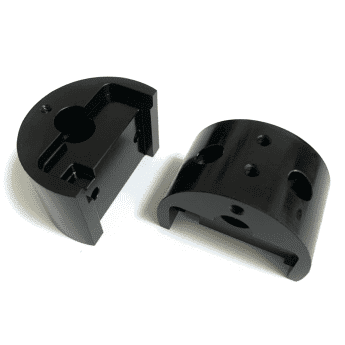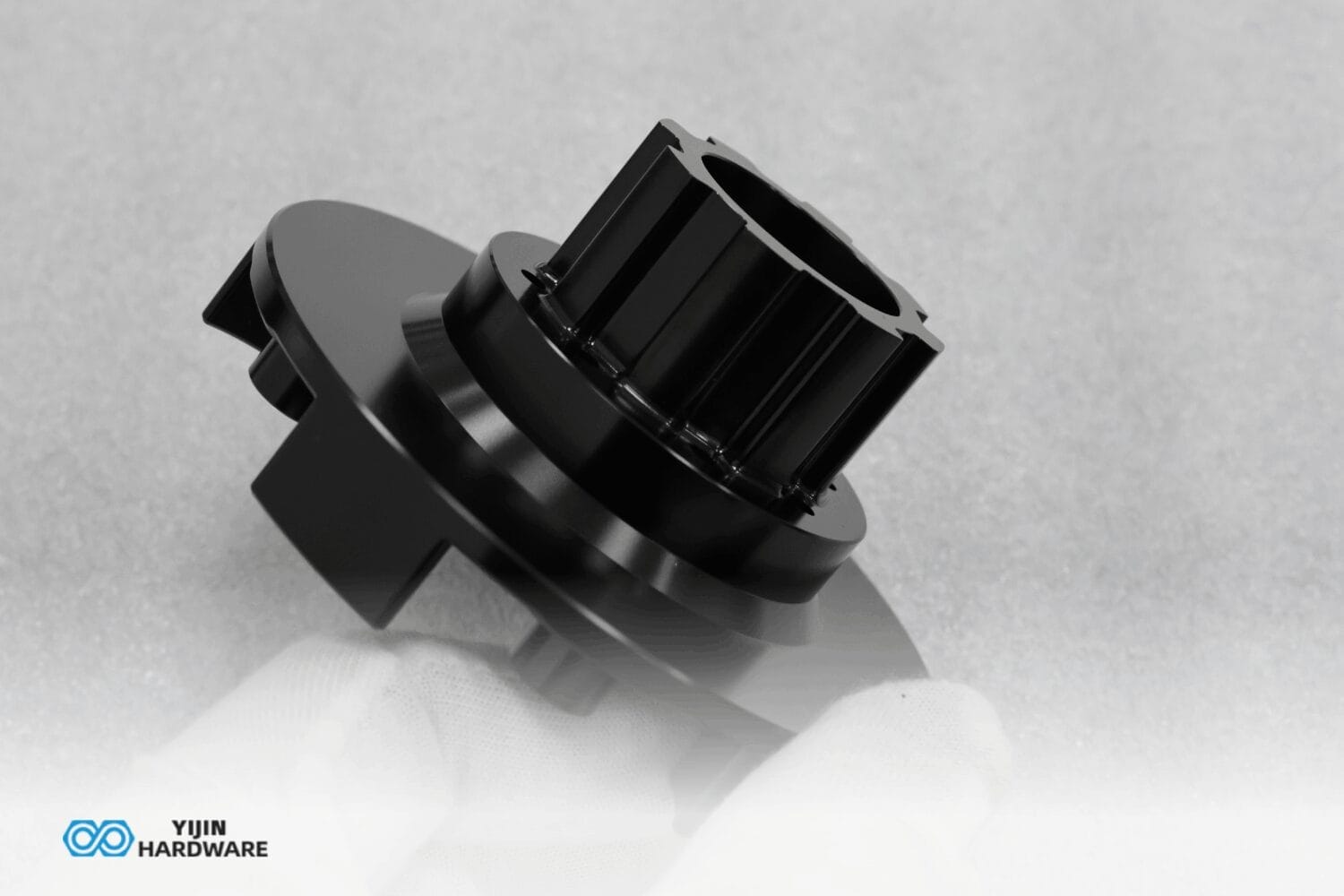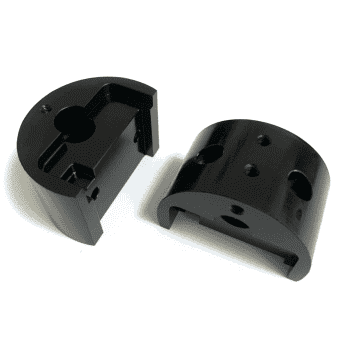
Product Name: Block Shaft
Accuracy Grade: IT10
Material: Black PVC
Material Type: Φ55 bar material
Product Purpose: Interconnection with the shaft which is the core position of optical equipment
As one of the general-purpose plastic materials with the largest production in the world, PVC is widely used in various fields including building materials, pipes and tubes, electric wires and cables, packaging film, bottles, foam materials, and fiber. Besides, it is the most cost-effective general-purpose material featuring good comprehensive mechanical properties, product transparency, electric insulation, thermal insulation, noise elimination, and shock absorption. With the disadvantages of poor thermal stability and poor shock resistance, both hard PVC and soft PVC tend to embrittle when used. Therefore, the following needs your attention during the CNC machining of the PVC material.
- PVC is one of the plastic materials that have poor thermal stability and poor shock resistance compared to the common material POM and tends to embrittle during CNC machining, so attention needs to be paid to cutter selection. The cutters dedicated to PVC should be used, or the degree of surface finish will not meet the requirements on the drawing after machining due to insufficient cutter sharpness.
- Try to use reasonable cutting parameters as well as low rotation speed and low feed speed which are good for the discharge of plastic residues. Otherwise, the plastic residues will stick to the part and affect cooling, leading to adherence to the cutter, part surface abrasion, and cracks or notches on part surfaces.
- Use the dedicated fixture and good protection for the part. Because this part needs to be clamped multiple times during machining and plastics have a lower hardness than metals, both clamping surfaces and clamping forces need to be considered in a reasonable way each time. Otherwise, the part may be knocked off or its surfaces may be damaged due to clamping.
- The omission of any one of the above leads to a great possibility of defective products!
Machining Process
Machining Sequence:
Machining Equipment: CNC turning and CNC milling machine tools
Number of cutters: 10
Cutter type: 45°excircle turning cutter, 3 mm cut-off tool, Φ10 drill, Φ4 end milling cutter, Φ8 end milling cutter, Φ12 end milling cutter, Φ3.3 drill, M4 tap, Φ4.5 drill, and Φ6-45°chamfering cutter
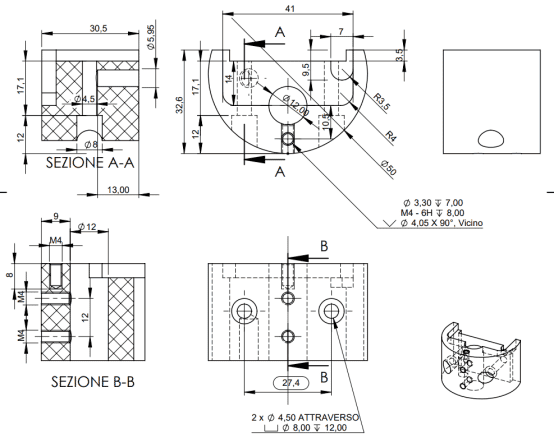
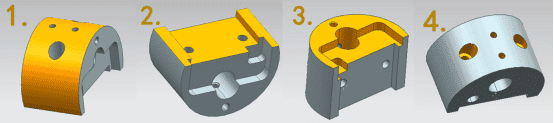
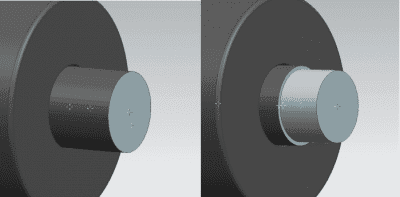
1. During CNC turning, the 45°excircle cutter is used for both fine and rough machining of the Φ55 The 3 mm cut-off tool is used for part cutting.
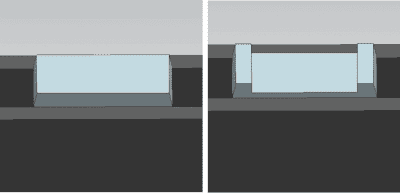
2. During milling, the Φ12end milling cutter is used for both rough and fine machining of height 6 mm and height 3.5 mm.
3. The Φ12end milling cutter is used for both rough and fine machining of height 30.5 mm, the Φ8 end milling cutter is used for both rough and fine machining of width 41 mm and height 4.5 mm, the Φ4 end milling cutter is used for both rough and fine machining of height 3.5 mm. The Φ3 drill and M4 tap is used for both rough and fine machining of thread M4, and the Φ8 end milling cutter is used for both rough and fine machining of the Φ12 through the hole.
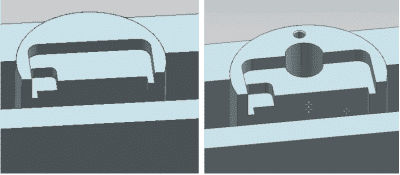
4. The Φ3 and Φ4.5drills are used for the machining of the bottom hole of thread M4 and the Ф4.5 through the hole. The M4 tap and Φ4 end milling cutter are used for both rough and fine machining of the M4 thread and Φ8 counterbore.
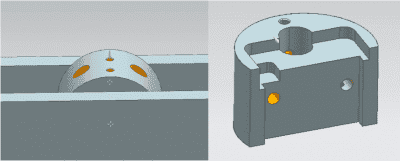
The following picture shows the finished block shaft by CNC machining for optical equipment.