 Call Us Today! (+86) 188-2253-7569
Call Us Today! (+86) 188-2253-7569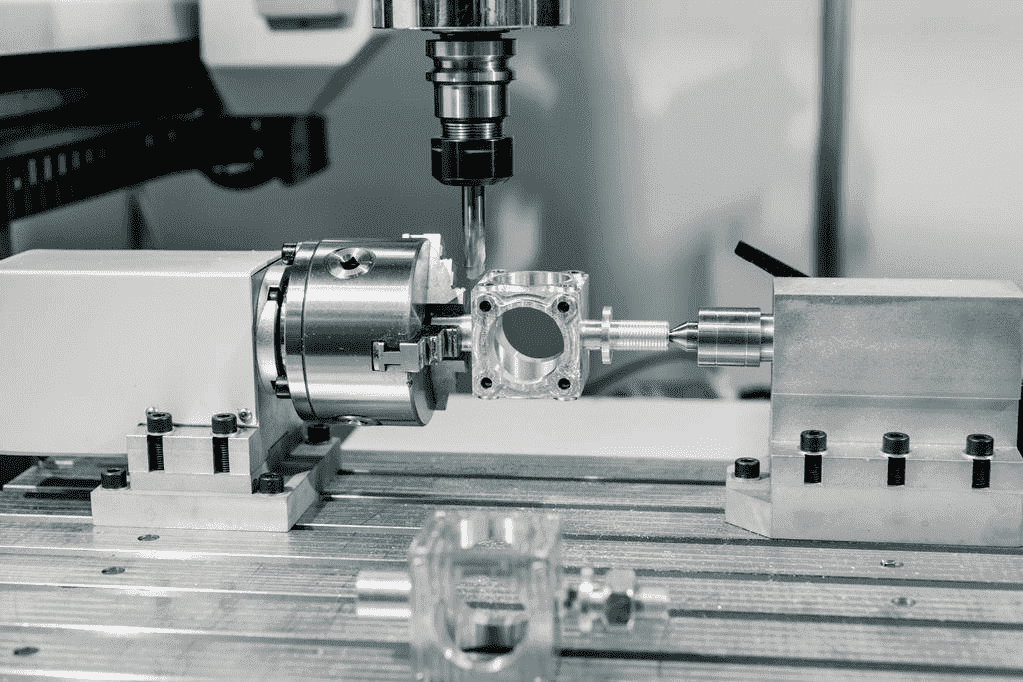
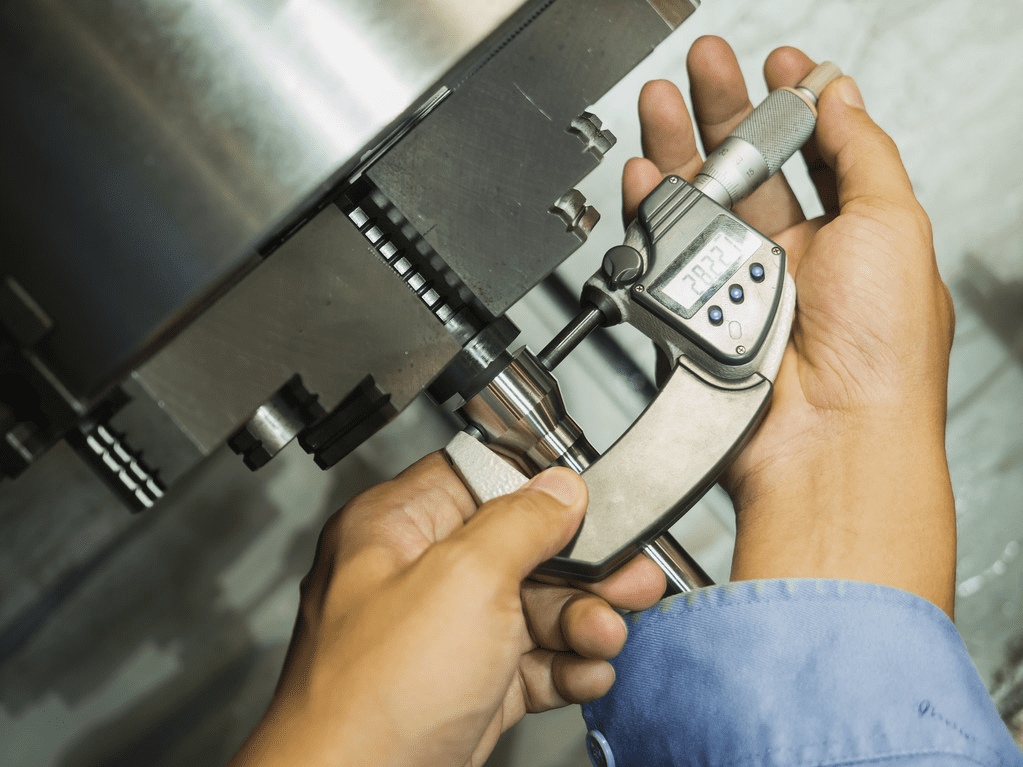
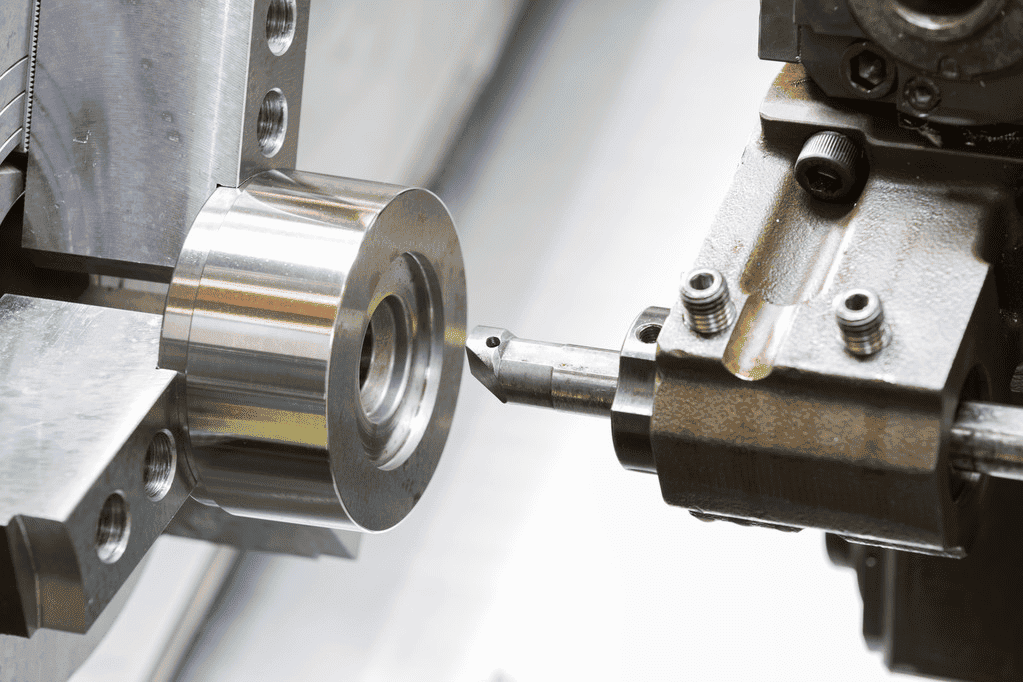
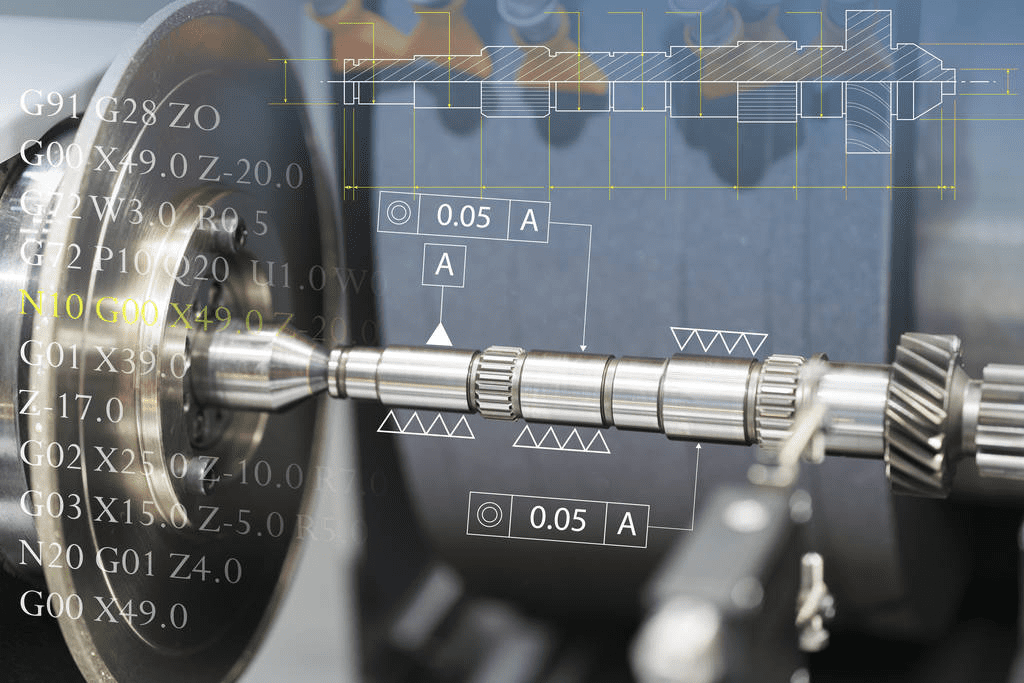
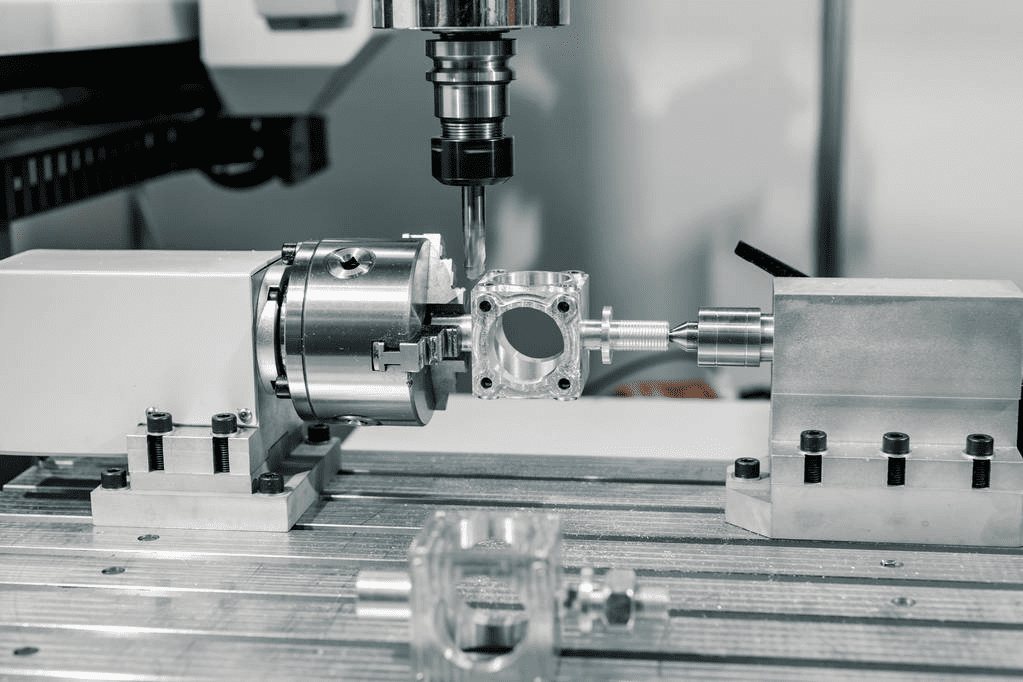
1. CNC Turning Precision Parts Manufacturing
Machining Parts with High-Dimensional Accuracy Requirements
Because the CNC lathe has good rigidity, high manufacturing, and tool setting accuracy, and can easily and accurately perform manual compensation or even automatic compensation, it can process parts with high dimensional accuracy requirements.
Generally speaking, turning a part with a dimensional accuracy of class 7 should have no difficulty.
In some cases, turning can be used instead of grinding. In addition, the CNC turning tool movement is achieved by high precision interpolation operation and servo drive, coupled with the rigidity of the machine tool and high manufacturing accuracy, so it can process the bus straightness, roundness, and cylindricity requirements of high parts.
For circular arcs and other curved profiles, the machined shape is much closer to the target geometry on the drawing than on a copy lathe.
CNC turning is particularly effective for improving positional accuracy.
Many parts with high positional accuracy requirements cannot be turned by traditional lathes, and can only be compensated by grinding or other methods.
The positional accuracy of the turning parts mainly depends on the number of clamping of the parts and the manufacturing accuracy of the machine tool.
If the position accuracy is found to be high in the CNC lathe, it can be corrected by modifying the data in the program, which can improve its position accuracy.
This correction cannot be made on a conventional lathe.
Rotary Body with Good Surface Roughness
CNC lathes can process parts with small surface roughness, not only because of the rigidity and high manufacturing accuracy of the machine tool but also because of its constant linear speed-cutting function.
The surface roughness depends on the amount of feed and cutting speed when the material, precision, and tool are determined.
When turning the end face on a traditional lathe, since the rotational speed is constant during the cutting process, theoretically only a certain diameter has the smallest roughness.
In fact, inconsistencies in the roughness within the end face can also be found. Using the constant line speed cutting function of the CNC lathe, the optimal line speed can be used to cut the end face, so that the roughness of the cut is small and consistent.
Ultra-Precision, Ultra-Low Surface Roughness Parts
Magnetic disks, video recorder heads, multi-faceted reflectors of laser printers, rotary drums of copiers, lenses, and molds of optical equipment such as cameras, and contact lenses that require ultra-high contour accuracy and ultra-low surface roughness.
They are suitable for the lens for plastic astigmatism, which was difficult to process in the past, and can also be processed by CNC lathe.
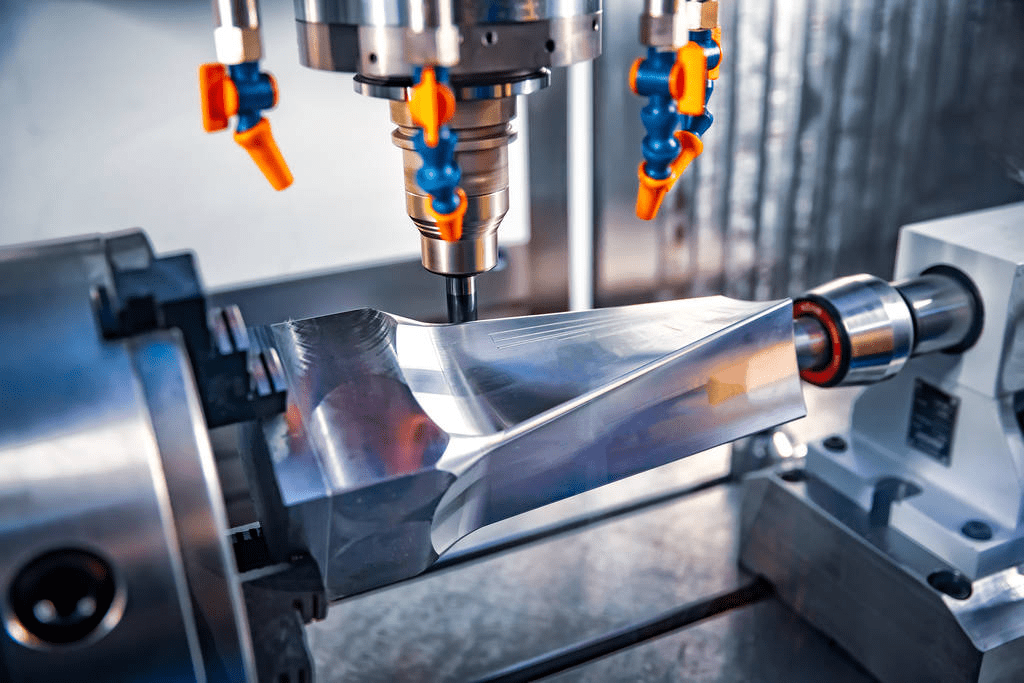
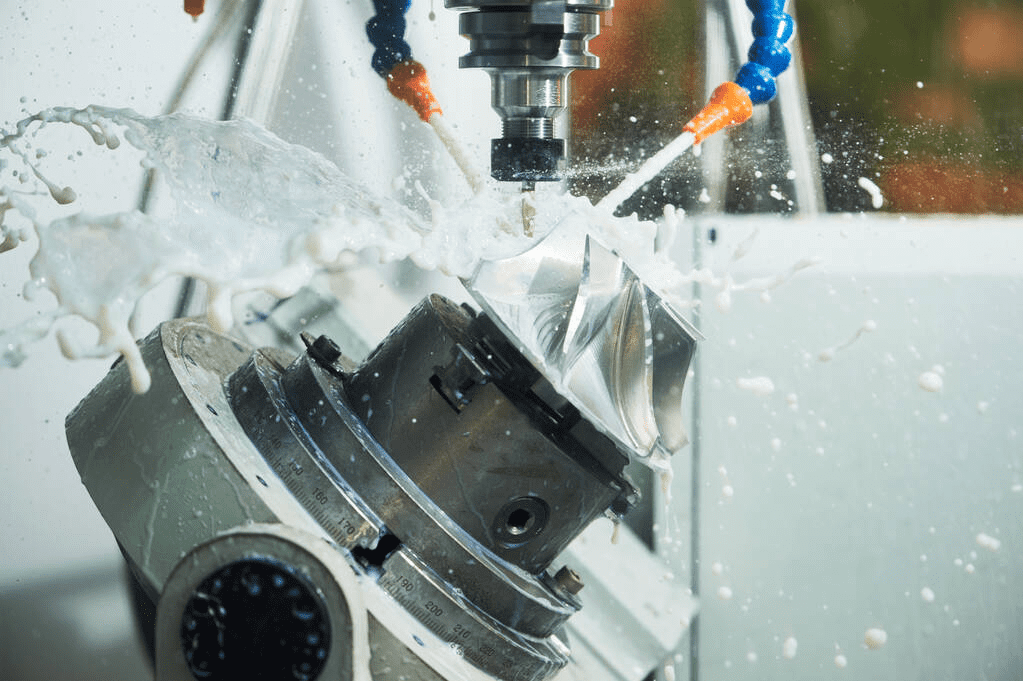
2. CNC Milling Precision Parts Manufacturing
CNC milling is a machining process that uses a rotating tool to remove excess parts of a block of material until the desired custom shape is formed.
In addition, CNC milling can machine very complex parts while meeting the tight tolerance requirements of the part.
CNC milling has been continuously modified and refined to produce precision turning parts that meet the exacting demands of today’s demanding industries.
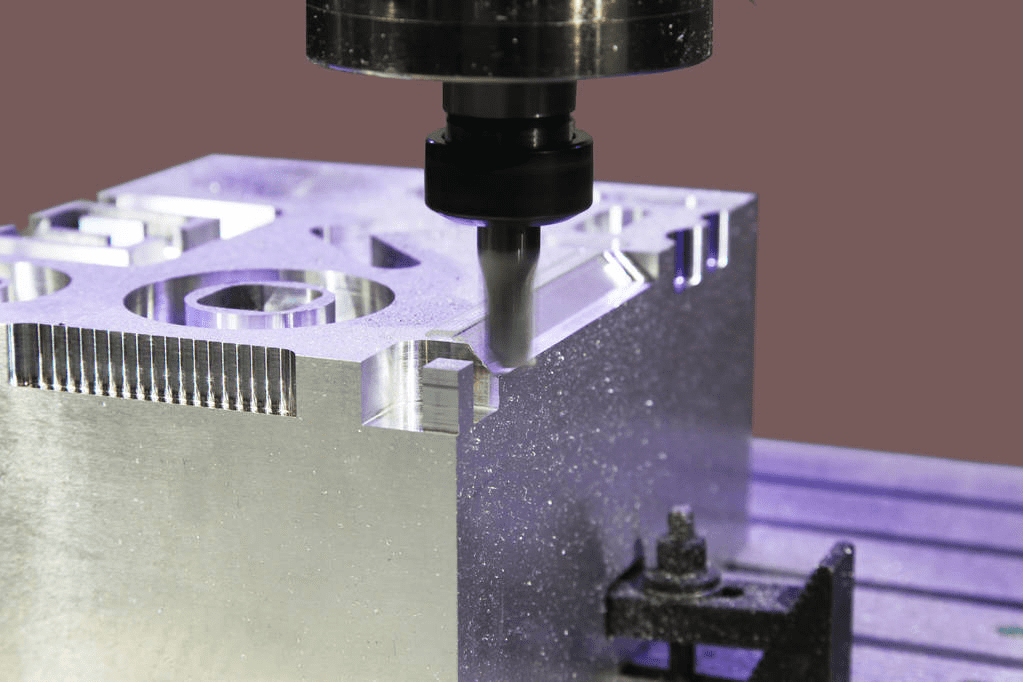
CNC milling is mainly used in subtractive manufacturing. The parts to be milled are fixed in the fixture on the CNC table, and then the raw materials are processed through the X, Y, and Z axes of the CNC milling machine, and the tool spindle is rotated at a very high speed to cut the material, so as to achieve the ideal parts.
Compared with conventional machining, CNC milling has the characteristics of high machining accuracy, complex shape parts, and a wide machining range.
According to the characteristics of CNC milling, we can roughly understand that the parts suitable for CNC milling mainly include the following types.

- Parts with complex structures such as curve contours or curved surfaces: The plane curve contour of the part, that is, the part has a complex curve with internal and external contours, and the processing surface is parallel or perpendicular to the horizontal plane. In three-dimensional space coordinates, the surface of a part is usually a point variation on the surface.
- It is usually designed by mathematical models. During the machining process, the milling cutter is always in point contact with the machined surface.
- The surface of the part is usually processed by three-coordinate CNC milling because it needs to be programmed with the help of the CNC system.
- The structure of parts that are difficult to process by ordinary milling: For parts that are difficult to observe and control, such as size, scribing, detection, etc., because ordinary milling machines do not have a CNC system auxiliary processing. Therefore, it is very suitable to choose a CNC milling machine for these parts.
- Ordinary milling machines cannot achieve precision and accuracy: Due to the errors caused by human factors in ordinary milling, it is difficult to ensure the dimensional accuracy, shape accuracy, and surface roughness of the parts.
- Therefore, if the precision of the parts is high, it is necessary to use a CNC milling machine for processing.
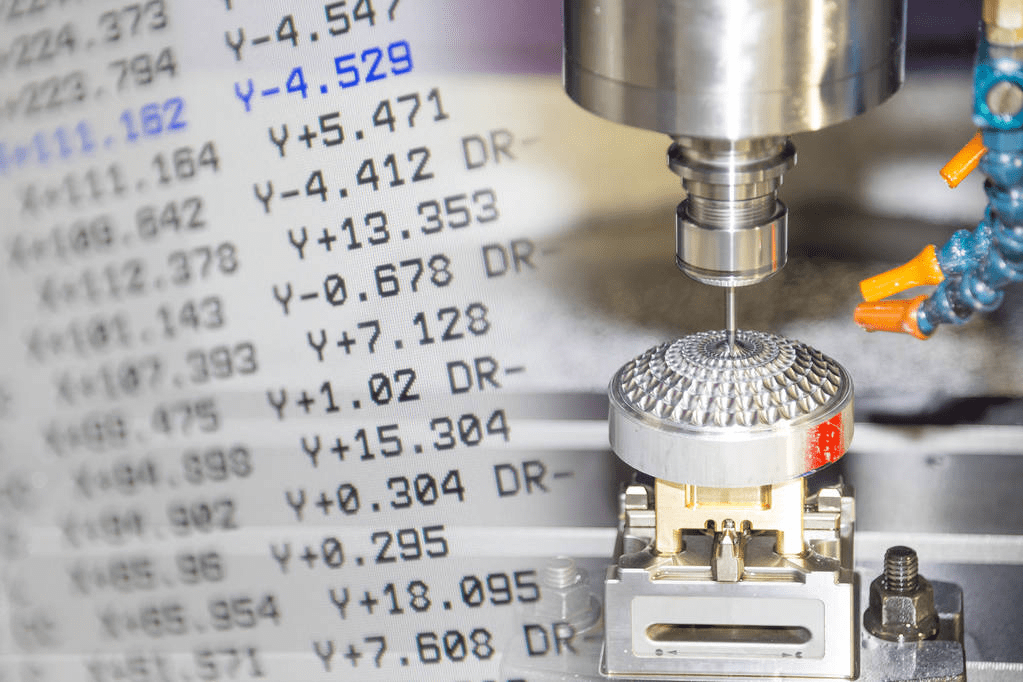
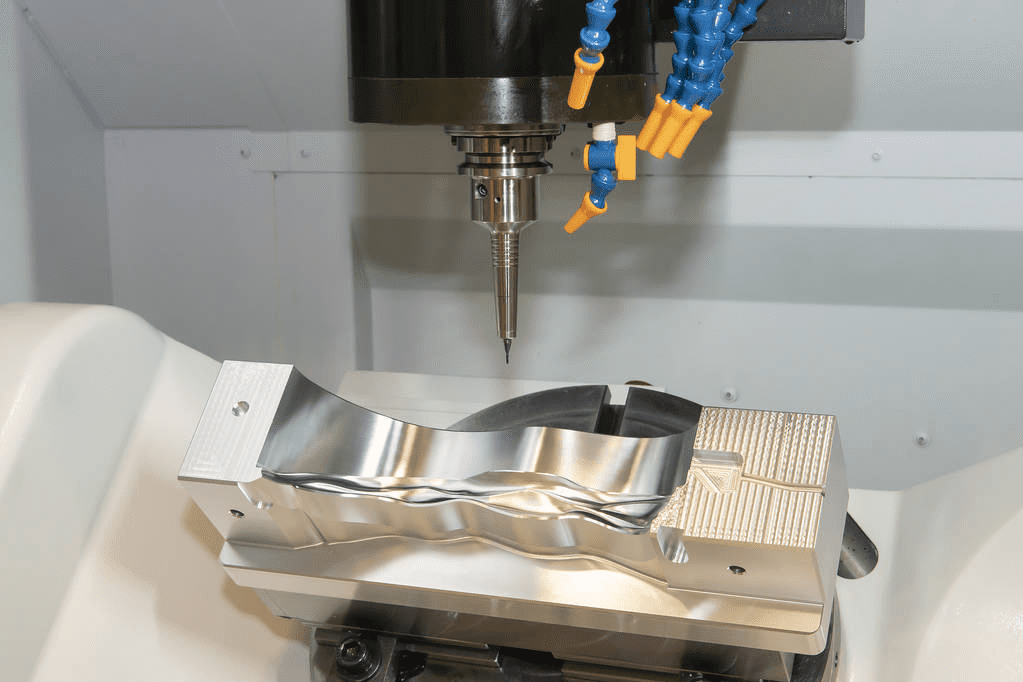
3. CNC Four-Axis Precision Milling
CNC machining can be divided into 3-axis, 4-axis, five-axis, and other types according to the number of axes. CNC four-axis machining, as the name suggests, is a machining center with 4 axes.
On the basis of the traditional milling machine X, Y, and Z three axes, an axis of rotation is added, either A, B, or C.
CNC four-axis milling can be said to be the evolution of three-axis milling. On the premise that CNC four-axis milling retains the original machining accuracy and processing freedom of the three-axis, the flexibility of the machined parts is greatly improved, except for the bottom surface of the parts.
All five faces can be machined in one clamping, which is usually analyzed before the parts are produced. For some parts with more complicated tooling or more machining angles, four-axis milling is usually used.
Professional CNC machining manufacturers will try to reduce the number of tooling times of parts every time they process because once tooling means the parts will have a repeated positioning error, while CNC four-axis precision milling greatly reduces the number of tooling, but also improves the production efficiency and precision of parts.
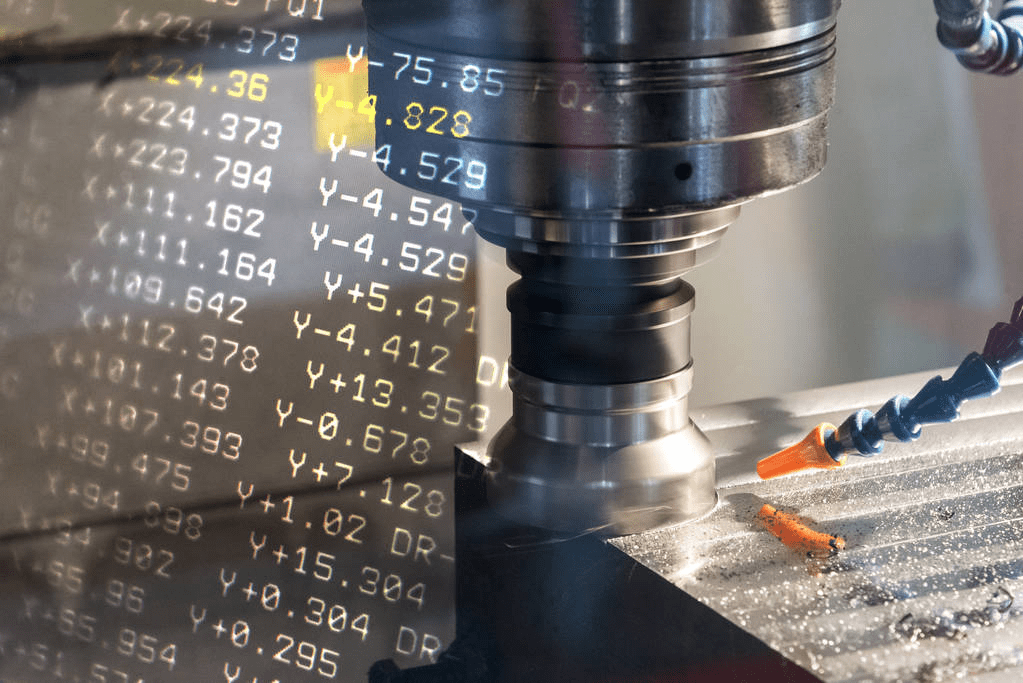
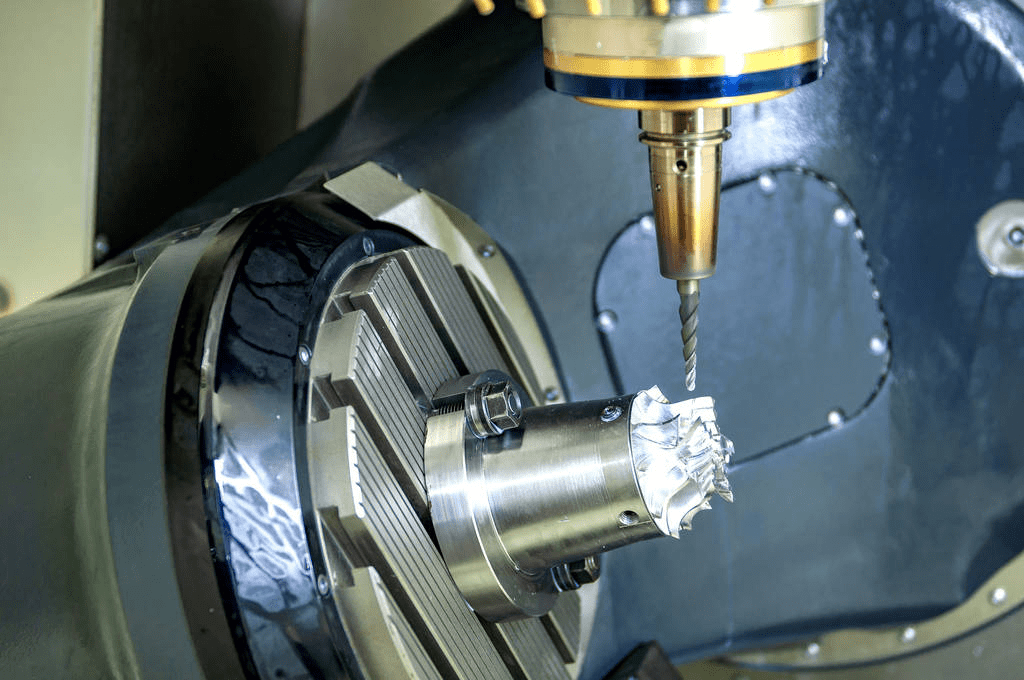
4. CNC Five-Axis Linkage
Five-axis machining centers are important in the aerospace industry, where machining parts follow the aerodynamic form of an aircraft.
Some machines move the axis of rotation just to position the tool or work outside of the cut. Machines capable of this “3+2” machining can often reach all machined features of a part in one setup.
Five-axis machine with two rotating axes of the three-axis (A, B, C) axis has different motion modes to meet the technical requirements of various products.
Another major benefit of machining with a five-axis machining center is the ability to solid-machine extremely complex parts that would otherwise have to be cast.
For prototypes and very small runs, this method is faster and cheaper. It can provide one to two weeks lead time instead of the two months or more required for castings.
There is a big difference between a five-axis machining center and a pentahedron machining center. Many people don’t know this and mistake the pentahedron machining center for a five-axis machining center.
The five-axis machining center has five axes, x, y, z, a, and c. The XYZ and ac axes form five-axis linkage processing. Good at space surface processing, special-shaped processing, hollow processing, drilling, oblique holes, oblique cutting, etc.
The “pentahedron machining center” is similar to a three-axis machining center. It can process five faces at the same time, but it cannot do special-shaped machining, slanted holes, and cutting slopes.
Five-axis machining can also save a lot of drilling time. While this may seem trivial compared to the difficulty of machining complex cores or cavities, drilling a series of holes with different compound angles is time-consuming.
If you use a three-axis machine, you must use a different setting for each hole. With a five-axis machining center, the head is automatically oriented along the correct axis for each hole, allowing faster drilling.
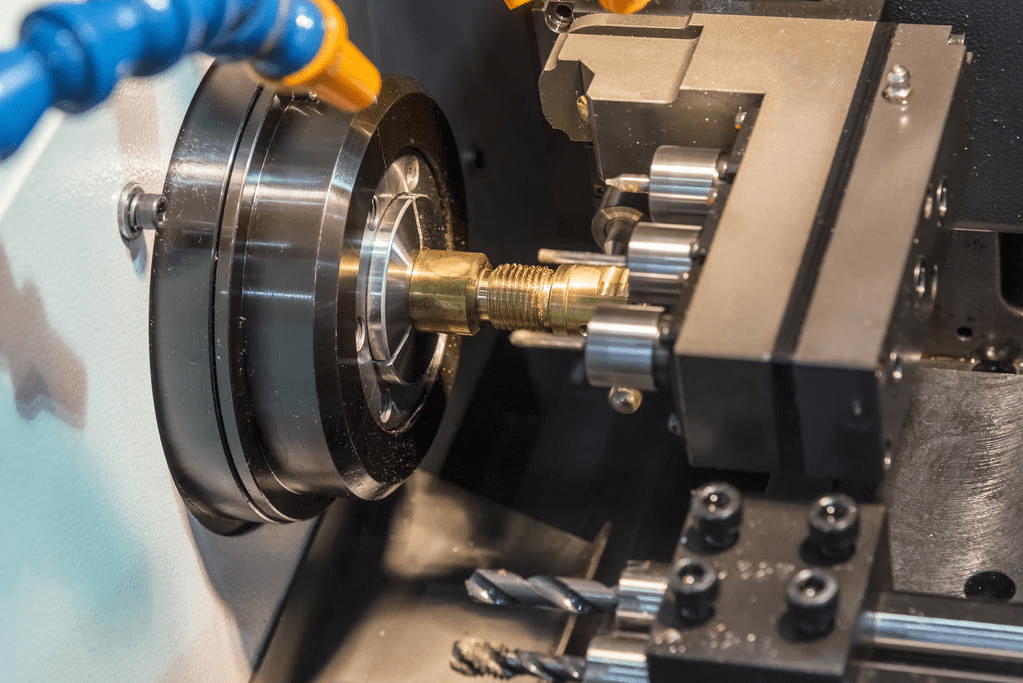
5. CNC Core Walking Machine
CNC centering lathes generally use rotary parts processed from bars, which have the ability to form high-precision at one time.
As long as it involves bar processing, the diameter is less than Φ20, the core lathe has the advantage of high efficiency in terms of processing efficiency because the core machine has an automatic feeding system in the province, and when the machine is set up, only one long bar needs to be installed.
The feeder can realize batch automatic production until the material is used up, which forms a small independent production line, that is much ahead of other shaft production processes in terms of processing speed and labor cost.
- The CNC machine can turn parts with a length of more than 200mm in one clamping without stopping the spindle. If you are turning a part with a length of 5mm, the center can turn 20~30 parts before you need to stop and feed.
- The CNC center lathe always fixes the nearest position of the material when cutting, so the rigidity is very good. After you think about your lathe clamping the part, if the tool sticks to the clamping position for a few mm to turn, the rigidity will become worse.
- The CNC machine is all turning and milling, and the complexity of one-time processing is not comparable to that of the cutter.
- There used to be old-fashioned automatic lathes, which we commonly call cam lathes. And now the more advanced CNC automatic lathe, we call it a center lathe or a slitting lathe.
- Mainly, the spindle Z moves forward and backward, and the knife can move X and Y, which can realize three-dimensional processing and one-time forming.
Compared with the conventional CNC machining process, the outstanding advantages of composite machining are mainly reflected in the following aspects.
- Shorten the product manufacturing process chain and improve production efficiency. Turn-milling compound machining can complete all or most of the machining processes in one loading, thus greatly shortening the product manufacturing process chain.
- On the one hand, this reduces the production auxiliary time caused by the change of the loading card and also reduces the manufacturing cycle and waiting time of the fixture, which can significantly improve production efficiency.
- Reduce clamping times and improve machining accuracy. The reduction in the number of card loadings avoids the accumulation of errors due to positioning fiducial conversions.
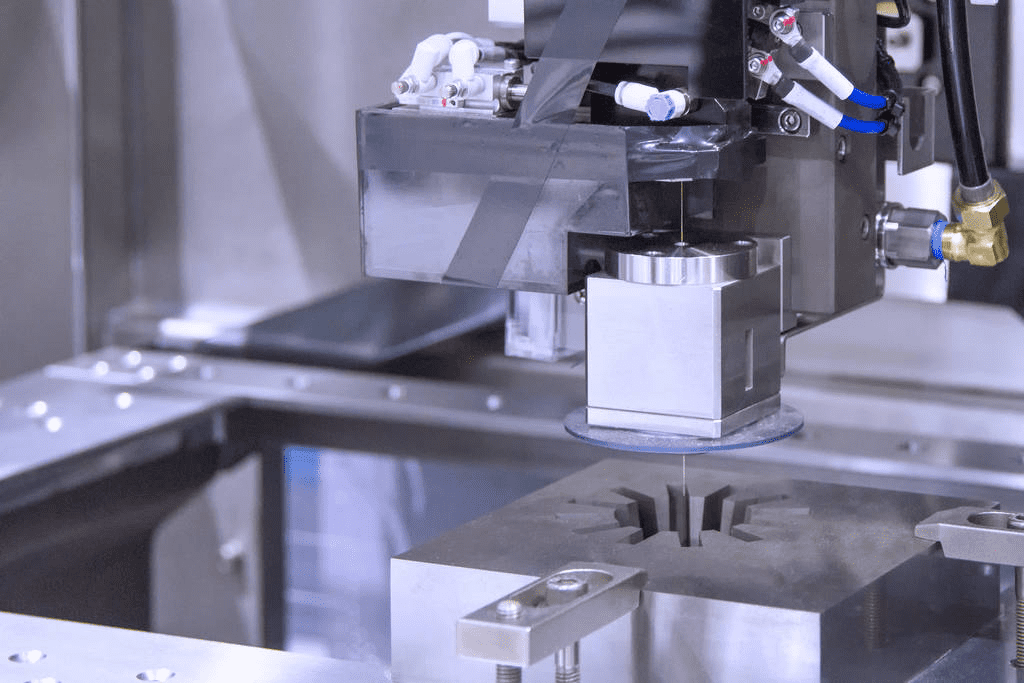
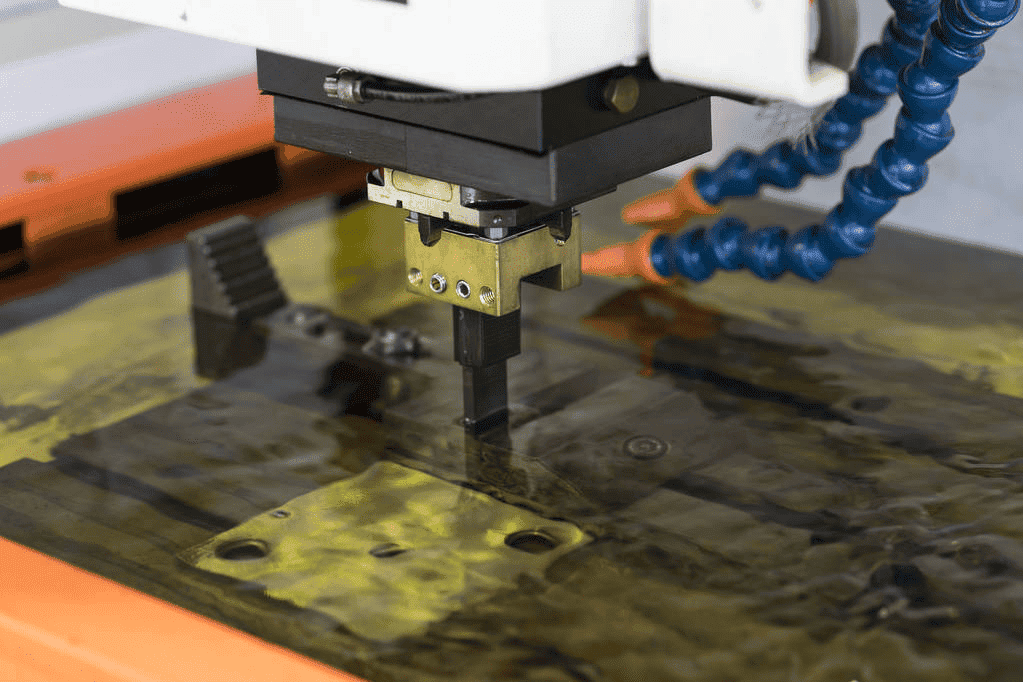
6. Wire Cutting
Wire-cutting precision machining is widely used in machining areas that are difficult to process, such as micro holes, narrow seams, and easy-to-cut and deform parts, and this type of part is usually mold accessories.
The wire-cutting process is divided into three kinds, respectively, slow wire cutting, fast wire cutting, and middle wire cutting.
The difficulty of the parts to be cut in wire cutting has nothing to do with the material because wire cutting uses a moving thin metal wire (copper wire or molybdenum wire) as an electrode to perform pulse spark discharge cutting on the workpiece, which does not exist in the cutting process of mechanical cutting force.
However, the minimum corner radius of the workpiece to be processed is limited, generally R0.06~R0.1.
In the actual processing of wire cutting, the shape is formed by the worktable according to the preset cutting path.
This can only process the outline of the workpiece, and the material removed does not affect the secondary use.
The wire-cutting process uses the conductive extremely fine-moving metal as the electrode, and the new electrode wire can be replaced continuously.
The influence of electrode wear on machining accuracy was investigated.
The wire-cutting processing technology can only punch through holes and processing edges and can punch and cut various complex parts.
The main characteristics of wire-cutting processing:
- Wire cutting has no obvious mechanical cutting marks, and can be processed perfectly regardless of the hardness and stiffness of the processed material, but it cannot process non-metallic conductive materials.
- The slit produced by wire cutting is narrower and the amount of metal erosion is less, which is conducive to the reuse of processing materials.
- It can process small hole materials and machining parts with complex shapes, but cannot process blind holes.
- During the wire-cutting process, there may be problems such as deformation or cracks on the surface of the workpiece, so heat treatment and rough machining should be properly performed before the wire-cutting process.
- By consuming the performance of the processed material and the shape defects of the blank, the precision of the wire-cutting process can be improved.
- The wire-cutting processing technology has little loss of its electrode wire and high processing accuracy.
- When wire cutting is used to process thick material, it is difficult for the working fluid to enter and fill the discharge gap, which affects the machining accuracy or causes the surface of the material to be rough.
- Wire cutting can be processed through CNC programming technology, and its processing parameters can be precisely adjusted to achieve fully automatic processing.
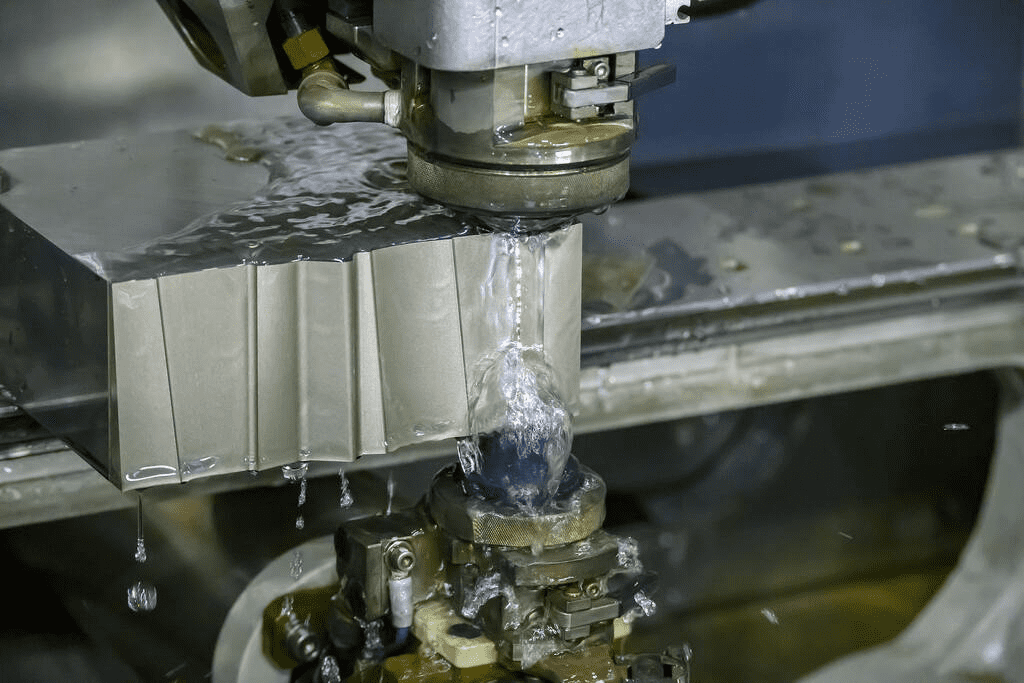
7. EDM
Electrical discharge machining is abbreviated as EDM. It is a method of processing the workpiece by using electric energy.
In a certain medium, through the electro-erosion effect of the pulse discharge between the tool electrode and the workpiece electrode.
EDM uses the principle of electro-erosion to process materials. Therefore, this method can process any conductive material.
Because EDM is not limited by material hardness, toughness, and brittleness. Therefore, it can process various high-hardness steel, high-mass steel, high-toughness heat-resistant alloy steel, as well as cemented carbide and cermet materials.
EDM has little thermal influence. During processing, the pulse energy acts on the material in a very short time, and the working fluid is flowing, which has a good heat dissipation effect.
In this way, the workpiece is hardly affected by heat, and the thermal deformation is small, which is especially suitable for the processing of materials with strong heat sensitivity.
EDM has no mechanical cutting force. During machining, the tool electrode does not contact the workpiece, no mechanical cutting force is generated, and no deformation error of the part is caused by the cutting force.
This is very beneficial for processing thin-walled and narrow grooves, small holes, and other parts with poor rigidity.
EDM does not require complex cutting motions to complete the machining of complex surfaces, and the machine tool structure is simple.
And because the pulse parameters can be adjusted, the same machine tool can be used for rough machining, semi-finishing, and tip machining.
During EDM processing, the tool is an electrode made of copper, brass, graphite, and other materials, and there is no need to use complex and expensive tools.
However, the electrode manufacturing precision is high, and the electrode has a certain loss during processing, which affects the improvement of the processing degree to a certain extent.
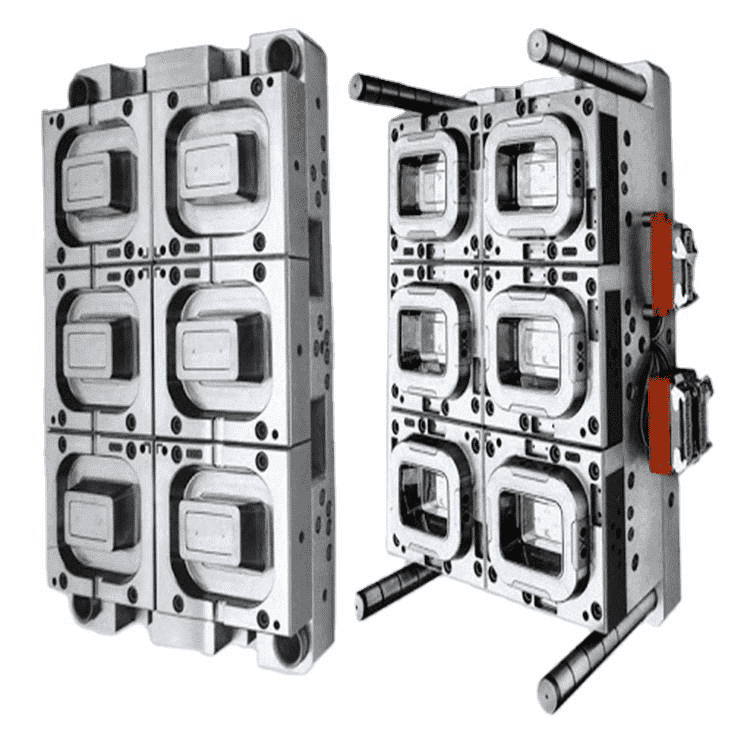
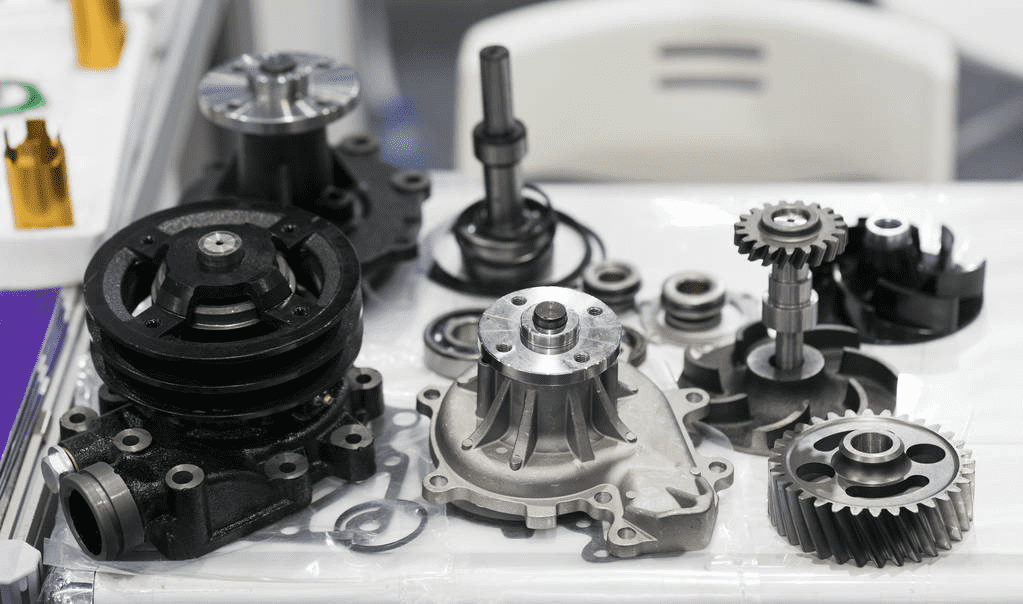
8. Precision Casting
Precision casting refers to the general term for the process of obtaining precise size castings.
Compared with the traditional sand casting process, the parts produced by precision casting have higher dimensional precision and better surface finish.
Precision casting includes investment casting, ceramic casting, metal casting, pressure casting, and lost foam casting. Precision casting is also called lost wax casting.
The parts produced by this process are close to the final shape of the parts and can be used directly without processing or with little processing.
It is an advanced process with extremely high precision.
Precision casting has the following characteristics:
- High precision: high dimensional accuracy of castings, fine surface roughness value, dimensional accuracy of castings can reach 4-6 grades, surface roughness can reach 0.4-3.2μm, which can greatly reduce the machining allowance of castings, and can achieve no allowance manufacturing and reduce manufacturing cost.
- Complex castings can be cast: castings with complex shapes and difficult to be processed by other methods can be cast. The outline size of the castings is as small as a few millimeters and as large as thousands of millimeters, the wall thickness is the thinnest 0.5mm, and the minimum hole diameter is less than 1.0mm.
- Alloy materials are not limited: materials such as carbon steel, stainless steel, alloy steel, copper alloy, aluminum alloy, high-temperature alloy, titanium alloy, and precious metal can be produced by precision casting.
- For alloy materials that are difficult to forge, weld and cut, it is especially suitable for precision casting.
- High flexibility: high production flexibility and strong adaptability. It can be used for mass production, as well as small batches or even single-piece production.
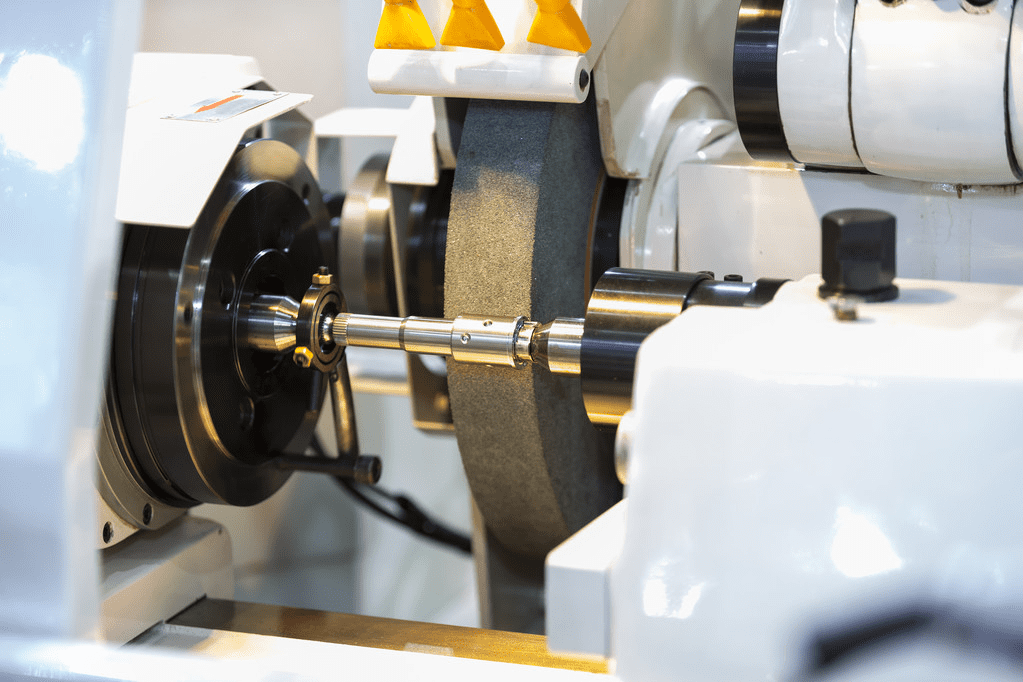
9. CNC Grinding
Grinding is widely used in the machinery manufacturing industry. Carbon tool steel and carburized and hardened steel parts that have been heating treated and quenched have the characteristics of less processing and high precision.
During grinding, a large number of regularly arranged cracks often appear on the surface that is basically perpendicular to the grinding direction – grinding cracks, which not only affect the appearance of the parts but also directly affect the quality of the parts.
The following is a brief introduction to the characteristics of the CNC grinding process:
1) High Grinding Efficiency
The grinding wheel rotates at a high speed relative to the workpiece. Generally, the linear speed of the grinding wheel is dozens of times higher than that of the ordinary tool, and the machine tool can obtain a high metal removal rate.
With the further improvement of the grinding efficiency of the new grinding process, turning, milling, and planning have been replaced in some processes and forming directly from the blank.
At the same time, the abrasive particles and the workpiece produce strong friction and sharp plastic CNC machine tool deformation, thus generating a lot of grinding heat.
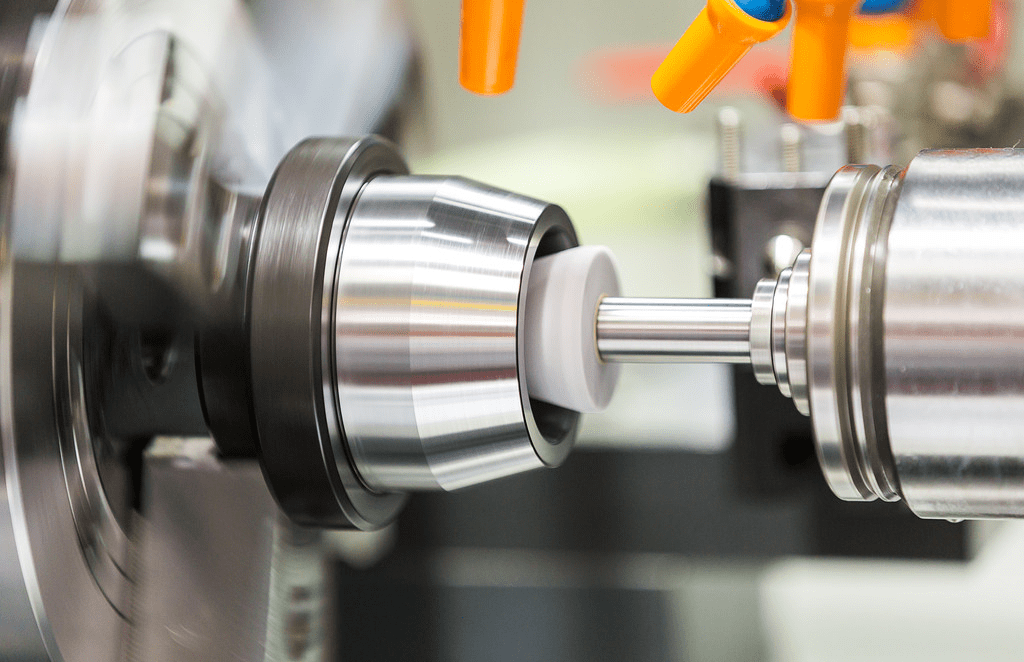
2) High Precision
The chip layer of each abrasive grain is very thin, generally only a few microns, so the surface can obtain high precision and low surface roughness.
3) High Cutting Power and High Energy Consumption
The grinding wheel is composed of a large number of abrasive numerical control machine tools. The distribution of abrasive particles in the grinding wheel is chaotic and uneven.
Most of the abrasive particles have a negative front Angle when cutting, and the tip has a certain arc radius, so the cutting power is large and the consumption of energy is large.
4) Wide Range of Applications
Grinding wheel abrasive grains have high hardness and good thermal stability, not only can be unquenched steel, cast iron, and non-ferrous metals and other materials but also can be hardened steel, various cutting tools, and hard machine tool alloys, and other materials with high hardness.
5) High Process Flexibility
It is mainly manifested in the flexibility of CNC machine tool objects, that is, the function of easily changing from one part to another within a certain range, which significantly shortens the adjustment and preparation time of multi-variety equipment.
6) High Automation of the Process
The CNC grinding machine solves the basic contradiction between the low degree of automation and efficiency of ordinary machine tools and the poor flexibility of automatic machine tools, special machine tools, or automatic lines, and becomes a modern method of fully functional machine tools.
10. Precision Laser Cutting
Precision laser cutting machines use high-energy pulsed lasers to cut objects. The xenon lamp is pulsed by the laser power supply to form a light wave with a certain frequency and pulse width, which is radiated on the workpiece through the concentrating cavity to locally melt and vaporize to achieve cutting.
The equipment is equipped with a high-precision CNC worktable controlled by a working PC.
During cutting, high-precision cutting and punching are performed on the laser frequency, pulse width, worktable speed, and moving direction.

Precision laser cutting has the following characteristics:
- High cutting accuracy: laser cutting machine positioning accuracy 0.05mm repeat positioning accuracy 0.03 mm.
- The laser cutting machine has a narrow slit: the focused light spot is small, which makes the power density and the material gasification degree fast. The width of the incision is generally 0.10-0.20mm
- The laser-cutting machine is fast: the cutting speed can reach 10m/min, and the maximum positioning speed can reach 30m/min, which is much faster than the wire-cutting speed.
- The cutting quality of the laser cutting machine is good: non-contact cutting, the cutting edge is little affected by heat, there is basically no thermal deformation of the workpiece, and the slump formed when the material is punched and sheared is completely avoided, and the cutting seam generally does not require secondary processing.
- No damage to the workpiece: The laser cutting head will not contact the surface of the material to ensure that the workpiece will not be scratched.
- Not affected by the shape of the workpiece: The laser processing is flexible, can process any graphics, and can cut pipes and other special-shaped materials.
- Laser cutters can cut a variety of materials: plastic, wood, PVC leather, textiles, plexiglass, etc.
- Save mold investment: laser processing does not require molds, no mold consumption, and no need to repair molds, save time for mold replacement, saves processing costs, and reduces production costs, especially for the processing of large products.
- Material saving: Using computer programming, products of different shapes can be cut to maximize the utilization of materials.
- Improve sample delivery speed: After the product drawing is formed, laser processing can be carried out immediately, and the physical object of the new product can be obtained in the shortest time.



