 Call Us Today! (+86) 188-2253-7569
Call Us Today! (+86) 188-2253-7569



Description
I. Introduction
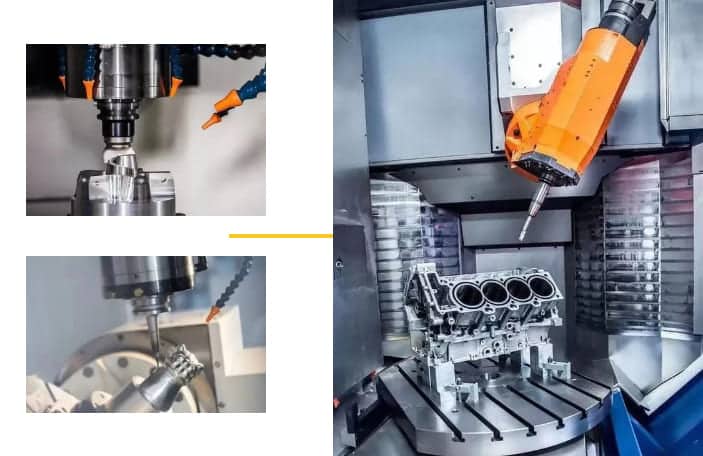
A. Overview of Stainless Steel CNC Machining:
Stainless steel CNC machining is a precise manufacturing process that utilizes computer numerical control (CNC) technology to shape and cut stainless steel materials with high accuracy.
Stainless steel, known for its corrosion resistance and durability, is a popular choice in various industries, including aerospace, automotive, and medical.
CNC machining allows for intricate designs, tight tolerances, and efficient production of stainless-steel components, making it a preferred method for creating custom parts and prototypes.
The process involves programming CNC machines to follow specific instructions, ensuring consistency and quality in the finished products.

II. Stainless Steel CNC Machining Process:
The stainless-steel CNC machining process is a highly precise manufacturing method that uses computer numerical control (CNC) technology to shape and cut stainless steel materials.
Following are the steps of Stainless-Steel CNC Machining Process.
A. Creation of Computer-Aided Design (CAD) Model:
- The first step in the procedure is creating a thorough Computer-Aided Design (CAD) model of the intended stainless steel component. CAD software allows engineers to create a virtual representation of the part, specifying dimensions, geometry, and other critical features.
B. Converting Design into Machine Code using CAM Software:
- After the CAD model is finished, Computer-Aided Manufacturing (CAM) software is used to convert the design data into machine-readable code. The toolpaths and instructions required for the CNC machine to precisely create the component are generated by CAM software. By taking this step, the design and the machining equipment are guaranteed to communicate flawlessly.
C. CNC Machine Operations: Grinding, Drilling, Turning, etc.:
1. Grinding:
- In the CNC machining of stainless steel, grinding may be employed to achieve a smooth and precise surface finish. This process involves the use of abrasive wheels to remove material, refining the part’s shape and ensuring tight tolerances.
2. Drilling:
- CNC drilling operations are utilized to create holes of varying sizes and depths in the stainless-steel component. The CNC machine precisely positions the drill to accurately execute the specified patterns and configurations.
3. Turning:
- Turning operations involve the rotation of the stainless steel workpiece on a CNC lathe. The cutting tool, controlled by the CNC machine, removes material from the rotating part, shaping it into the desired form.
4. Milling:
- In CNC milling, material is removed from the stainless steel workpiece by means of spinning cutting tools. This versatile process can produce a wide range of shapes, including slots, pockets, and complex geometries.
5. Machining Centers:
- CNC machining centers integrate multiple machining processes into a single setup, allowing for increased efficiency and precision. These centers may combine milling, drilling, and other operations to produce intricate stainless steel components in a streamlined manner.
6. Finishing Processes:
- After the primary machining operations, additional finishing processes may be applied to enhance the surface quality of the stainless steel components. This can include processes like polishing or coating to meet specific aesthetic and functional requirements.

III. Different Types of Stainless Steel for CNC Machining:
Stainless steel is a versatile material with various alloy compositions, each designed to meet specific needs in terms of corrosion resistance, strength, and other properties.
When it comes to CNC machining, different types of stainless steel are chosen based on the requirements of the application.
Below are some common types of stainless steel used in CNC machining:
A. Austenitic Stainless Steel:
- Characteristics: Non-magnetic, excellent corrosion resistance, high ductility, and formability.
- Common Grades: 304 (most widely used), 316, 321, 347.
- Applications: Generally used in food and chemical processing equipment and medical equipment.
B. Martensitic Stainless Steel:
- Characteristics: Compared to austenitic stainless steel, this type of steel is magnetic, strong, and resistant to wear, but it is less resistant to corrosion.
- Common Grades: 410, 420, 440C.
- Applications: Often used in cutting tools, knives, and bearings.
C. Ferritic Stainless Steel:
- Characteristics: Compared to austenitic stainless steel, this type of steel is magnetic, strong, and resistant to wear, but it is less resistant to corrosion.
- Common Grades: 430, 409.
- Applications: Commonly used in automotive exhaust systems.
D. Duplex Stainless Steel:
- Characteristics: combination of ferritic and austenitic stainless steels, providing excellent strength and resistance to corrosion.
- Common Grades: 2205 (most common duplex grade).
- Applications: Generally used in chemical processing, oil and gas, and marine applications .
E. Precipitation-Hardening Stainless Steel:
- Characteristics: Can be hardened through heat treatment, offering a combination of high strength and corrosion resistance.
- Common Grades: 17-4 PH, 15-5 PH.
- Applications: Aerospace components, chemical processing equipment, and other applications requiring high strength and corrosion resistance.
IV. Understanding Different Grades of Stainless Steel:
Stainless Steel comes with various grades and each grades have unique identity and properties.
Here’s an overview of some common grades:
A. Alloy 302:
- Composition: Alloy 302 contains chromium and nickel.
- Characteristics: Offers good corrosion resistance, high strength, and ease of fabrication.
- Applications: Commonly used in springs, washers, and kitchen utensils.
B. Alloy 303:
- Composition: Alloy 303 contains added sulfur.
- Characteristics: Good corrosion resistance, machinability, and weldability.
- Applications: Suitable for machining operations, often used in nuts, bolts, and gears.
C. Alloy 304:
- Composition: Alloy 304 contains chromium and nickel.
- Characteristics: Excellent corrosion resistance, ease of fabrication, and non-reactivity with food.
- Applications: Widely used in kitchen equipment, chemical containers, and architectural applications.
D. Alloy 316:
- Composition: Alloy 316 contains chromium, nickel, and molybdenum.
- Characteristics: Enhanced corrosion resistance, especially in harsh environments.
- Applications: Commonly used in marine environments, chemical processing, and medical devices.

V. Benefits of Stainless Steel in CNC Machining
Stainless steel is a favoured material for many applications because it provides various advantages for CNC machining. Here are a few main benefits:
1. Corrosion Resistance:
- Stainless steel is very resilient to rust, corrosion, and deformation. This feature is essential in situations where exposure to chemicals, dampness, or adverse weather conditions are concerns. It ensures the longevity and durability of machined components.
2. High Strength:
- Stainless steel exhibits excellent strength characteristics, providing structural integrity and durability to machined parts. This is especially helpful in applications where significant loads or mechanical stress are applied to the components.
3. Hygienic Properties:
- In industries such as food processing, pharmaceuticals, and medical devices, stainless steel’s hygienic properties are critical. It is easy to clean, non-reactive with food or chemicals, and resistant to bacterial growth, making it suitable for applications with stringent hygiene standards.
4. Versatility in Machining:
- Stainless steel is well-suited for CNC machining processes. It can be machined into complex shapes and tolerances with high precision. The versatility of stainless steel in CNC machining allows for the production of customized and intricate components.
5. Ease of Fabrication:
- Stainless steel is relatively easy to fabricate, weld, and machine, making it a preferred material for CNC machining. It allows for efficient production processes and the creation of complex components with tight tolerances.
6. Long-Term Cost Savings:
- While stainless steel may have a higher upfront material cost compared to some other materials, its durability, corrosion resistance, and low maintenance requirements contribute to long-term cost savings. Stainless steel components often require less frequent replacement and maintenance.
7. Wide Range of Grades:
- Stainless steel comes in various grades, each with its unique set of properties. This allows for the selection of the most suitable grade based on the specific requirements of an application, whether it’s corrosion resistance, strength, or other characteristics.
VI. Overcoming Challenges in Stainless Steel CNC Machining
While stainless steel CNC machining has many advantages, there are several issues that must be resolved for the best outcomes.
Here are some common challenges associated with stainless steel CNC machining and ways to overcome them:
1. Tool Wear and Breakage:
- Challenge: Stainless steel is a tough material, causing increased tool wear and the potential for tool breakage.
- Solution: Use high-quality, durable cutting tools made of carbide or other suitable materials. Implement regular tool inspections and replacements to maintain machining efficiency.
2. Heat Generation:
- Challenge: Stainless steel tends to generate heat during machining, affecting tool life and dimensional accuracy.
- Solution: To disperse heat and promote chip evacuation, use cutting fluids or coolants. Adjust machining parameters to balance tool speed and feed to minimize heat generation.
3.Stringent Tolerances:
- Challenge: Tight tolerances are frequently needed for stainless steel components, which can be difficult to maintain over time.
- Solution: Implement precision CNC machines and tools, and regularly calibrate and maintain equipment. Conduct thorough quality control inspections to ensure adherence to specified tolerances.
4. Chip Formation and Evacuation:
- Challenge: Long, stringy chips that stainless steel frequently produces can obstruct machining processes.
- Solution: Use chip breakers, optimized tool geometries, and appropriate cutting speeds to control chip formation.
5. Machine Rigidity:
- Challenge: Stainless steel’s hardness can place additional demands on machine rigidity, potentially affecting the accuracy of machined parts.
- Solution: Make an investment in sturdy, well-built CNC machines with powerful spindles. Ensure proper machine maintenance and calibration to maintain rigidity and accuracy.
6. Material Galling:
- Challenge: Stainless steel has a tendency to gall or seize during machining, leading to tool wear and surface imperfections.
- Solution: Use cutting fluids or lubricants to reduce friction and prevent galling. Employ specialized coatings on cutting tools to enhance lubricity and reduce friction.
7. Material Cost:
- Challenge: Stainless steel can be more expensive than other materials, affecting overall production costs.
- Solution: Optimize machining processes to minimize material wastage. Consider the long-term benefits of stainless steel, such as its corrosion resistance and durability, which can contribute to cost savings over the product lifecycle.
8. Workpiece Fixturing:
- Challenge: Stainless steel’s toughness may pose challenges in workpiece fixturing, affecting stability during machining.
- Solution: Design and implement robust workholding solutions that provide adequate stability and minimize vibrations. Ensure proper clamping to prevent workpiece movement during machining.
9. Post-Machining Surface Finish:
- Challenge: Because of its hardness, stainless steel can be difficult to achieve the correct surface finishes on.
- Solution: Utilize proper tooling, cutting speeds, and feeds to achieve the desired surface finish. Consider post-machining processes such as polishing or electropolishing to enhance the final appearance.
VII. Essential Tools and Equipment for Stainless Steel CNC Machining
Specialised tools and machinery are needed for effective stainless steel CNC machining.
The following are some necessary instruments for CNC stainless steel machining:
1. CNC Machine:
- The quality CNC machine is only key for precise stainless steel CNC machining. This CNC machine should be capable for handling hardness of material while operation this will lead to get precise finish.
2. Cutting Tools:
- Carbide and HSS cutting tools are generally used in stainless steel CNC machining due to its unique property of hardness. There are various tools such as end mills, cutter etc are chosen according to application.
3. Tool Holders:
- Tool holder are essential components in CNC machine because its used to hold the tool which will reduce the vibration while operation.
4. Coolant System:
- Stainless steel while machining produce lot of heat so, coolant is used to dissipate heat and it improve chip evacuation. Water-soluble or synthetic coolants are commonly used.
5. Measuring Instruments:
- Precision measuring instruments, including calipers, micrometers, and gauges, are essential measuring instrument is used in operation for measuring the tolerance of final job.
6. Tool Presetter:
- A tool presetter is used to measure and set tool lengths and diameters accurately before machining. This helps minimize setup time and ensures consistency in tool offsets.
7. Chip Evacuation System:
- Efficient chip evacuation is crucial in stainless steel machining to prevent chip entanglement, tool damage, and surface imperfections. Chip conveyors or high-pressure coolant systems aid in effective chip removal.
8. Spindle Speed and Feed Rate Controls:
- CNC machines equipped with precise spindle speed and feed rate controls are essential for optimizing cutting parameters. Adjusting these parameters based on the material and machining operation contributes to tool longevity and surface finish.
9. CAD/CAM Software:
- Computer-Aided Design (CAD) software is used for creating 3D models of components, while Computer-Aided Manufacturing (CAM) software generates toolpaths and G-code for CNC machining. These software tools are essential for any CNC machining.
10. High-Performance Filters:
- High-performance filtration systems are important for maintaining the quality of cutting fluids. Clean cutting fluids contribute to better tool performance, improved surface finish, and overall machining efficiency.
11. Tool Coatings:
- Coated cutting tools, such as TiN (Titanium Nitride) or TiCN (Titanium Carbonitride), can enhance tool life and performance. Coatings reduce friction, improve wear resistance, and contribute to better surface finishes.
12. Deburring Tools:
- Burrs and sharp edges are timely removed while CNC machining by using deburring tool.
Having use of right tool and right equipment with skilled operation is essential for any successful stainless steel machining operation.
Precautions for Stainless Steel Machining
Featuring corrosion resistance and high temperature resistance, the stainless steel is used to manufactured various products that we can see in our daily life.
As a alloy material, the stainless steel has different crystalline phases which changes correspondingly as the temperature changes.
So what needs the operator’s attention during stainless steel machining?