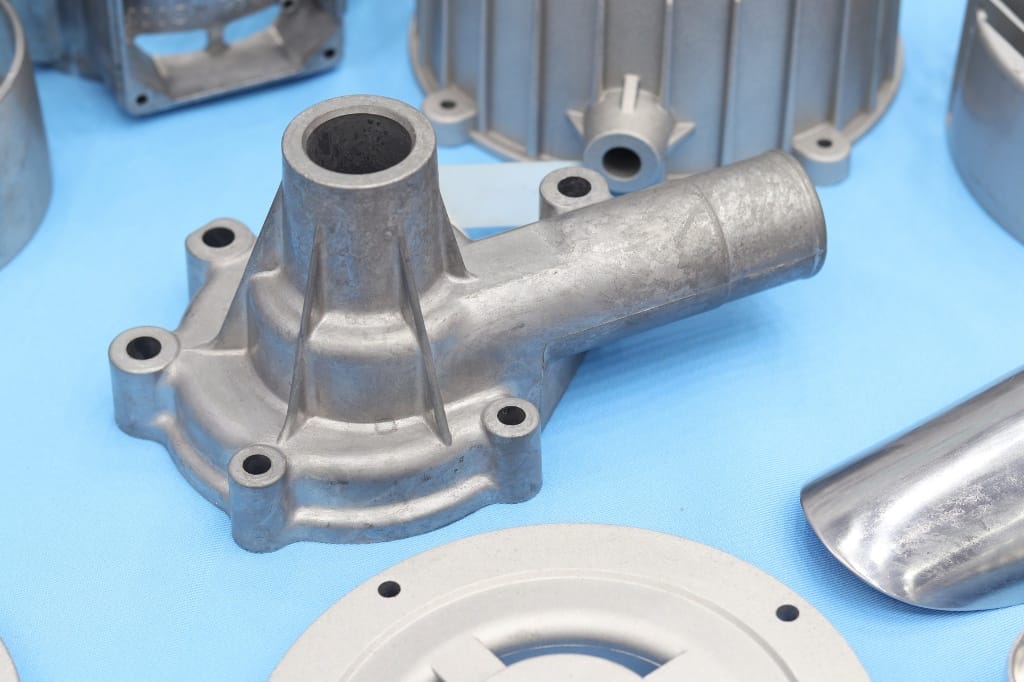
Die casting is a high-volume metal forming process that forces molten non-ferrous metal into a reusable steel mold under pressure. It produces precision parts with tight tolerances and smooth surface finishes without extensive post-machining.
When you need complex geometry, high repeatability, and fast cycle times at scale – die casting is the way to go.
But knowing whether die casting is the right fit, and which variant, alloy, and design approach to use, depends on understanding the process from the inside out. Get those decisions wrong early, and you’re locked into tooling costs and lead times that are hard to reverse. This guide covers exactly how to make the right call on die casting.
What is Die Casting?
Die casting is a manufacturing process in which molten non-ferrous metal is forced into a permanent, hardened steel mold under controlled pressure. Once the metal cools, the die opens, and the mold ejects the finished part. The die is reused across hundreds of thousands of shots.
Permanence sets die casting apart from sand casting. In sand casting, the mold is destroyed after each pour and rebuilt from scratch for the next one. A die-casting mold survives the full production run, allowing tolerances, surface finish, and part-to-part consistency to be far tighter across high-volume orders. Standard tolerances run ±0.10–±0.30 mm; precision features can be held tighter with secondary CNC operations.
Die casting earns its tooling investment at medium-to-high volumes. Below 5,000 parts per year, CNC machining or gravity die casting delivers a lower total cost.
How does Die Casting Work?
The core workflow is consistent across die casting variants, even though cycle time and method vary by alloy and machine type. Here’s how a standard die casting cycle runs from die preparation to final inspection:
| Step | Name | What Happens | Key Quality Lever |
|---|---|---|---|
| 1 | Die Preparation | Both die halves are preheated and lubricated to the target operating temperature before the first shot. | Die temperature control |
| 2 | Metal Melting | The selected alloy is melted in a separate furnace or an internal pot to the specified pour temperature. | Alloy-specific melt control |
| 3 | Die Clamping | Hydraulic clamping force closes and locks the two die halves. The clamp tonnage must exceed the injection pressure to prevent flash. | Clamp tonnage selection |
| 4 | Metal Injection / Pour | Molten metal is injected under high pressure or filled by gravity head pressure. Injection speed and pressure control fill quality. | Pressure vs. gravity fill |
| 5 | Solidification & Cooling | The metal solidifies as internal water channels remove heat. Cooling time determines cycle time and the final grain structure. | Thermal management |
| 6 | Die Opening & Ejection | The die halves separate and ejector pins push the casting out. The part typically stays in the ejector half as the die opens. | Ejector pin placement |
| 7 | Trimming & Degating | Runners, sprues, and flash are removed using trim dies or hand tools. Flash and runners go back into the melt — near‑zero material waste. | Yield / scrap control |
| 8 | Inspection | Dimensional checks, visual inspection, and non‑destructive testing as specified by the drawing. | FAI / CMM reporting |
| 9 | Secondary Operations | CNC machining adds tight‑tolerance features; surface finishing completes the part. | Tolerance stack‑up control |
What are the Main Types of Die Casting?
Die casting is not a single process. Four variants are in regular industrial use, each suited to different volume levels, alloys, and part geometries. Matching the process to the application is where the economics of a die casting program are set.
High-pressure die casting
HPDC injects molten metal into hardened H13 steel dies at 10–175 MPa. Cycle times are measured in seconds per shot, which is the right process for high-volume, thin-walled aluminum or zinc parts. Wall thickness as low as ~1.0 mm is achievable in aluminum.
The trade-off is porosity: fast injection entraps air, which limits post-cast heat treatment in standard HPDC. Vacuum die casting resolves this for applications that need both structural integrity and high-pressure forming.
Gravity die casting
In gravity die casting, metal fills the die by gravity alone. The slower fill produces denser, lower-porosity castings that can be heat-treated for higher mechanical properties. It is the preferred process for structural parts where strength matters more than speed.
The volume sweet spot is roughly 1,000–50,000 parts per year. Below 1,000 parts, sand casting or CNC machining usually wins on cost. Above 50,000, HPDC’s faster cycle time and lower piece price take over.
Low-pressure die casting
A pressurized furnace below the die pushes metal upward into the cavity at 0.03–0.15 MPa. The controlled, bottom-up fill reduces turbulence, improves metallurgical consistency, and produces a better surface finish than HPDC. It’s widely used for rotationally symmetric parts like wheels and pistons.
Vacuum die casting
A vacuum evacuates the die cavity immediately before injection. Removing the trapped air dramatically reduces porosity, producing HPDC parts that are weldable and heat-treatable. Automotive structural components rely on vacuum die casting to meet structural load requirements that standard HPDC can’t achieve.
Comparison of Die Casting Processes
Hot-chamber vs. cold-chamber die casting
The machine type is determined by the alloy you choose, not the other way around. That distinction matters because it directly affects cycle time, energy costs, and per-part price.
- Hot-chamber: The injection mechanism sits submerged in the molten metal. Cycle times reach roughly 15 shots per minute. Hot-chamber machines are the correct specification for zinc, tin, and lead.
- Cold-chamber: Metal melts in a separate furnace and is ladled into a shot sleeve manually or automatically before each injection. Cycle times are slower, but the process handles aluminum, magnesium, and copper alloys.
HPDC vs. gravity die casting: which process fits your project?
Use this table as a quick reference when choosing between the two most commonly quoted die-casting processes:
| Attribute | High-Pressure Die Casting | Gravity Die Casting |
|---|---|---|
| Injection method | High pressure | Gravity / head pressure only |
| Tooling cost | High — hardened H13 steel required | Moderate — softer steel viable |
| Volume sweet spot | 50,000+ parts/year | 1,000–50,000 parts/year |
| Cycle time | Seconds per shot | Minutes per shot |
| Min. wall thickness | ~1.0 mm | 3–5 mm typical minimum |
| Porosity level | Higher risk from entrapped air | Lower risk — slower fill |
| Heat treatable? | No | Yes — dense structure allows it |
| Tooling lead time | 12–20 weeks for complex dies | 8–14 weeks |
| Best for | High-volume, thin-walled, complex parts | Medium-volume structural parts |
If you’re unsure which process fits your part, contact us to get a DFM review before tooling begins.
Which Alloys are Used in Die Casting?
Alloy selection determines machine type, achievable wall thickness, surface finish, and final mechanical properties. Below is a table showing how the four main die-casting alloy families compare:
| Alloy | Process | Common Grades | Key Buyer Benefit | Typical Use Cases |
|---|---|---|---|---|
| Aluminum | Cold-chamber | AA 380, AA 383, AA 384 | Best strength-to-weight ratio; good corrosion resistance and thermal conductivity | Automotive housings, electronic enclosures, aerospace brackets |
| Zinc | Hot-chamber | Zamak 3, Zamak 5, ZA-8 | Highest fluidity — thinnest achievable walls, finest detail, lowest tooling wear | Hardware, electronics, decorative and precision components |
| Magnesium | Cold-chamber | AZ91D | Lightest structural die-cast metal — reduces part weight without sacrificing rigidity | Handheld devices, automotive interior structures, portable equipment |
| Copper / Brass | Cold-chamber | C85700 brass alloys | Highest strength and wear resistance; excellent electrical conductivity | Plumbing fittings, electrical connectors, marine hardware |
Aluminum alloys dominate die casting volumes globally. Zinc alloys are the preferred choice when feature detail and surface finish take priority over strength. Magnesium is selected for handheld or portable applications where every gram matters. Copper and brass alloys carry a cost and tooling-wear premium; they’re specified only when conductivity or wear resistance can’t be achieved another way.
Die Casting vs. Other Manufacturing Processes
Die casting doesn’t compete with every other process equally. The right comparison depends on your volume, geometry, tolerance requirements, and alloy. There are specific boundaries to note:
Die casting vs. CNC machining
Die casting produces complex aluminum parts 60–70% faster than CNC machining at volumes above 1,000 units. The per-part cost advantage grows as volume rises because the tooling cost is spread across more parts and cycle times are far shorter than machining a billet.
Many die-cast parts still require CNC secondary operations on CTF surfaces to hit final drawing tolerances. The two processes are complementary at volume, not competing.
Die casting vs. sand casting
Die casting uses a permanent steel die reused across hundreds of thousands of shots. Their standard tolerances are ±0.10–±0.30 mm, with fast cycles, consistent surface finish, and a high throughput.
Sand casting uses a single-use mold poured once and destroyed. Per-mold cost is low, and it’s the correct specification for very low volumes, large parts, or ferrous alloys. Die casting’s advantage is dimensional consistency and throughput at scale.
Die casting vs. investment casting
Investment casting handles more complex internal geometries, undercuts, and a wider alloy range at the cost of slower cycle times and higher per-part costs above a few thousand units. Die casting wins on unit economics once volumes justify the tooling investment. Investment casting wins when geometry complexity, alloy requirements, or very tight surface finish specifications push past what a steel die can achieve.
Common Applications of Die Casting
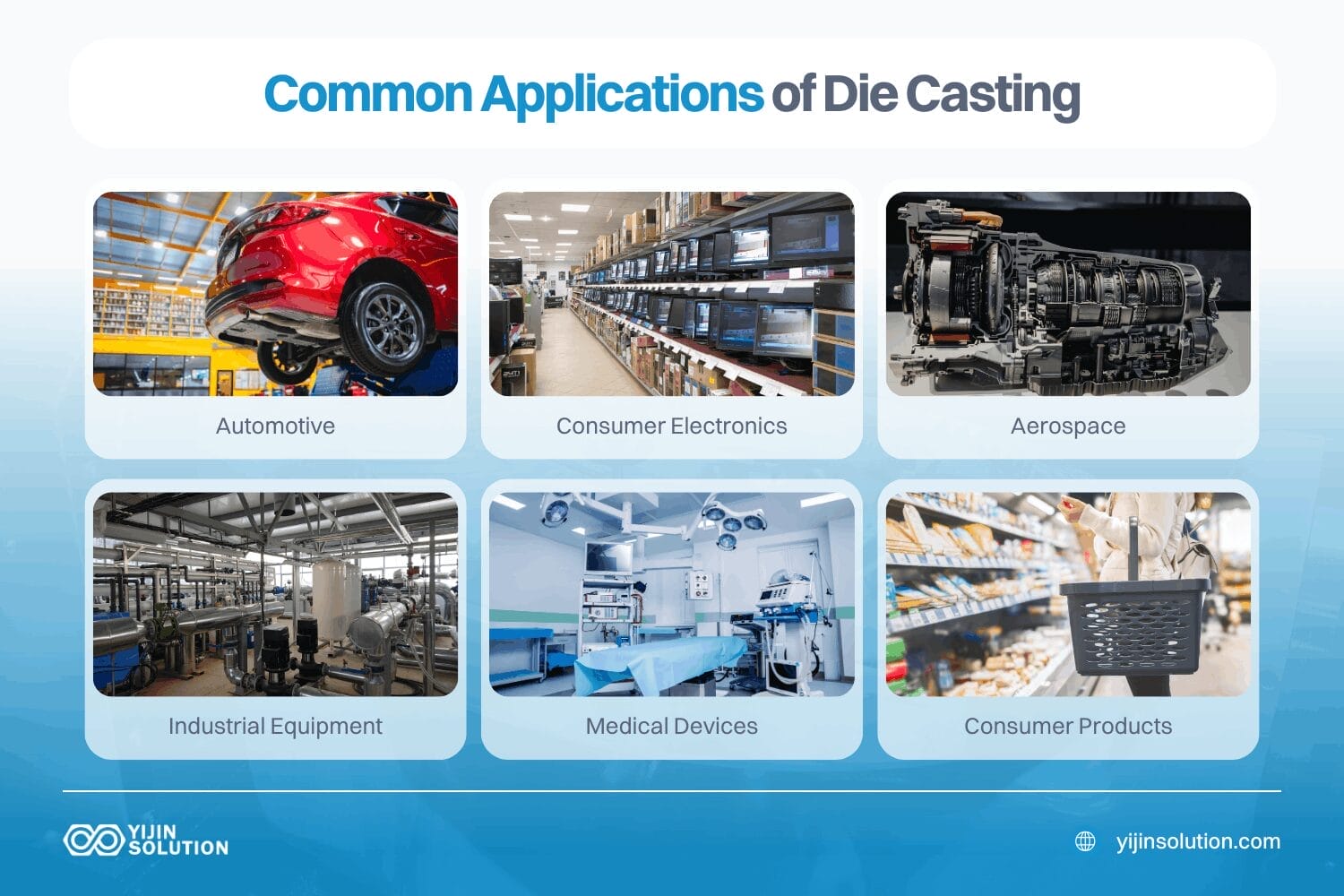
Die casting is a common choice for metal parts that need complex geometry, stable dimensions, and efficient production at volume.
- Automotive: Engine blocks, transmission housings, oil pans, steering knuckles, and EV battery enclosures. HPDC’s fast cycles and thin-wall capability make it the dominant process for high-volume powertrain and structural components.
- Consumer electronics: Laptop chassis, smartphone frames, camera bodies, and heat sinks. Weight and surface finish drive alloy selection in this sector.
- Aerospace: Avionics housings, hydraulic manifolds, and structural brackets where dimensional consistency and weight matter equally.
- Industrial equipment: Pump housings, gear housings, valve bodies, and motor end shields. Aluminum and zinc alloys dominate for their corrosion resistance and machinability.
- Medical devices: Instrument housings and surgical tool components requiring tight tolerances and a reliable surface finish.
- Consumer products: Door handles, locks, fittings, and plumbing hardware. Zinc alloys are preferred for detail resolution, low tooling wear, and plating compatibility.
Advantages of Die Casting
Die casting is widely used in higher-volume production because it offers several practical advantages.
- High dimensional repeatability: Standard HPDC tolerances run ±0.10–±0.30 mm per NADCA specifications. A permanent die delivers consistent part-to-part accuracy across the full production run. That is an accuracy level that permanent tooling maintains reliably at scale.
- Fast cycle times: HPDC cycle times are measured in seconds per shot. At full production volume, a single machine can produce thousands of parts per shift. This is a throughput that CNC machining and investment casting aren’t designed to match.
- Net-near-shape output: Complex geometries, thin walls, internal features, and fine surface finish come directly from the die. Secondary machining is limited to CTF surfaces and tight-tolerance features, not general shaping.
- Material efficiency: Runners, sprues, and flash return to the melt. Material utilization in a well-run HPDC operation runs high compared to subtractive processes.
- Long die life: Hardened H13 steel dies typically survive 100,000–500,000 shots depending on the alloy and process conditions. That die life amortizes tooling costs across the full production run.
Disadvantages of Die Casting
Die casting is not the right process for every project. Know these limitations before committing to tooling:
- High tooling cost: HPDC die tooling runs $10,000–$100,000+ depending on part complexity, cavity count, and the number of cores and slides required. That investment only makes economic sense at volumes where the per-part cost advantage offsets it. At low volumes, the tooling cost per part makes die casting uncompetitive.
- Non-ferrous alloys only: Standard die casting handles aluminum, zinc, magnesium, and copper. Steel and iron require specialized processes; semi-solid die casting exists but is niche and expensive. If your alloy is ferrous, investment casting or sand casting is the realistic path.
- Porosity in standard HPDC: Fast injection entraps air inside the casting. Internal porosity limits post-cast heat treatment options and can cause structural failures under dynamic loads. This limits post-cast heat treatment options in standard HPDC. Vacuum die casting addresses it without the structural trade-offs.
- Minimum wall thickness constraints: Achieving very thin walls depends on alloy fluidity, part size, and die design. DFM review establishes the correct wall thickness for each alloy and geometry before production starts..
- Long tooling lead time: HPDC die tooling takes 12–20 weeks for complex parts. If your schedule can’t accommodate that, low-pressure or gravity die casting or CNC machining may be a better fit for early production stages.
Key Design Rules for Die Casting
Die casting performance is largely determined before any tool steel is cut. These DFM principles shape dimensional accuracy, die life, and production cost from the start.
- Apply draft angles of 1–3°: All walls parallel to the direction of die pull need draft. Without it, the ejection force rises and the surface finish suffers.
- Maintain consistent wall thickness: Abrupt thickness changes create thermal gradients that cause shrink porosity. Use ribs to add stiffness rather than increasing wall mass. Consistent walls solidify uniformly and reduce internal defects.
- Use generous fillets on internal corners: Minimum R0.5 mm on all internal corners. Sharp corners concentrate stress in both the casting and the die, shortening tool life and creating stress risers in the finished part.
- Minimize undercuts: Each undercut requires a core or slide mechanism, which adds tooling costs and lead time. Design undercuts during the early DFM review, before tool steel is ordered.
- Flag Critical-to-Function surfaces early: Leave machining stock on CTF surfaces. Do not hold tolerances tighter than ±0.05 mm in the cast condition.
- Agree on the parting line before tooling: Parting line flash and cosmetic witness marks are an inherent result of the die halves meeting. Their location and acceptability must be agreed upon before any steel is cut – not after.
Why Partner with Yijin Solution for Die Casting?
Die casting can produce accurate, repeatable parts at scale, but results depend on how the process is handled across tooling, casting, machining, and inspection. A capable supplier helps keep that process stable from the beginning.
Yijin Solution offers custom die casting services for aluminum, zinc, magnesium, and copper alloy parts. Our team reviews each design before tooling starts, checking geometry, tolerances, surface requirements, and other details that affect production.
We support high-pressure die casting, gravity die casting, and low-pressure die casting. Trimming, CNC machining, surface finishing, and inspection are all handled in-house, which gives us better control over part quality and dimensional consistency from casting through final delivery.
Yijin Solution holds IATF 16949, AS9100D, and ISO 13485 certifications. Standard die casting tolerance is ±0.30 mm, and precision tolerance can reach ±0.10 mm. Upload your CAD file to request a quote and DFM review for your custom die casting project.
Die Casting FAQs
What is die casting used for?
Die casting produces precision non-ferrous metal parts across the automotive, consumer electronics, aerospace, industrial equipment, medical devices, and consumer products industries. It’s the right process when part geometry is complex and tolerances need to be consistent across a long production run.
For more detail, see the ISO 8062-3 dimensional casting tolerances reference for how die casting tolerance grades compare to other casting methods.
What metals can be die-cast?
Aluminum, zinc, magnesium, and copper alloys are the standard die-casting materials. Aluminum and magnesium use the cold-chamber process; zinc and tin use the hot-chamber process.
How long does die casting tooling take?
Tooling lead time typically runs 8–20 weeks depending on die complexity, the number of cores and slides, and cavity count. Our mold tooling and first samples take 25–35 days for standard parts. Complex multi-cavity dies take longer. Early DFM review is where you discuss lead time.
What is the minimum order quantity for die casting?
There’s no fixed minimum order quantity, but the economics are straightforward. HPDC tooling costs typically amortize to an acceptable per-part cost from around 5,000 parts per year.
Gravity die casting becomes cost-effective from roughly 500–1,000 parts per year because tooling costs are lower and cycle time is less of a driver at that volume. CNC machining is the correct specification for prototype and low-volume needs until production volumes justify die tooling.
How accurate is die casting compared to CNC machining?
Standard HPDC tolerances per NADCA specifications run ±0.10–±0.30 mm. CNC machining achieves ±0.01–±0.05 mm routinely. For CTF features that require tighter tolerances than die casting can hold in the cast condition, the standard approach is to leave machining stock on those surfaces and CNC machine them as a secondary operation.
Back to Top: Die Casting: Complete Guide to the Metal Casting Process