Call Us Today! (+86) 188-2253-7569
Call Us Today! (+86) 188-2253-7569
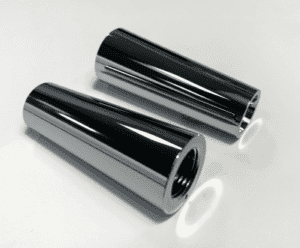
The customized Brass Valve Body solution this time introduces a customized Brass Valve Body processed by Precision CNC Machining Parts Supplier-Yijin Hardware. The processing difficulty of this customized Brass Valve Body is mainly due to its small size and relative internal structure. It is complex and requires high precision. It may be very difficult for a Precision CNC Machining Parts Suppliers with insufficient experience and advanced machinery and equipment.
Copper Valve Body Parameters
Products Name: Valve Body
Product Purpose: It’s used to pipeline
H62 Material: Brass H62
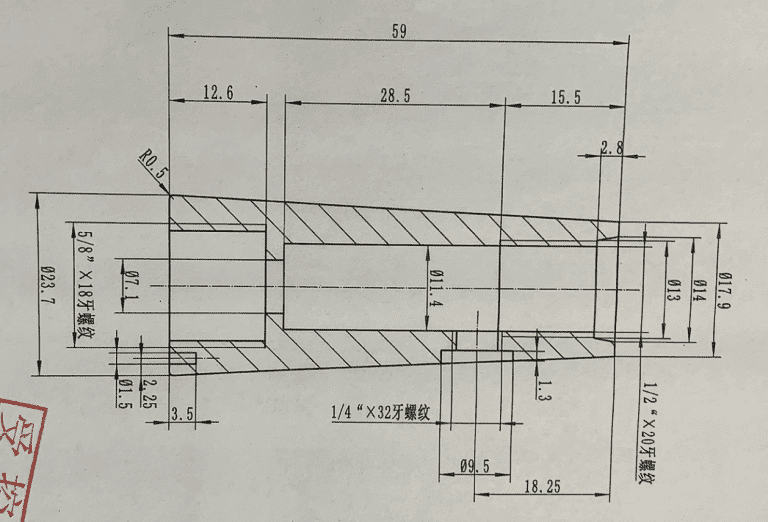
∅25×64 Material Specification: ∅25×64
Surface Treatment: Chrome Plated
For a professional Precision CNC Machining Parts Supplier, before customizing any CNC machining parts, it is necessary to understand the characteristics of materials, analyze the needs of customers, and the difficulties of drawings, and finally come up with solutions, and we are formulating the Same goes for this Custom Brass Valve Body Solution.
Properties of Brass H62
H62 brass represents ordinary brass with an average copper content of 62%, ordinary brass is based on the addition of other elements of copper alloy be called special brass and it is still represented by “H”, followed by the chemical symbol and average composition f other added elements.
Such as H62 where the copper content is 60.5%~63.5%, and the remaining content is zinc.HA59-3-2 indicates that its copper content is 57%~60%, aluminum content is about 2.5%~3.5%, the nickel content is 2%~3%, and the remaining content is zinc.
There are three kinds of brass that are divided into ordinary brass, special brass, and cast brass. Cast brass begins with ZCu followed by the symbol of other elements and their average content.
Ordinary brass has good mechanical properties, it has good plasticity in the cold state, and better plasticity in the hot state. Has good machinability, easy brazing, welding, and corrosion resistance, but it is easy to produce cracks. In addition, the price is cheap and widely used in a common brass variety.
H62 brass is much harder at room temperature in β phase than in a phase, so it can be used for parts that bear large loads.“a+” two-phase brass can be hot machining above 600℃.Microstructure of a+β two-phase brass: a is a bright white solid solution and β is a CuZn-based ordered solid solution.
It can make all kinds of tensile and bending manufacturing stress parts, such as pins, rivets, washers, nuts, ducts, barometer springs, screen mesh, radiator parts, etc.
Processing Technic
The quantities of tools: 9 tools
Tool Type: 35°round turning tool, 2MM cut-off tool, ∅7.1 drill bit, ∅8 boring tools, ∅8 inside threading tools, ∅5.5 drill bit, 1/4-32 screw tap, ∅8 milling cutter, ∅1.5 drill bit, ∅1.5 milling cutter
1)According to the drawing analysis the copper valve parts haven’t special precision requirements in the shape and position tolerance. Therefore, we choose the direction of the 5/8 thread of the parts as the priority for machining, because there is a requirement of R0.5 Angle in this direction. In order to fillet R0.5 Angle and the cylindrical inclined plane and end face processed surface connection relationship is more perfect.
Use a 35°round turning tool machining parts shape, then use ∅7.1 drill bit, ∅8 boring tools to machine ∅7.1, and 5/8 x18 thread bottom hole.
Use ∅8 inside threading tools to machine 5/x18 thread, then use ∅1.5 drill bit,∅1.5 milling cutter to machining hole of ∅1.5×3.5 size, then use ∅5.5 drill bit,1/4-32 tap screw, and ∅8 milling cutter to machining ∅9.5 and 1/4-32 thread, then cut off the parts use 2mm cut off tool.
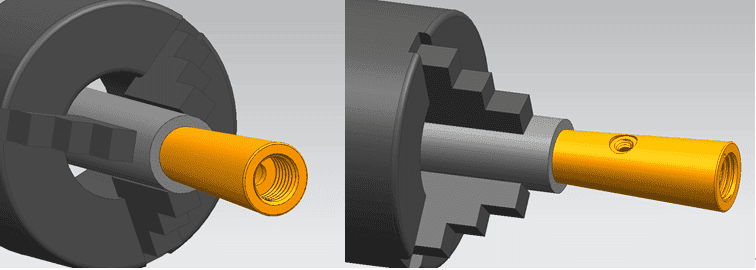
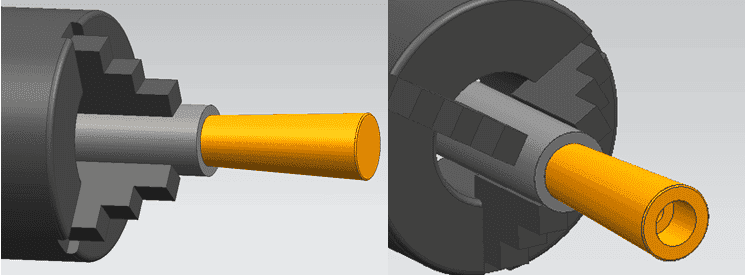
2)It is necessary to custom clamp before processing at both ends, the male thread 5/8×18 length is 11mm. As the following picture shows:
The reason is that the surface is the inclined plane of these parts and there is no clamping condition. So it only can be assembled with a 5/8×18 internal thread which has been machined with the 5/8×18 external thread of the fixture. Then processing of the remaining part, not only ensure the repeated positioning error of the parts but also improved the processing efficiency.
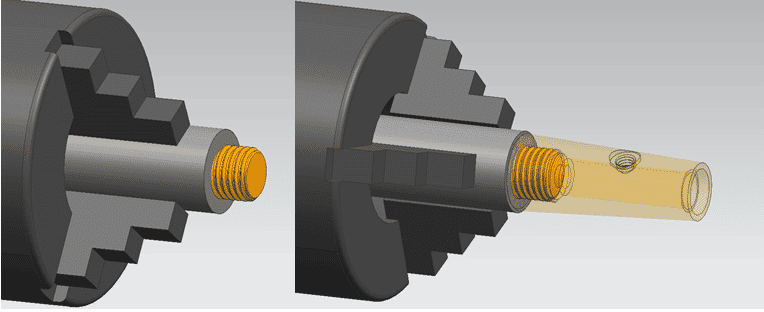
Use a 35°round turning tool to machine a total length of 59mm, then use ∅7.1 drill bit and ∅8 boring tools to machine 1/2×20 thread. Finally, make surface treatment of chrome plated.
Please refer to the finished parts below: