC avec raccords en laiton, boîtiers de machines agricoles, assemblages d'outils électriques
- Alimentation et boissons : Pièces d'équipement conformes à la FDA avec contacts en acier inoxydable protégeant contre la contamination
Quelles sont les normes de qualité qui garantissent la précision du moulage par insertion ?
La certification ISO 9001:2015 garantit la gestion de la qualité dans l'ensemble de nos capacités de moulage par injection, depuis l'inspection des matériaux entrants jusqu'à la vérification finale des dimensions. La certification ISO 13485:2016 permet la fabrication de dispositifs médicaux avec des contrôles de conception documentés, une validation des processus et des protocoles de gestion des risques. Les certifications de matériaux comprennent l'approbation FDA 21 CFR pour les thermoplastiques utilisés dans les applications médicales et en contact avec les aliments.
Méthodes de contrôle de la qualité
Le contrôle dimensionnel respecte les normes de tolérance ANSI B4.1, les spécifications ASME Y14.5 en matière de dimensionnement et de tolérancement géométriques (GD&T) et les protocoles d'essai ASTM D638. Nous appliquons la méthodologie Six Sigma pour réduire les défauts et maintenir le contrôle statistique des processus (CSP) à 1,33 Cpk minimum. Les essais de rétention des inserts valident la résistance à l'arrachement avec des essais de piquetage pour garantir une encapsulation correcte autour d'un insert.
Inspection et vérification
- Inspection du premier article : Vérification complète des dimensions par rapport aux spécifications de la taille des pièces
- Contrôle en cours de fabrication : Capteurs de pression dans la cavité et vérification de la température du matériau fondu
- Systèmes d'inspection par vision : Détection automatisée garantissant que les inserts sont placés correctement avant l'injection du plastique.
- Traçabilité des matériaux : Numéros de lots de résine par l'identification de la série des pièces moulées
| Standard | Application | Méthode de vérification |
|---|---|---|
| ISO 9001:2015 | Gestion de la qualité | Audit par un tiers |
| ISO 13485:2016 | Dispositifs médicaux | Audit réglementaire |
| ANSI/ASME Y14.5 | Tolérance dimensionnelle | Inspection CMM |
| ASTM D638 | Propriétés des matériaux | Essai de traction |


Comment l'assistance technique optimise-t-elle la conception du moulage par insertion ?
L'analyse par éléments finis (FEA) simule la distribution des contraintes autour des inserts incorporés afin d'éviter la fissuration plastique sous l'effet d'une charge mécanique ou d'un cycle thermique. La modélisation de la dynamique des fluides computationnelle (CFD) prédit les schémas d'écoulement du plastique lorsqu'il est injecté dans le moule afin d'optimiser l'emplacement de la porte, d'éliminer les lignes de soudure près des inserts et d'empêcher la formation de vides. L'examen de la conception en vue de la fabrication permet d'identifier les défauts potentiels, notamment les marques d'enfoncement, le gauchissement et le déplacement des inserts avant le début de la conception de l'outillage.
Lignes directrices pour l'optimisation de la conception
L'optimisation de l'épaisseur de la paroi assure un écoulement uniforme tout en maintenant l'intégrité structurelle - typiquement de 1,5 mm à 3,0 mm en fonction des exigences de conception du moulage par injection et de la géométrie de la pièce. Le moulage des inserts permet un encastrement d'au moins 2 fois le diamètre de l'insert pour une rétention adéquate. L'analyse de l'emplacement de l'obturateur empêche l'impact direct sur les surfaces de l'insert, ce qui pourrait entraîner un déplacement ou une encapsulation incomplète.
Analyse de la compatibilité des matériaux
Le moulage des inserts doit tenir compte du coefficient de dilatation thermique entre l'insert et le thermoplastique afin d'éviter les fissures dues aux contraintes. Les inserts en laiton avec une dilatation de 19 × 10-⁶ /°C s'accordent bien avec le nylon à 80 × 10-⁶ /°C, tandis que l'acier inoxydable à 17 × 10-⁶ /°C s'accorde avec le polycarbonate à 65 × 10-⁶ /°C. Le moulage par insertion est utilisé avec des techniques avancées de préformage où la sélection des matériaux offre une flexibilité de conception pour les géométries complexes. Nous proposons une modélisation CAO avec possibilité de devis en ligne, une analyse de l'empilement des tolérances et des rapports de simulation du flux de moulage.
Quels sont les processus et délais de fabrication requis pour le moulage par insertion ?
La fabrication de l'outillage du prototype prend de 7 à 10 jours en utilisant des moules en aluminium de classe 105 adaptés à moins de 500 cycles de production. L'outillage de production s'étend sur 10 à 18 jours pour les moules en acier à outils de classe 101 avec une durée de vie de plus de 1 000 000 de cycles, ce qui réduit les coûts de moulage par unité. La conception de l'outillage incorpore des caractéristiques de localisation des inserts, notamment des goupilles, des poches ou des supports magnétiques qui positionnent les composants à ±0,1 mm près avant l'injection du plastique fondu.
Paramètres du cycle de moulage par injection
Le processus de moulage par injection commence par la mise en place des inserts à l'aide de systèmes automatisés de prise et de mise en place pour les volumes de production. La fermeture du moule applique une force de serrage de 25 à 850 tonnes en fonction de la surface de la pièce projetée et des considérations de conception. L'injection du plastique se fait à des températures spécifiques aux matériaux : polycarbonate à 290 °C, nylon à 270 °C, ABS à 240 °C, avec des pressions d'injection allant de 15 000 psi à 25 000 psi pour un remplissage complet de la cavité.
Opérations secondaires
- Soudage par ultrasons : Scellage hermétique pour les assemblages multicomposants
- Tampographie : Graphisme de surface et identification des produits
- Marquage à chaud : Identification de la marque et éléments décoratifs
- Mise à blanc : Découpage de précision de produits moulés
- Assemblage : Intégration de plusieurs pièces avec manipulation automatisée
- Emballage : Solutions d'emballage sur mesure avec des matériaux de protection


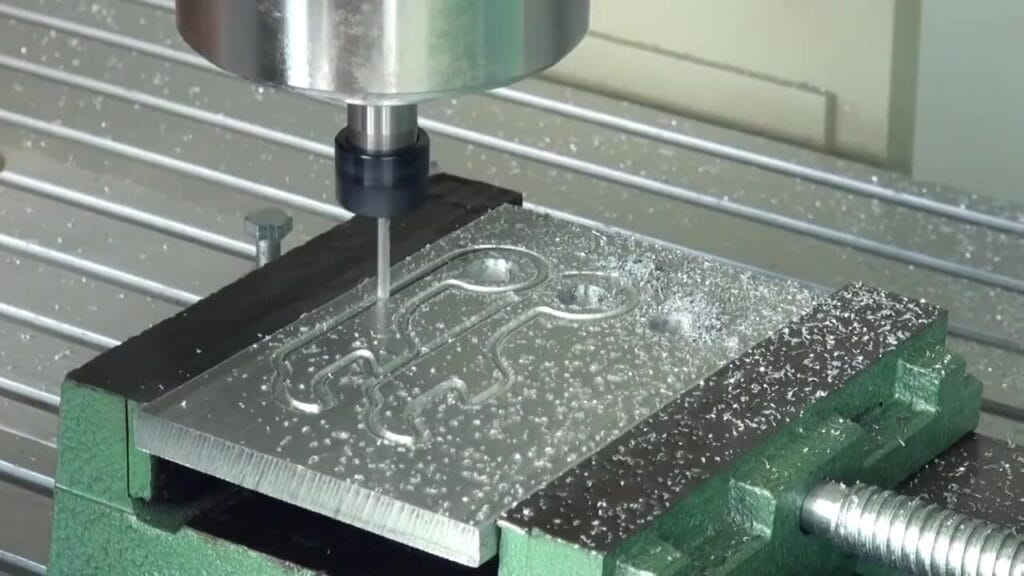
Pourquoi choisir Yijin Solution pour ses services de moulage d'inserts ?
Notre installation intégrée combine l'usinage CNC avec des services de moulage d'inserts et de surmoulage, ce qui nous permet de fabriquer des inserts personnalisés en laiton, en aluminium et en acier inoxydable parallèlement au processus de moulage par injection. Les certifications ISO 9001:2015 et ISO 13485:2016 garantissent une gestion de la qualité pour les applications commerciales et médicales avec une traçabilité complète des matériaux. L'assistance technique comprend l'analyse des contraintes FEA, la simulation d'écoulement CFD et l'optimisation DFM avant le début de la fabrication de l'outil.
De l'outillage prototype de classe 105 livrant les premiers articles en 7 jours aux moules de production de classe 101 supportant une durée de vie de plus de 1 000 000 de cycles, nous nous adaptons aux exigences du projet en maintenant des tolérances de ±0,02 mm. Les opérations secondaires réalisées en interne - soudure par ultrasons, tampographie, estampage à chaud, découpage et assemblage automatisé - éliminent la coordination avec de multiples fournisseurs.
Ce que disent nos clients






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
FAQ sur les services de moulage d'inserts
Le moulage par insertion place des composants préformés dans la cavité du moule avant l'injection du plastique, créant ainsi un processus en une seule fois où le plastique encapsule l'insert. Le surmoulage nécessite deux opérations séquentielles - d'abord la création d'un substrat, puis le moulage d'une seconde couche de matériau sur la pièce existante. Le moulage par insertion utilise généralement des composants métalliques, tandis que le surmoulage combine deux matières plastiques ou ajoute des couches d'élastomère sur des substrats rigides.
Le moulage par injection force le plastique fondu dans des cavités de moule fermées sous haute pression pour obtenir des géométries complexes. Le moulage par soufflage gonfle des tubes en plastique chauffés à l'intérieur des moules pour créer des récipients creux. Le moulage par compression place le matériau dans des cavités de moule chauffées où la pression donne la forme finale. Le rotomoulage fait culbuter de la poudre de plastique à l'intérieur de moules chauffés pour recouvrir les surfaces intérieures. Le moulage par transfert utilise un piston pour forcer le matériau à travers des glissières dans les cavités du moule pour les plastiques thermodurcissables.
Les inserts de coulée sont des composants métalliques prépositionnés placés dans des moules en sable ou des moules permanents avant la coulée du métal en fusion. Le métal liquide s'écoule autour de l'insert et se solidifie, incorporant de manière permanente le composant par liaison métallurgique ou verrouillage mécanique. Les applications courantes comprennent les blocs moteurs en fonte avec des chemises de cylindre en acier et les boîtiers de transmission en aluminium avec des bagues en bronze.
Ressources CNC

Surface Finish Tolerance: What Engineers Get Wrong and How to Specify It Right
A clean first article usually comes down to the drawing as much as the machining. When the print says exactly

CNC Machining Surface Roughness: A Practical Guide to Reading and Specifying It
Surface roughness is one of the most important characteristics of a CNC-machined part. It directly affects how the part performs,

Powder Coat Thickness: How Much Does It Add, and Why It Matters for Your Parts
Powder coating adds real material to a part, so the dimensions that matter most are the ones you plan for
Commencez dès aujourd'hui. Les pièces sont fabriquées rapidement.
Conception gratuite de pièces usinées pour vos projets avec des délais d'exécution rapides.