Name des Produkts: Laufflächenwelle
Anwendung: Es wird in der Luft- und Raumfahrt verwendet.
Material: 304 Rostfreier Stahl
Die Merkmale der Drehbearbeitung von Edelstahl 304
-
Die Schnittkraft ist groß
Die Härte ist nicht hoch von 304 austenitischen Edelstahl (die Härte ≤ 187Hbs), weil es eine Menge von Cr, Ni, Mn und andere Elemente enthält, und es gibt eine gute Plastizität (die prozentuale Dehnung nach dem Bruchδ5≥40%, prozentuale Reduzierung der Fläche ψ≥60%). Es hat große plastische Verformung in den Schneidprozess, vor allem bei einer höheren Temperatur kann immer noch eine hohe Festigkeit (die Festigkeit der gewöhnlichen Stahl sinkt deutlich, wenn die Schneidtemperatur steigt), die zu den großen Schnittkraft von AISI 304 austenitischen Edelstahl führen wird. Unter konventionellen Schneiden Bedingungen, die Einheit Schnittkraft ist bis zu 2450MPa von AISI 304 Edelstahl, mehr als 25% höher als 45 Stahl.
-
Starke Arbeitsverhärtung
AISI 304 Edelstahl ist durch offensichtliche plastische Verformung beim Schneiden begleitet, wird das Material Gitter produzieren schwere Verzerrung. Gleichzeitig wird aufgrund der Stabilität der Austenitstrukturdefekte ein kleiner Teil des Austenits in diesem Prozess zu Martensit. Darüber hinaus zersetzen sich die Verunreinigungen im Austenit durch die Hitze während des Schneidprozesses, und die verstreuten Verunreinigungen bilden eine gehärtete Schicht auf der Oberfläche, wodurch das Phänomen der Kaltverfestigung sehr deutlich wird. Nach dem Härten beträgt die Festigkeit von σb mehr als 1500 MPa, und die Tiefe der gehärteten Schicht beträgt 0,1-0,3 mm.
-
Hohe lokale Temperatur im Schnittbereich
Der rostfreie Stahl AISI304 erfordert eine große Schneidkraft und die Späne lassen sich nicht leicht abtrennen. Infolgedessen verbraucht die Trennung der Späne mehr Funktion. Der Schneidkopf von rostfreiem Stahl AISI 304 ist etwa 50% höher als der von Baustahl unter normalen Bedingungen. Austenitische rostfreie Stähle haben eine schlechte Wärmeleitfähigkeit, die Wärmeleitfähigkeit von AISI 304 rostfreiem Stahl beträgt 16,3-21,5 W/m-K, was nur ein Drittel der Wärmeleitfähigkeit von 45 Stahl ist.
Daher ist die Temperatur des Schneidbereichs höher (in der Regel sollte die von den Spänen während des Schneidens abgeführte Wärme mehr als 70% des Schneidkopfs ausmachen). Ein großer Teil der Schneidwärme konzentriert sich in der Schneidzone und der Kontaktfläche "Schneidwerkzeug-Span", und die auf das Werkzeug übertragene Wärme beträgt bis zu 20% (dieser Wert beträgt nur 9% beim Schneiden von gewöhnlichem Kohlenstoffstahl). Unter den gleichen Schneidbedingungen ist die Schneidtemperatur von AISI304 Edelstahl etwa 200-300℃ höher als die von 45 Stahl.
-
Schneidewerkzeuge sind anfällig für Klebstoffverschleiß
Aufgrund der Hochtemperaturfestigkeit des austenitischen rostfreien Stahls ist die Tendenz zur Kaltverfestigung groß. Daher ist die Schneidebelastung zwischen dem austenitischen rostfreien Stahl und dem Werkzeug hoch und der Span wird aufgrund der Affinitätstendenz zwischen dem Schneideprozess und dem Werkzeug erheblich vergrößert, was unweigerlich zu einer Bindung, Diffusion und anderen Phänomenen führt und einen "Spantumor" erzeugt, der zu einem Verschleiß der Werkzeughaftung führt. Insbesondere der harte Einschluss, der durch einen kleinen Teil des Hartmetalls gebildet wird, beschleunigt den Werkzeugverschleiß und verursacht sogar den Zusammenbruch der Schneide, was die Lebensdauer des Werkzeugs stark reduziert und auch die Oberflächenqualität der bearbeiteten Teile beeinträchtigt.
Verarbeitungstechnik
Die Anzahl der Werkzeuge: 5 Werkzeuge
Typ des Werkzeugs: 2mm Zentrierbohrer, 2mm Legierungsbohrer, 45°rundes Drehwerkzeug, 55°Schraubenschneider, 2mm Abstechwerkzeug
Herstellungsverfahren
1. Flache Stirnseite, Verarbeitung 2mm Mittelpunkt.
2. Schruppen und Schlichten Drehen Exzirkel ∅4mm, ∅4,8mm, ∅6mm, und Außendurchmesser Abmessungen für 5/16-24 Gewinde und 1/4-28 Gewinde.
3. Gewindeverarbeitung 1/4-28 und 5/16-24.
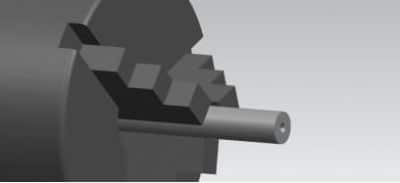
4. Fräsen Bearbeitung Dicke von 5,4 mm.
5. ∅2mm durch Lochbearbeitung.

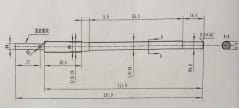
6. Schneiden der Gesamtlänge auf 131,9 mm.
7. ∅4mm Schraffur Rändelung. Da die Gewindestange zu lang und fein ist, wird die direkte Rändelung Teile eine Ablenkung, Verformung, ungleichmäßige Rändelung und andere Phänomene verursachen, so wählten wir spezielle Rändelausrüstung zu verarbeiten.
Bitte beachten Sie die folgenden fertigen Teile