 Call Us Today! (+86) 188-2253-7569
Call Us Today! (+86) 188-2253-7569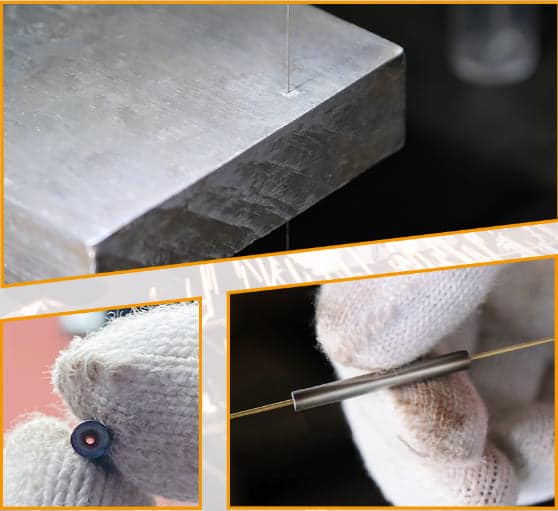
Introduction:
Electrical Discharge Machining(EDM) is a simple non-traditional process used to acquire the related shape of the material by using a simple method named Electrical Discharge.
Most experts use this method whenever barriers come within simple machining methods.
Since the industrial revolution, most industries or manufacturers have limited the product-making process.
The first thing that comes into the equation while designing the product is to ensure that our chosen manufactured method helps to bring our required specific product.
EDM (Electrical Discharge Method) has changed all types of things naturally. Contrary to conventional methods (i.e., forming any type of hard materials, casting, and more straightforward techniques like this) for acquiring the results, EDM can quickly get fruitful results with much more accuracy using digital inputs.
Here in this article, we have to get a closer eye to understand the process of Electrical Discharge Machining along with its multiple types.
For the ease of readers, we have also discussed its pros and cons on the industrial level.

What is Electrical Discharge Machining?
It is a simple heat-based elimination manufacturing process. The primary purpose of using this is because it converts electrical Discharge into simple thermal energy, which melts or evaporates excess materials from a workpiece.
A method sometimes contradicts superficial erosion to extract the required cuts and shapes from the raw materials.
Most people call it spark eroding & machining and wire erosion. It uses electrical Discharge.
The process works with suitable conductor materials because EDM is based on electrical conduction.
The method is dependent on showing high-performance quotes despite the hardness of the material and softeners, but the condition is that the material must have good electrical conductivity.
Consequently, electrical discharge machining cuts higher, more challenging materials such as tungsten carbide and Inconel.
Most of the time, cutting materials using traditional simple methods such as mining is not possible to cut Complex shapes, so to cut such types of materials, expert engineers try to use EDM.
But this process is limited to mechanisms such as deep cavities and high-level internal edges that cannot be achieved using the EDM Machining process.
Working Process of Electric Charge Machining
When we talk about the working process of EDM, consists of two essential parts: the first one is the electrode, and the other is the workpiece material.
Each side of the parts is connected to one end of the power supply. The electrode is connected to one side of the charge, and the other workplace is loaded with the next side of control.
When these two electricity charges come close to each other white light electrical spark creates and boobs from the electrode site to the work side.
The spark production is due to the difference in potential between these two. This part creates a high temperature Ranging between 8000 degree Celsius to 12000 degrees Celsius.
This item caused the material to melt out.
Such a high-temperature type is unnecessary for insulating materials and dielectric fluids. In the process, the workpiece and electrode are connected in the dielectric fluid.
The primary purpose of the dielectric fluid is to control the electric spark. It also acts as a temperature minimizer and dissolves the small particles in the process.
This eroded means small particles are sized between two micrometers or sometimes more minor than this size. Just for consideration, an average human hair size is almost 70 micrometers thick.
These eroded particles (from EDM) are so small that their size is comparable to the size of smoke and dust particles.
So, in the final ending, we can easily acquire a very high level of precision through this (EDM) process.
One important thing to note is that this process is free from human usage. So, it is controlled by itself. The exact process is being operated or used in automatic models in the three-dimensional CAD programs.

Types of Electrical Discharge Machining
Depending on the size of the electrode and the set-up of the electrode, the Process is unique and straightforward. We can get many different sizes and shapes of materials.
Due to all of these features, it is further subdivided into different types and categories. Their details are discussed below:
1. Sinker EDM
This is a simple type of this process. Sometimes it is named die sinking, ram EDM, and cavity type.
It is called Cavity taped due to its production of complex Cavity-shaped object formation such as Plastic Injection Molding.
The sinking process uses pre-graphite or pre-machined copper electrodes, which are used to form a positive type required imaging.
Then there is another process of converting the electrode into a workpiece, which further forms a negative of the required material shape.
Some other factors may affect the choice of electrode material in such types of EDM.
These factors are electrode resistance and its conduction part, which is much easier to use in a machine than simple copper material.
However, Copper is much stronger than other, more conductive materials.

2. Hole EDM
Hole edm is a simple and particular type of this process. It uses tubular electrodes to grind small and deep cavities into some suitable materials.
Their working principle is the same as the other EDM processes, but one difference is that electric fluid is supplied to the machining site through the electrode itself.
Contrary to other drilling methods, this type can machine tiny and narrow holes. Additionally, cavities do not require a deburring method.
Not viewing the metal hardness, features, and style of the material, this is a more straightforward method to get the precise holes than other simple methods.
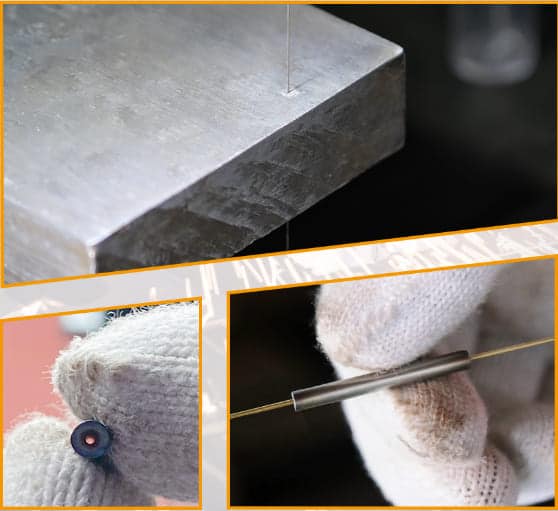
3. Wire EDM
It is a popular process of getting electrical discharge mechanisms. It includes using brass wire or sometimes thin Copper to cut the wire piece side.
In this case, a thin wire behaves like an electrode. The dielectric usually uses deionized water. The wire is wholly unfurled from an auto-generated feed using a spool during the whole process.
Electrical Discharge is compromised with the workpiece and the wire. So, the cut can be a different discharge path.
This approach works in a very stable manner. Sometimes, engineers and experts must note the wire must pass through the workpiece section completely.
Applications of Electrical Discharge Machining
EDM is the best alternative for coping with simple machining methods while making electrically conductive materials.
Regarding its industrial use, it is used in a wide range of aerospace. It is essential to make the best use of surgical instruments like dental parts, implants, and surgical tools.
This technique is used in the following applications to get accurate and correct results.
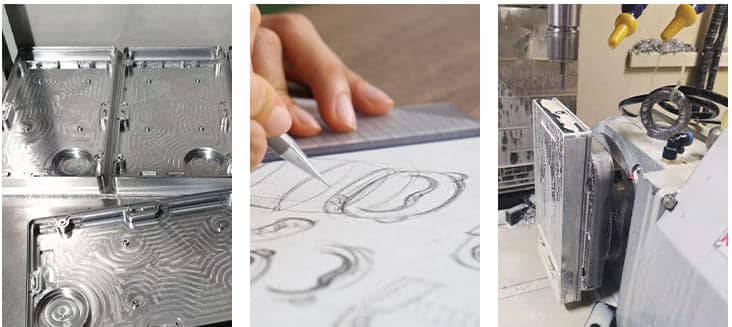
1. Die Casting
Die casting can be achievable through the EDM mechanism. Highly tailored dies need a high level of accuracy for manufacturing them.
These dies featured a lot of specifications in it, i.e., high-edge internal corners, deep through ribs and other loaded specifications in it.
These dies are constructed from very hard alloys in it. When we complicate them more, obtaining this using simple ordinary steps is complicated.
The heat treatment process may reduce the accuracy of these steel alloys. So, EMD is more prior and proficient than the other simple methods.

2. Injection Molding
This process depends on getting the correct dimension, best shape, and sufficient depth of the object. It’s the necessary Injection molding that most manufacturers often use. In the injection molding process, wire EDM type is used.
This is the best method because it uses multiple different and challenging workpieces. This is the best method to use in EDM due to high precision results and the best surface to finish.
3. Small Hole Drilling
The EDM process comes into the equation when acquiring minor hole drilling of the hard materials.
Most manufacturers thought hard materials could not be achieved to get a small hole. The small hole Drilling method is very accurate.
The hole drilling process is loaded with a small electrode tube made up of brass, and this tube aims to get the path within the material.
This tube helps to make any hole by keeping its dimensions. This process is leading and most important is that it can easily make any challenging spots at any inclined face.
Advantages of Electrical Discharge Mechanism
EMD gives a lot of advantages over traditional and simple methods used for machining purposes. Here are some of the benefits. Let’s look at them.
- This process is used for any hard materials and also in the process of heat-treated situations.
- Applicable to every readily conductive material
- Any challenging and complex products (produced initially from the tool) can be easily reproduced.
- An easy method to produce challenging and erosion-resistant surfaces on the surface of dies
- The fragile formation can be achievable with more extraordinary performance
- It’s better cooling, and lubricants are useable as higher tool life.
- Takes significantly less machining time than other traditional machining methods
- Better results are produced, which are approximately up to 0.2 microns.
- There is no machinery stress implemented on the materials.
When to USE This Method
There are some instruments (applications) where the EDM machining method is used, which are given here:
- Laser Drilling (Sometimes called Micro Hole Drilling)
- Removing Broken Drills from the workpiece
- Removing Sharp Inside Edges
- Platting on hard materials
- Removing Exclusions
- Constructing Injection molded tools
- Drilling the sharp holes
- Rotary Forms Cutting
Final Remarks About Electrical Discharge Machining
The Electrical Discharge Machining process is up to mark regarding the highly demanding machining process.
This process helped many constructors and engineers assemble and redesign materials where traditional machining methods are impossible.
This best method is used to create the best quality, functional designs.
Moreover, the ability of the procedure to reshape the rigid materials made it an attractive option while working with high materials like Inconel and tungsten carbide materials.
But the machining process could be faster to operate, so the process where a large number of production is required is not suitable.



