


Metal Injection Molding Services | Complex Parts Without the Expensive Machining Costs
Metal injection molding lets us produce intricate metal components that would cost a fortune to machine—especially when you need high volumes. We’re talking about precision parts weighing anywhere from 0.1 to 100 grams, with complex shapes that traditional metalworking just can’t handle economically. Our setup combines MIM technology with CNC-Bearbeitung when needed. Whether you’re in Automobil, medizinische Geräte, Luft- und Raumfahrt, or electronics, we can hit those tight tolerances down to ±0.1 mm.
- ⬤Dienst
- ⬤Deine Details
- ⬤Einreichen


What is Metal Injection Molding?
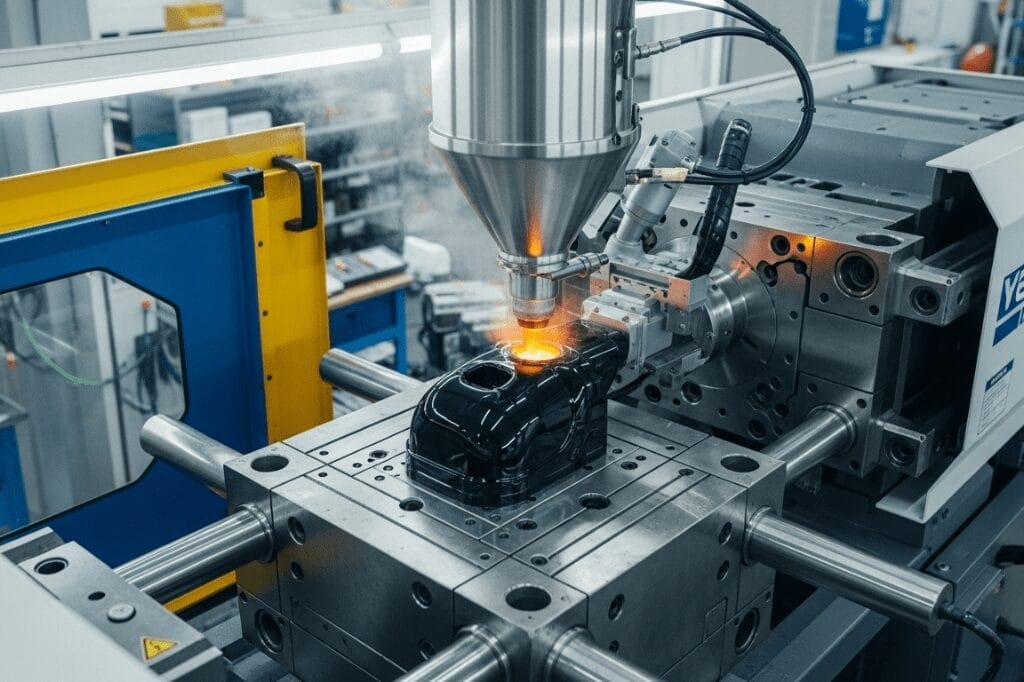
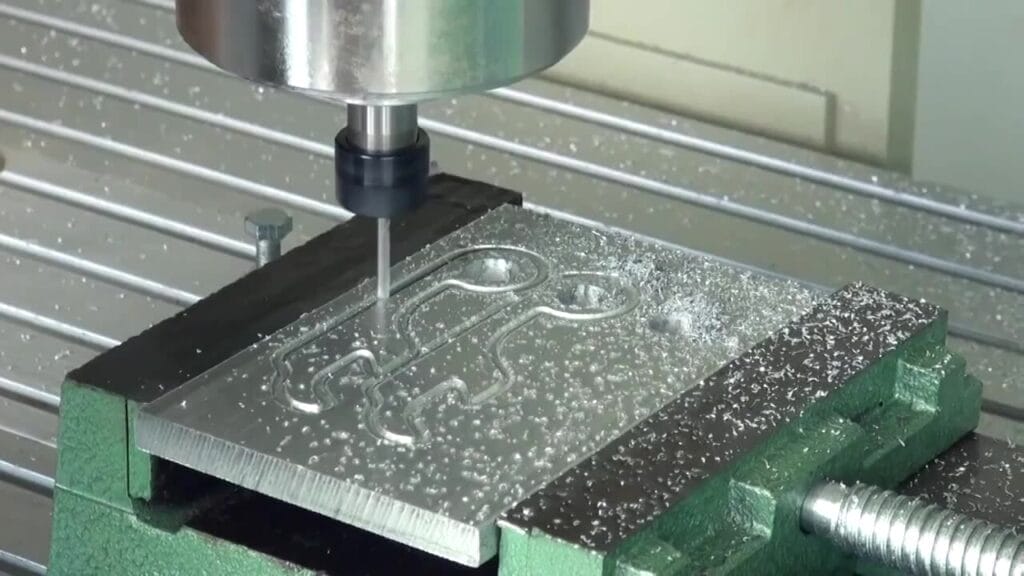
Metal injection molding combines fine metal powders with polymer binding agent to create feedstock that’s injection molded into complex shapes using metal injection molding machines, then debinded and sintered to achieve final density. The injection molding process used employs 60% metal powder mixed with 40% thermoplastic binders by volume. Final sintered parts achieve 96-99% theoretical density with mechanical properties matching wrought steel, making MIM ideal for production runs of metal components exceeding 5,000 units annually.
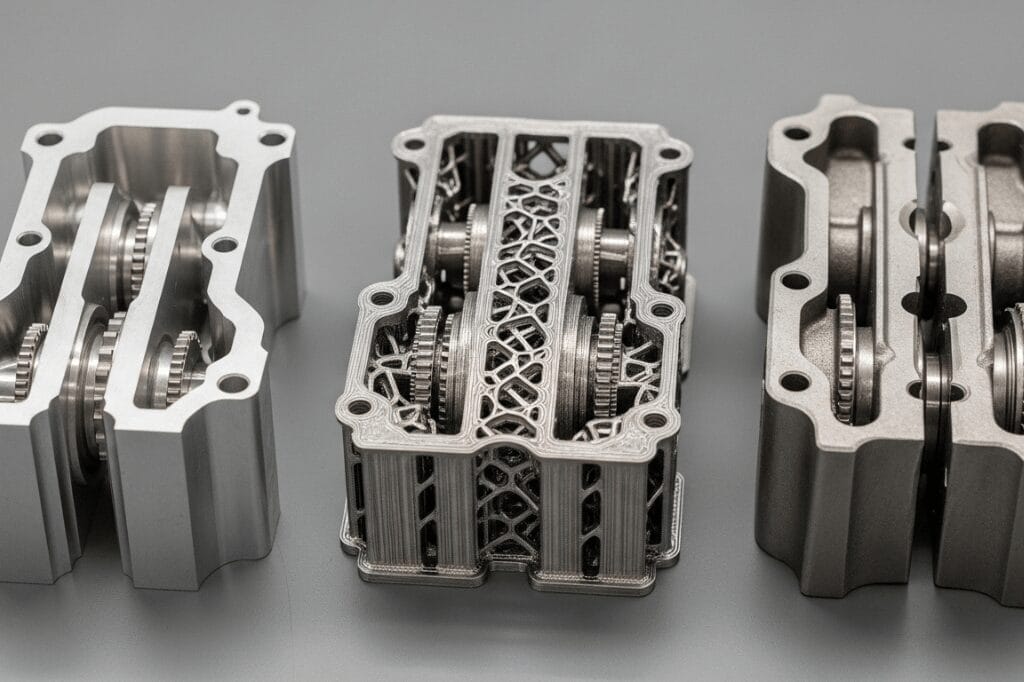
The molding process follows four stages: feedstock preparation mixes spherical metal powder (10–20 microns) with polymer binders, injection molding shapes parts at 150-200 °C with 30-60 second cycle times (maximum 100 grams per shot), debinding removes binders over 4–48 hours, and sintering densifies parts at 1200-1400 °C causing 15% linear shrinkage. The advantages of metal injection molding include producing parts with complex geometries featuring undercuts, internal features, thin walls (0.5-6 mm), and integrated threads. Unlike plastic injection molding, which limits applications to polymeric materials, injection molding metal enables high-performance components requiring superior strength.
| Methode | Toleranz | Oberflächenbehandlung | Materialabfälle |
|---|---|---|---|
| MIM | ±0.1-0.3 mm | Ra 0,8-1,6 μm | <5% |
| CNC-Bearbeitung | ±0.025-0.05 mm | Ra 0,4-3,2 μm | 40-90% |
| Feinguss | ±0,5 mm | Ra 3.2-6.3 μm | 20-50% |

Our Integrated Metal Injection Molding Services
We provide comprehensive custom metal injection molding from design assistance through final inspection, combining feedstock formulation, precision molding, controlled debinding, sintering, and secondary operations including CNC machining. Our Design for Manufacturability (DFM) analysis identifies opportunities to optimize part geometry before tooling investment. Our team of experts provides material selection guidance across a wide range of industries.
- Gestaltung & Engineering: DfM analysis with 3-5 day turnaround, mold flow simulation, tolerance analysis for components requiring precision specifications
- Production Services: Custom feedstock formulation, precision injection molding with multi-cavity molds (4-8 cavities), thermal and solvent debinding, controlled atmosphere sintering in state-of-the-art facilities
- Sekundäre Operationen: Precision CNC machining for critical features on injection molded parts, threading, heat treating, surface finishing, coating and plating
- Qualitätssicherung: First article inspection reports (FAIR), material certifications, dimensional verification per ASTM B0883, mechanical testing, metallographic analysis ensuring high-quality results


What Materials Can We Process with Metal Injection Molding?
We manufacture parts using various materials optimized for the metal injection molding process including rostfreier Stahl, low alloy Stähle, Titan, and soft magnetics. Material selection impacts performance based on mechanical strength, corrosion resistance, biocompatibility for FDA-regulated medical applications, or magnetic permeability. Our processing capabilities support both standard alloys and emerging biodegradable Fe-Mn alloys for temporary interventional medical devices.
| Legierung | Zugfestigkeit | Wichtige Eigenschaften | Anwendungen |
|---|---|---|---|
| 316L Stainless | 170 ksi | Korrosionsbeständig, biokompatibel | Medical instruments, pharmaceutical equipment |
| 17-4 PH rostfrei | 190 ksi | High strength, precipitation-hardening | Aerospace components, firearms |
| 420 Stainless | 230 ksi (HT) | Hardenable, wear resistant | Surgical blades, cutting tools |
| Ti-6Al-4V Titan | 130 ksi | Lightweight (40% lighter), biocompatible | Orthopedic implants, aerospace structures |
How does MIM Compare to CNC Machining and Other Methods?
Metal injection molding reduces manufacturing costs 40-60% compared to CNC machining for intricate metal parts exceeding 10,000 units, while producing complex shapes impossible with conventional metal processing. The process allows producing parts with excellent dimensional stability featuring undercuts, internal threads, cross-holes, and thin walls. Material utilization exceeds 95% compared to 10-60% for CNC machining.
| Produktionsvolumen | MIM Cost/Unit | CNC Cost/Unit | MIM Advantage |
|---|---|---|---|
| 10,000 units | $8-25 | $45-120 | MIM break-even |
| 100,000 units | $1.50-5 | $45-120 | 70-90% savings |

What Industries Use Metal Injection Molding?
Metal injection molding serves a wide range of industries requiring complex, precision components in high volumes. Automotive applications represent 25-30% of global MIM market with turbocharger vanes, transmission gears, sensor housings, and electric motor magnetics using soft magnetic alloys for high-performance applications. Medical and dental devices account for 15-18% using biocompatible 316L and Ti-6Al-4V for surgical instruments, orthodontic brackets (±0.05 mm tolerance), biopsy forceps, and devices used to produce extremely thin-walled structures.
Aerospace and defense applications include lightweight structural brackets (Ti-6Al-4V), actuator housings, firearm components, and UAV mechanisms. Electronics manufacturers utilize MIM for smartphone camera module housings (0.6 mm thin walls), laptop hinges, connector shields, and wearable device cases. Consumer products represent the largest segment at 30.8% revenue share according to Grand View Research, including watch cases, power tool components, and decorative hardware. Industrial applications include hydraulic valve bodies with complex internal passages, demonstrating versatility across manufacturing needs.
What Design Guidelines Should You Follow for MIM Parts?
Design for manufacturability in metal injection molding requires uniform wall thickness between 0.5-6 mm, minimum draft angles of 0.5-1°, and consideration of 15% linear shrinkage during sintering. Optimal wall thickness ranges 1.5-3 mm for most custom parts. Walls thinner than 0.5 mm risk incomplete filling of the mold cavity, while walls exceeding 10 mm create internal porosity.
- Wanddicke: Maintain 0.5-6 mm range with gradual transitions. Ribs and bosses should measure 50-60% of adjacent wall thickness for parts with complex features.
- Draft Angles: Incorporate minimum 0.5-1° on surfaces parallel to mold opening direction, facilitating ejection from injection molds.
- Holes & Features: Through-holes minimum 0.3 mm diameter, blind holes minimum 0.5 mm. Threads mold directly for coarse pitches above 0.8 mm.
- Tolerances: Standard tolerances achieve ±0.2-0.3 mm for dimensions up to 25 mm. Tighter tolerance of ±0.1 mm achievable on critical features through post-sintering sizing operations.
MIM enables consolidating multiple machined components into single parts by integrating snap fits, threaded bosses, and mounting provisions directly, eliminating assembly operations while maintaining high precision across production runs.
Why Choose Yijin Solution for Metal Injection Molding Services?
Yijin Solution combines comprehensive CNC machining expertise with advanced metal injection molding center capabilities, providing integrated manufacturing services under single-source accountability as your contract manufacturer. Our state-of-the-art equipment and dual competency allows objective process recommendations for your molding project. We manage complete requirements from design optimization through final inspection, supported by ISO 9001 quality certification.
Our metal injection molding experts maintain rigorous quality standards using state-of-the-art facilities from feedstock verification through dimensional inspection with CMM equipment. All MIM components comply with ASTM B0883 specifications with complete material traceability essential for medical device, aerospace, and automotive applications. We continuously optimize debinding and sintering parameters achieving 96-99% density consistency with first article inspection reports, dimensional verification, mechanical property testing, and metallographic analysis accompanying every project.
Was unsere Kunden sagen





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Metal Injection Molding Services FAQs
Metal injection molding initial tooling costs range $20,000-80,000 but provides 40-60% per-unit cost savings compared to CNC machining at production volumes exceeding 10,000 units annually. Break-even typically occurs between 5,000-15,000 units, depending on part complexity. The efficiency of MIM lowers operational costs through 95% material utilization, compared to 10-60% for CNC machining. MIM becomes most economical for geometrically complex small parts requiring high-volume production, where setup costs are recovered through lower per-piece manufacturing expenses and reduced secondary operations.
Metal injection molding requires 8–12 weeks for initial tooling development including mold design, tool steel fabrication, first article trials, and process optimization. Once tooling is validated, production lead times average 3–4 weeks for repeat orders including feedstock preparation, injection molding with 30-60 second cycle times, debinding over 4–48 hours, and sintering for 4–12 hours at 1200-1400 °C. High-volume orders benefit from multi-cavity molds producing 4–8 parts per cycle, enabling efficient output of thousands of components daily.
Metal injection molding tools typically achieve 500,000-1,000,000+ shot cycles before requiring major refurbishment depending on mold material selection and maintenance protocols. Tool steel grades including H13 and P20 provide durability for high-volume production with proper care including regular cleaning, lubrication, and inspection. Multi-cavity molds distributing wear across multiple impressions extend overall tool life. Critical dimensions may require periodic maintenance including cavity polishing to maintain tight tolerances, with refurbishment costs representing a small fraction of original tooling investment.
CNC-Ressourcen
How to Use Yijin Solution Online Quoting Platform
Getting a custom part quoted should not feel complicated. If you already have a drawing or 3D file ready, Yijin
Yijin Solution Launches an Online Quoting Platform
Yijin Solution has launched its new Online Quoting System, giving customers a simpler way to upload files, review pricing, and

What is a CNC Machining Certification? Types, Requirements & Industry Standards
A CNC machining certification is a documented standard that defines how a machining supplier operates. It covers process control, material
Beginnen Sie noch heute. Teile schnell herstellen lassen.
Kostenloses Design von bearbeiteten Teilen für Ihre Projekte mit schnellen Durchlaufzeiten.