


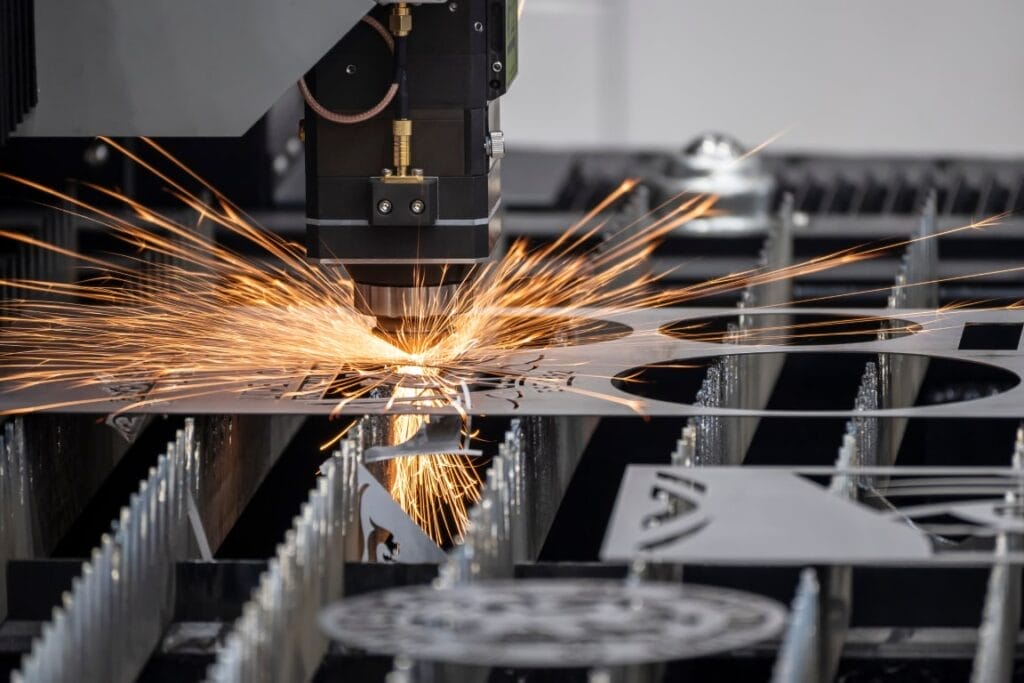
Aerospace CNC Machining Company: 5-Axis Aircraft Parts Supplier
Yijin Solution delivers precision 5-axis CNC machining for aircraft and aerospace components. We specialize in complex geometries, tight tolerances, and high-performance materials. Our solutions meet strict aviation standards while reducing production timelines. Trust Yijin Solution for reliable aerospace CNC machining services.
- ⬤Service
- ⬤Your Details
- ⬤Submit


Aerospace Materials Comparison
Selecting the right material for aerospace components requires balancing weight, strength, and temperature resistance. Our experience spans various high-performance materials:
| Material (E) | Properties (A) | Applications (V) |
|---|---|---|
| Titanium Alloys | Exceptional strength-to-weight ratio, corrosion resistance, temperature stability to 1,000°F | Engine components, structural frames, landing gear |
| Aluminum Alloys | Lightweight, good machinability, excellent thermal conductivity | Fuselage components, wing structures, interior fittings |
| Inconel | Superior heat resistance up to 2,200°F, excellent strength retention at high temperatures | Turbine blades, exhaust systems, combustion chambers |
| High-Temperature Composites | Tailored properties, very lightweight, high stiffness | Interior components, non-load bearing structures |
When comparing titanium and aluminum for aerospace applications, engineers must consider the specific requirements of each component. Titanium offers superior strength but at higher cost, while aluminum provides excellent value for less demanding applications.


Custom Aerospace 5-Axis CNC Machining
We craft custom aerospace parts using advanced 5-axis machines for unmatched accuracy. Our technology handles intricate designs, from turbine blades to structural aircraft components. We CNC machine titanium, aluminum alloys, and high-temperature composites. Every part undergoes rigorous quality checks to ensure compliance with industry standards, including specialized capabilities such as CNC screw-machining for aviation to support critical applications in aerospace engineering.

Our 5-Axis Aerospace CNC Machining Services
- Prototyping: Rapid production of functional prototypes for testing and validation.
- High-volume production: Scalable solutions for bulk orders without compromising precision.
- Complex geometries: Machining of curved surfaces, undercuts, and thin-walled structures.
- Material versatility: Expertise in titanium, Inconel, 7075 aluminum, and composites.
- Tight tolerances: Achieve ±0.003” or tighter for critical aerospace applications.
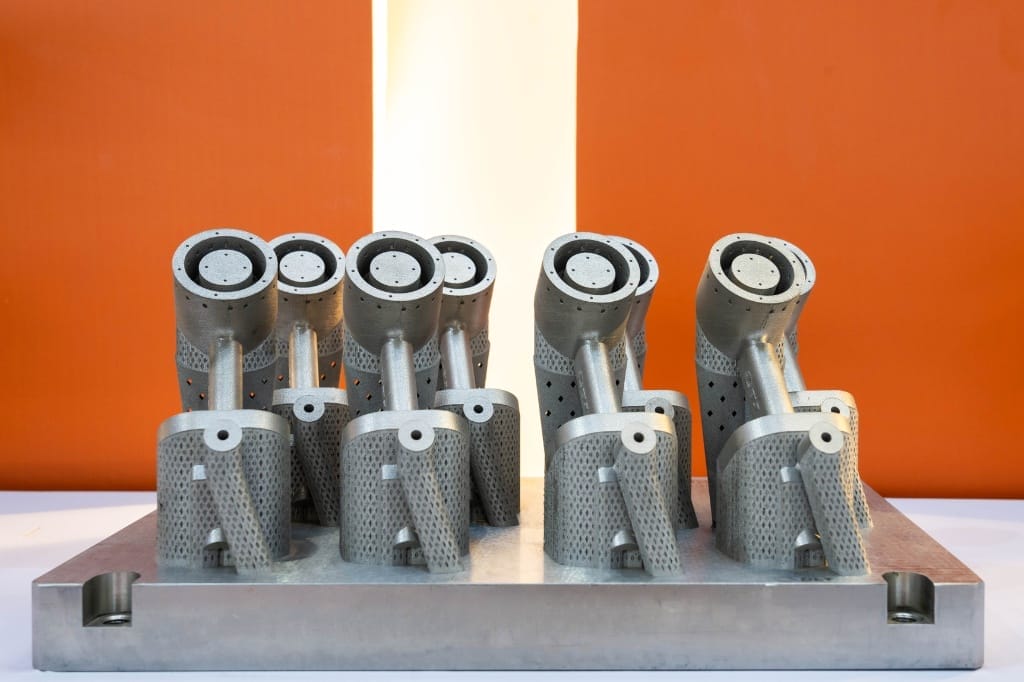
Types of 5-Axis Aerospace Parts
We produce components for engines, airframes, and avionics systems. Common parts include:
- Turbine blades: High-temperature resistance with aerodynamic profiles
- Brackets: Lightweight designs for structural support
- Housings: Durable enclosures for sensors and electrical systems.
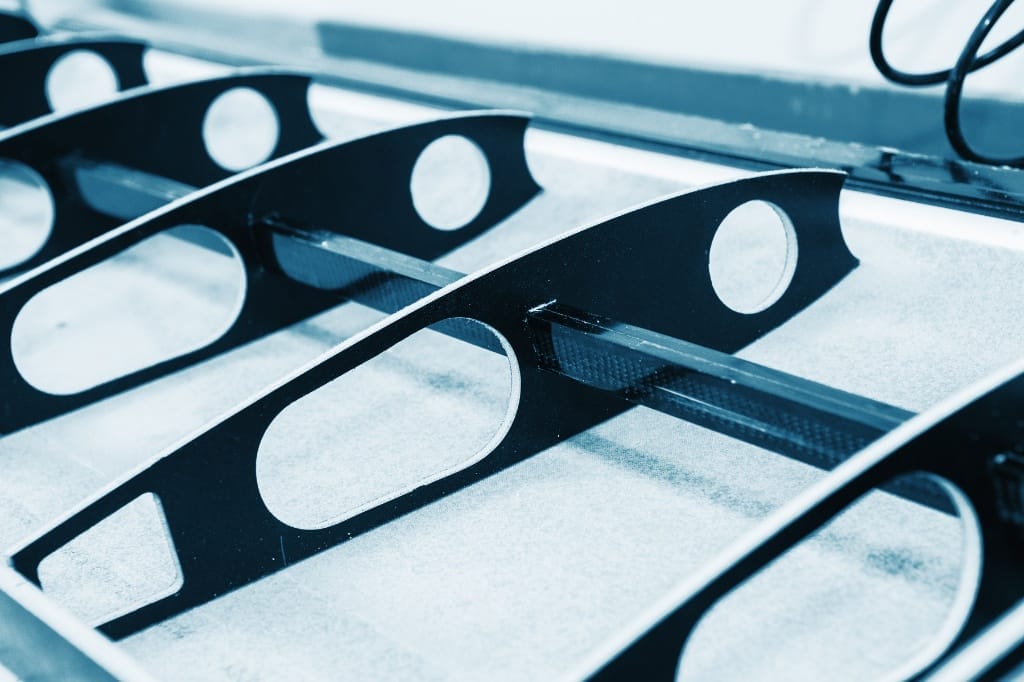
- Wing ribs: Complex contours for optimal airflow
- Landing gear parts: High-strength alloys for load-bearing applications
Surface Treatment for Custom Aircraft Parts
Aerospace components require specialized surface treatments to withstand extreme conditions:
Protective Treatments
- Anodizing for aluminum components: Creates a hard, corrosion-resistant oxide layer that can be dyed for identification
- Chemical conversion coatings: Provides corrosion protection and paint adhesion properties
- Passivation: Removes free iron from stainless steel components to prevent oxidation
Performance Enhancing Treatments
- PVD coating: Applies wear-resistant layers measuring just microns thick
- Shot peening: Increases fatigue strength in high-stress components
- Dry film lubricants: Reduces friction in moving assemblies without liquid lubricants
Additional standard treatments include:
- Anodizing: Improves corrosion resistance for aluminum components
- Chemical film: Protects electrical contacts from oxidation
- Peening: Strengthens surfaces to prevent fatigue cracks

Aerospace CNC Machining: Clamping Methods
Proper clamping ensures stability and precision in aerospace CNC machining. At Yijin Solution, we use various methods based on part size, shape, and material.
Vise Clamping
Vise clamping works well for smaller aerospace parts. We use:
- Minimum 10 mm clamping height for secure grip.
- Processing height slightly above vise plane.
- Ideal for brackets and housings.
Splint Clamping
Splint clamping secures thin panels and medium-to-large components. Our approach:
- ⬤Fix splint to worktable
- ⬤Lock workpiece with screws
- ⬤Supports high-force machining of strong aerospace materials
Code Iron Clamping
For large workpieces with low clamping height, we use code iron clamping:
- ⬤Clamp corners first, then sides
- ⬤Ensures accuracy for oversized parts
- ⬤Suitable for frames and wing sections
Tool Clamping
We prevent tool movement during machining with these guidelines:
- ⬤30 mm minimum clamping length for tools over 10 mm diameter
- ⬤20 mm minimum for smaller tools
- ⬤Reduces vibration and collision risk
Vacuum Clamping
Vacuum clamping offers unique benefits for certain aerospace parts:
- ⬤Ideal for flat or slightly curved workpieces
- ⬤Prevents mechanical marks on delicate surfaces
- ⬤Useful for thin sheets and composite materials
Why Choose Yijin Solution?
We hold AS9100D and ISO 9001 certifications for quality assurance. Our 25,000 sq ft facility houses 15 5-axis CNC mills with 55” Z-axis capacity. We collaborate directly with aerospace engineers to optimize designs for manufacturability. Fast turnaround times and 24/7 project support ensure on-time delivery.

What Our Clients Say






Advanced CNC Capabilities for Aerospace
While standard 3-axis CNC machining serves many industries effectively, aerospace components often require more advanced capabilities:
3-Axis vs. 4-Axis vs. 5-Axis Comparison
- 3-axis machining: Suitable for simple aerospace brackets and flat components
- 4-axis machining: Enables cylinder-shaped components like fuel system parts
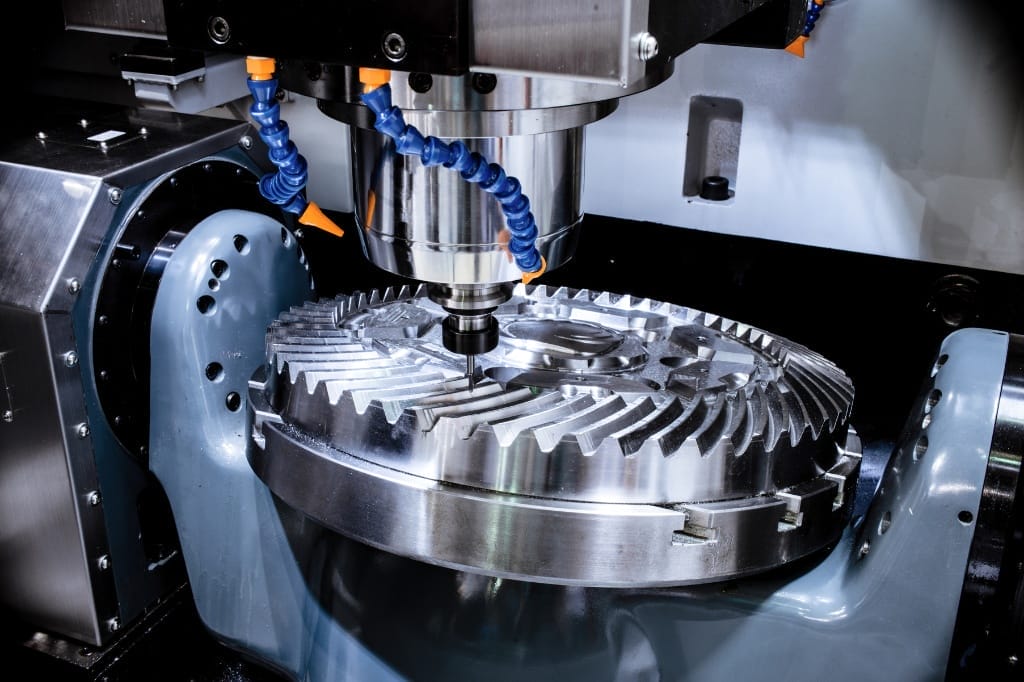
- 5-axis machining: Essential for complex contoured surfaces like turbine blades and wing structures
Our 5-axis capabilities allow us to create complex aerospace geometries in a single setup, reducing production time while maintaining aerospace-grade tolerances of ±0.003″ or tighter.


Types of 5-Axis Aerospace Parts
We produce components for engines, airframes, and avionics systems. Common parts include:
- Turbine blades: High-temperature resistance with aerodynamic profiles
- Brackets: Lightweight designs for structural support
- Housings: Durable enclosures for sensors and electrical systems.
- Wing ribs: Complex contours for optimal airflow
- Landing gear parts: High-strength alloys for load-bearing applications
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
CNC Aerospace Machining FAQs
Titanium and high-strength materials require special care during precision CNC machining. Aerospace CNC machining companies use advanced CNC machining capabilities to prevent tool wear. Aerospace CNC machining factories rely on high-quality milling machines and cooling techniques. Aerospace CNC machining manufacturers ensure the highest quality for efficiently machining aerospace parts.
Aerospace industry components need specific surface finishes for durability and performance. Precision machining enhances machined parts by reducing roughness and improving resistance. Aerospace CNC machining factories use fixtures and coatings of the highest quality. Aerospace CNC machining companies follow strict standards to manufacture smooth, high-quality aerospace components.
CNC machining capabilities allow complex shapes with extreme accuracy in aerospace manufacturing. Aerospace CNC machining manufacturers use 5-axis milling machines for intricate machining. Aerospace CNC machining factories design fixtures to stabilize parts during production. The aerospace industry depends on precision CNC machining for machining aerospace parts effectively.
CNC Resources

China vs US Manufacturing: CNC Costs, Reshoring, and How to Decide
A US shop and a China shop can quote the same CNC part two to three times apart. Buyers pause

IP Protection When Outsourcing CNC Machining to China
A buyer shares a full set of CAD drawings with a new supplier in China. Weeks later, a near-identical product

China CNC Machining Quality Control: AS9100 and ISO Realities
A certificate list on a supplier’s homepage does not prove much by itself. Anyone can post logos for ISO 9001,
Start today. Get parts made fast.
Free Machined Parts Design to Your Projects with Fast Turnaround Times.