 Call Us Today! (+86) 188-2253-7569
Call Us Today! (+86) 188-2253-7569
Large-size hexagonal bolts are produced by a high-strength fastener company, the specifications are M48 to M64, and the materials are 42CrMoA, 40CrNiM0, and other medium carbon alloy structural steels.
In the process of cutting, forging, and heat treatment of the bolt, especially after the heat treatment, Bolt cracks of different forms were found.
The total amount of Bolt Crack is less than 5% of the output, but it seriously affects the quality of the bolt and the subsequent processes.
Most Bolt cracks are transverse cracks and hexagonal plane cracks, but there are also other types of bolt cracks.
From the perspective of the cracks produced by the bolts, the bolted crack is caused by three reasons: raw materials, forging, and heat treatment.
Following, different angles and different aspects, YIJIN hardware experts will analyze the cause of the bolt crack one by one.
Bolt Crack Caused by Raw Materials Factor
Factors of Alloying Elements
(1) Carbon is an important factor affecting the tendency of quenching. As the carbon content increases, the MS point decreases, and the tendency to quench cracks increases.
Therefore, under the condition of satisfying the basic properties such as hardness and strength, a lower carbon content should be selected as far as possible to ensure that it is not easy to quench.
(2) Alloying elements are also the main reason for the influence of quenching cracking tendency, which is reflected in the influence of hardenability, martensitic phase transition point, grain size growth tendency, and decarburization.
Alloying elements affect the tendency of quenching by their effect on hardenability. Generally speaking, with more alloying elements, the hardenability increases, and the tendency of quenching cracking increases, but at the same time the hardenability increases.
A quenching medium with a weak cooling capacity can be used to reduce quenching deformation to prevent product deformation and cracking.
Therefore, for parts with complex shapes, to avoid quenching cracks, it is a better choice to choose steel with good hardenability and a quenching medium with weak cooling ability.
Generally speaking, the lower the MS point is, the greater the tendency of quenching is.
When the MS point is high, the martensite generated by the phase transformation may be self-tempered immediately, to eliminate part of the phase transformation stress and avoid the occurrence of quenching.
Therefore, when the carbon content is determined, the material with a small amount of alloying elements should be selected (the premise is to ensure that the material meets the technical conditions and performance requirements of the product), or the steel grade containing elements that have little influence on MS point.
Factors of Original Organization
The existence of unfavorable factors in the original tissue is also an important reason for the formation of Bolt Cracks:
(1) If the Microstructure in the original structure is poor, there are banded structures, mesh structures, or inclusions that exceed the technical requirements, these poor original structures are defects in the material and an important cause of Bolt Crack.
(2) If there are hairlines or micro-cracks in the raw material, it is the initial cause of the formation of the Bolt Cracks.
In the subsequent processing process, such as the forging or heat treatment process, the defects of these materials will appear with the gradual increase of internal stress as the process progresses.
In the heating process, with the increase of stress, the defect will be accompanied by deformation, and will further grow and expand.
For example, under the dual action of stress and strain, hairlines will gradually expand and develop, and eventually, a Bolt Crack will form (see Figure 1).
In Figure 2, the longitudinal crack of the bolt appears more clearly and is visible.
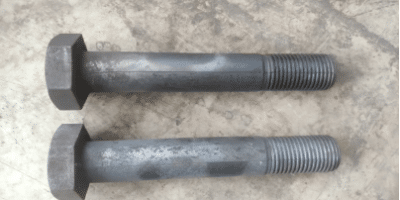
Figure 1. Longitudinal cracks in bolts
In the national standard GB/ T3077-2008 alloy Structural Steel, it is clearly stated in section 6.5.1 of the medium-low structure: There shall be no visible shrinkage holes, bubbles, cracks, inclusions, white spots, and intergranular cracks on the test pieces of the cross-sectional acid leaching low-power tissue of steel.
In section 6.6.1 of Surface Quality of Alloy Structural Steels, it is clear that Cracks, scarring, folding, and inclusion are not allowed on the surface of the steel used for pressure machining, and such defects must be removed.

Figure 2. Longitudinal cracks in bolts

Figure 3. Transverse cracks in bolts
In the standard of high-strength fasteners, cracks are not allowed to exist. Now longitudinal cracks exist in bolts, although they appear during forging or after heat treatment;
But it does reflect that there are defects in the raw materials, which are exposed in the subsequent hot processing;
Cracks and streaks are usually inherent defects in the raw materials for manufacturing fasteners.
Text description from Figure 4: Cracks and streaks are often inherent in the raw materials used to make fasteners.
From Figure 4, it can be further clearly recognized that under the action of heating expansion, the cracks change from hidden cracks and tiny hairlines to dominant cracks under the dual action of heat and internal stress.
This kind of longitudinal crack formation is caused by the poor original organization of the raw materials, but it is reflected in the thermal processing technology.
The pictures and descriptions in the standard are very similar to the cracking of the company’s products.
For details, see Figure 4 below. Explain that the reason for the cracks is explained, and the picture also clearly shows the orientation and shape of the streak, which is exactly the same as shown in Figure 1 and Figure 2.
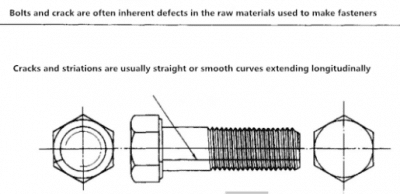
Figure 4. Description of the longitudinal crack of the bolt in the national standard
Defects in The Bolt Forging Forming Process
Causes of Forging Cracks
(1) Raw material cracks: The raw material has cracks, which will be reflected in the forging process. As the forging progresses, under the dual effects of stress and strain, tiny cracks will expand to form obvious cracks;
Whether there is surface decarburization in forging, it will also crack. Generally, the crack decarburization depth is greater than or equal to the surface decarburization depth, which is the raw material crack.
(2) Forging process problem: In the process of bolt forging, if the temperature is relatively high and the temperature exceeds the requirements of the process, then in the process of processing deformation, overheating will also expand the defects of the raw material and cause cracks.
If the heating temperature is too high, coarse grains will be formed, brittleness will increase, and the possibility of crack propagation will increase;
If the heating is uneven or insufficient, the stress will be uneven during deformation and the stress between the tissues will increase, which will cause micro-cracks, which will form micro-cracks after expansion.

Figure 5. Bolts are not fully formed

Figure 6 Cracks in the head of the bolt
Reasons for Cracks in The Above Products
It can be seen from Figure 4 that the head formed by this bolt is formed because of uneven heating on the surface and core, that is, the outer ring of the bolt head has reached the temperature and began to deform.
The interior has not been heated thoroughly, therefore, in the process of pressure forging, the resistance is relatively large, under the action of the strong force, deformation is not complete, producing cracks.
It is obvious from Figure 5 that the hexagon part of the hexagon bolt is not fully formed; If the head is not fully deformed, the mixed and obtuse angles formed, it means that the head of the bolt is not fully heated, and the deformation is uneven, especially the core is not fully heated;
Under the strong force, the surface has been formed, the core does not have a sufficient heating area, and the stress is very large.
Under strong urging, the defects form cracks. The cracks are visible in Figure 6.
It can be seen from these cracks that the bolts are not fully deformed during the forging process, that is: Internal stress is very large→encountered a strong resistance→difficult deformation→ head deformation is not perfect→cracks under the internal and external stress.
It can be seen from Figures 5 and 6 that the causes of the crack on the bolt head are as follows: In the forging process, the cracking mechanism is due to uneven heating, increasing internal resistance, and then difficult deformation, resulting in the rise of internal stress.
When the forging continues, the micro-cracks, under the joint impact of internal and external stress, crack rapidly expands, forming a macroscopic crack.
It can be seen from Figure 6: In the forging process, the bolt is not completely formed, the hexagon of the head has not completed the shape, and the hexagon of the head has formed a mixed angle.
The quality is not up to the standard and does not meet the technical requirements. However, cracks appear on the surface.
The head of the bolt T-shaped cracks formed on the plane. To sum up, the above cracks are mainly the cause of deviation in the forging process.
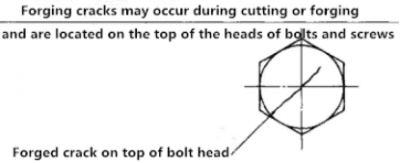
Figure 7. Forging crack on top of the bolt head
It can be seen from the figure that hexagonal bolts form cracks in the head plane, which are uneven straight lines, similar to the uneven straight cracks in GB/ T5779.3-2010 “Special Requirements for Bolts, Screws, and Studs with Surface Defects of Fasteners”. They are all linear cracks in the head plane.
Generally, such Bolt Cracks are produced during forging. It can be seen from the forging cracks on the top surface of the bolt head in Figure 7 that the cracks reflected in Figure 6 are similar to those described in Figure 7.
One is that they all appear on the hexagonal plane, and the other is that the cracks all appear straight. Forging cracks may occur in the cutting and forging process and are located at the top of the head of bolts and screws!
The forging crack on the top surface of the hexagonal head in Figure 6 is the same as the crack on the hexagonal head in Figure 7.
Heat Treatment Process Inspection
Quenching crack is a common quenching defect, and the causes are many. Because the defect of heat treatment starts from the product design, the work of preventing cracks should start from the product design.
It is necessary to correctly select materials, reasonably design the structure, put forward appropriate heat treatment technical requirements, properly arrange the process route, choose the reasonable heating temperature, heat preservation time, heating medium, cooling medium, cooling method, operation mode, etc.
We have checked the company’s heat treatment process, heat treatment parameters, heat treatment equipment, and other aspects, and compared and carefully analyzed the form of cracks in screw inspection products with national standards one by one.
Heat Treatment And Tempering Process
(1) Heat treatment equipment: The box-type multi-purpose furnace added in 2019 has stable performance.
(2) According to the material of the selected product, compare the process parameters of heat treatment: Heating temperature, heating time, cold medium, and coolant tank temperature are within the requirements of technical specifications and process requirements.
There Are No Quenching Cracks As Described Below
In the heat treatment process, due to the deviation of the process parameters, excessive internal stress and strain will be generated, which will cause quenching cracks;
Quenching cracks are usually irregular intersecting cracks and irregular plane cracks. Judging from the cracks cited in the above figure, there are no irregular cracks.
After checking the process and equipment, they all meet the technical requirements. At present, the cracks caused by the heat treatment process can be eliminated.
The quenching cracks described in the national standards do not appear in the products. The cracks analyzed above are not consistent with those described in Figure 8.
In the process of heat treatment, quenching cracks may occur due to excessive thermal stress and strain.
Quenched fractures are usually irregularly intersected and appear in irregular directions on the surface of fasteners.
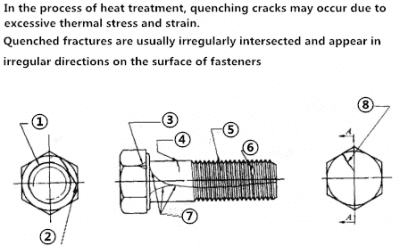
①Annular and adjacent quenching cracks at the underfilled head
Through the washer surface, and the depth of the washer surface thickness quenching fracture
③Quenched crack on the head corner
④Transverse hardening crack
⑤Quenching crack of tooth bottom
⑥ Quench cracked tooth tip, Cross-section thread loss
⑦Longitudinal hardening crack
⑧Quench crack across the top surface of the head. Usually, the crack extends to the rod or opposite the head
Conclusion
In summary, the bolt cracks were found after heat treatment, but formed before the heat treatment process. There are two main reasons for the cracks.
The quality problem of raw materials, poor organization of raw materials, and miserable defects are the main reasons for bolt cracking.
During the forging process, deviations occurred in the process, which caused uneven heating and also caused the bolt to crack.
Corrective Measures
1. Strengthen the inspection and testing of raw materials, and the materials must be inspected and tested after entering the company.
1) Material Analysis: Carry out sampling inspection and metallographic analysis according to national standards;
Check the anneal after the organization status, ribbon organization, network organization, folder distribution, and whether the material meets the requirements, and can be put into production after reaching the standard!
2) Ultrasonic detection: Detect whether there are cracks and hairlines on the surface of the material.
3) Spectral analysis: Test the alloy elements of the material, and whether meet the technical requirements; It also provides information and a basis for fine-tuning the heat treatment process.
2. Adjust The Forging Process Parameters
1) Correctly select a heating temperature, forging temperature, final forging temperature, and heating time.
2) The product must be heated to uniform internal and external temperatures before forging.
3) Control the cooling rate, stack the forged workpieces together, reduce the cooling rate of the workpieces, and effectively reduce the internal stress of the forgings.
Do not throw away the forged workpieces at will.
Thank you for reading! Any questions, contact our team members freely.
[blog_posts style=”normal” columns=”3″ columns__md=”1″ ids=”3340″ image_height=”56.25%”]



