Lean manufacturing is a structured way of identifying and removing waste from production, one step at a time. The framework grew out of the Toyota Production System in the decades following World War II and is now the most widely adopted operational discipline in manufacturing.
Research from the Lean Enterprise Research Center at Cardiff Business School estimates that roughly 60% of activity in a typical manufacturing operation adds no value for the customer, which is the gap lean tools are designed to close. For buyers evaluating a manufacturing partner, lean signals operational discipline. A lean supplier runs according to takt time, maintains shorter queues between operations and delivers more predictably than one running batch-and-queue production.
This guide unpacks what lean manufacturing actually is in practice: the five core principles, the eight wastes it targets, the tools that drive day-to-day operations, and the signals that tell a buyer whether a supplier is genuinely lean or just claims to be.
What is Lean Manufacturing?

Lean manufacturing is a production methodology that maximizes the value delivered to the customer while minimizing the resources consumed in creating that value. The Lean Enterprise Institute and the American Society for Quality (ASQ) describe it as a systematic approach to identifying and eliminating waste through continuous improvement.
Every activity in a manufacturing process falls into one of two categories: it either adds value that the customer is willing to pay for, or it creates waste. This is the decision framework lean thinking is built on. Sorting, machining, assembling, and inspecting to specification add value. Waiting, transporting, reworking, and overproducing do not.
Lean differs from traditional mass production in a fundamental way. Mass production builds to forecast, carries large inventories, and absorbs waste into overhead. Lean produces what is needed, when it is needed, in the quantity needed. The result is lower inventory, healthier cash flow, and faster detection of quality problems, because defective parts are not buried in stockpiles.
The approach originated at Toyota in the late 1940s. Engineers Taiichi Ohno and Eiji Toyoda built a system around two ideas. Jidoka means stopping the line the moment a defect occurs. Just-in-time means producing only what is needed, when it is needed. Toyota called this the Toyota Production System (TPS).
Western manufacturers adopted the approach in the 1980s and 1990s under the name lean production. The 1990 book The Machine That Changed the World popularized the term by documenting how Toyota’s methods outperformed traditional mass production across quality, cost, and delivery speed. The term “lean” was originally coined by John Krafcik in 1988 and later formalized by James Womack and Daniel Jones.
The Five Principles of Lean Manufacturing
Lean manufacturing operates on five core principles, formalized by James Womack and Daniel Jones in their 1996 book Lean Thinking. The principles provide the structural framework for every lean implementation, from automotive assembly to precision CNC machining. The table below summarizes each principle, its core question, and what it means for a buyer evaluating a supplier.
| Principle | Core Question | What It Means in Practice | Key Tools | Buyer Relevance |
|---|---|---|---|---|
| 1. Define Value | What is the customer actually paying for? | Strip activity that does not move the part toward the customer’s spec | Voice of Customer, DFM review | Suppliers who understand your spec requirements, not just run volume |
| 2. Map the Value Stream | Where is waste hiding in the process? | Visualize every step from raw material to delivered part | Value Stream Mapping | Shorter lead times; fewer handoff delays between process steps |
| 3. Create Flow | Do parts move continuously or pile up? | Remove bottlenecks so parts move one at a time without queuing | Cellular manufacturing, takt time | Predictable delivery; no surprise backlogs mid-order |
| 4. Establish Pull | Are you building to orders or to forecasts? | Production triggered by actual demand, not projected inventory needs | Kanban, just-in-time delivery | Lower minimum order risk; supplier scales with actual demand |
| 5. Pursue Perfection | Is improvement built into the culture? | Continuous incremental improvement at every level | Kaizen, PDCA cycle | Long-term quality gains; defect rates fall over time |
Define value: start with the customer
Lean starts by asking what the customer is actually willing to pay for. Every feature, tolerance, or process step the customer would not pay for is a candidate for elimination. In precision manufacturing, this means building to drawing requirements, not tighter and not looser.
Over-machining a non-critical surface to a tolerance tighter than the spec requires wastes machine time without adding customer value. A lean supplier will ask about functional requirements before quoting.
Map the value stream: find where waste hides
Value stream mapping (VSM) is a visual tool that traces every step a part takes from raw material to finished product. Each step is categorized as value-adding or non-value-adding. A typical VSM reveals that actual machining time is a small fraction of the total lead time; the rest is waiting, transport, and setup.
Suppliers who use VSM can identify and eliminate handoff delays that inflate lead time without contributing to the finished part.
Create flow: keep parts moving
Once waste steps are removed, the goal is to make the remaining steps run continuously. Flow means parts move from one operation to the next without queuing, batching, or waiting.
Takt time is the control metric for flow. It is calculated as the available working time per shift divided by the customer demand per shift. If a shift runs 480 minutes and the customer needs 96 parts, the takt time is 5 minutes per part. Every workstation should complete its operation within takt time. Bottlenecks break flow and inflate lead time for every downstream order.
A supplier that tracks takt time can give realistic delivery estimates based on actual production capacity, not optimistic guesses.
Establish pull: build to orders, not to forecasts
A pull system produces only what the downstream process or customer has requested. Nothing is built speculatively. A push system produces to forecast and typically generates excess work-in-process that becomes waste or obsolete.
Kanban is the most common pull tool in manufacturing. Originally physical cards at Toyota, kanban is a visual signaling system that authorizes production or replenishment only when material is consumed. Just-in-time (JIT) delivery operates on the same logic.
A pull-oriented supplier will not build parts ahead of confirmed demand and pressure the buyer to accept early delivery. Their production is triggered by the order.
Pursue perfection: make continuous improvement structural
The fifth principle is not a project with a completion date. It is an organizational commitment to ongoing, incremental improvement. Kaizen, Japanese for “change for the better,” operates at every level, from individual workstation adjustments to system-wide layout redesigns.
The Plan-Do-Check-Act cycle (PDCA) provides the improvement structure: identify a problem, test a solution, evaluate the result, and standardize what works. This loop repeats indefinitely. McKinsey has observed that companies implementing lean often achieve initial gains but plateau because they apply lean tools without the underlying philosophy. The tools alone do not sustain results.
Suppliers that practice kaizen have falling defect rates over time. A supplier six years into lean implementation should have measurably better process control than one that launched last quarter.
The Eight Wastes of Lean Manufacturing
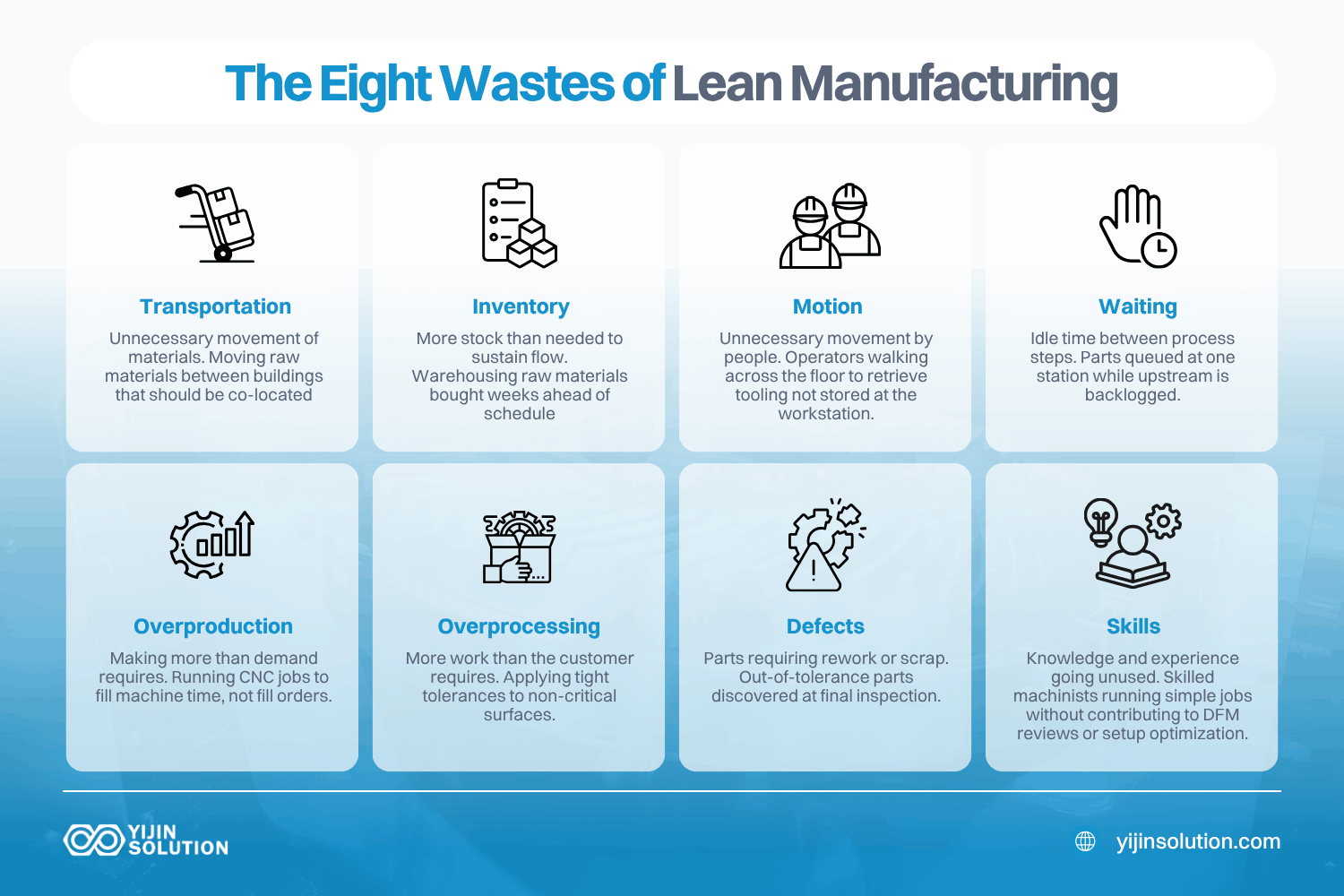
Taiichi Ohno originally identified seven categories of waste within the Toyota Production System. An eighth, non-utilized talent, was added when lean was adopted by Western manufacturers in the 1990s. The eight wastes are commonly remembered by the acronym TIMWOODS: Transportation, Inventory, Motion, Waiting, Overproduction, Overprocessing, Defects, and Skills. Recognizing these wastes is the first step toward eliminating them from any manufacturing process.
| Waste Type | Definición | Manufacturing Example | Lean Tool | Practical Impact |
|---|---|---|---|---|
| Transportation | Unnecessary movement of materials | Moving raw materials between buildings that should be co-located | Layout redesign, 5S | Added handling time, damage risk, and extended cycle time |
| Inventory | More stock than needed to sustain the flow | Warehousing raw materials bought weeks ahead of schedule | JIT, kanban | Capital tied up, quality risks from storage, hidden defects accumulate |
| Motion | Unnecessary movement by people | Operators walking across the floor for tooling not stored at the workstation | 5S, workstation design | Lost production time per operator per shift |
| Waiting | Idle time between process steps | Parts queued at one station while upstream is backlogged | Flow balancing, VSM | Longer lead times, reduced throughput across all orders |
| Overproduction | Making more than demand requires | Running CNC jobs to fill machine time, not to fill orders | Kanban, takt time | Excess WIP inventory, storage costs, cash tied up in unfinished parts |
| Overprocessing | More work than the customer requires | Applying tight tolerances to non-critical surfaces | DFM review, design review | Higher machining time and per-part cost with no quality benefit |
| Defects | Parts requiring rework or scrap | Out-of-tolerance parts discovered at final inspection | Poka-yoke, SPC | Rework cost, scrap rate, delivery delays |
| Skills | Knowledge and experience going unused | Skilled machinists running simple jobs without contributing to DFM reviews or setup optimization | Kaizen, empowerment | Missed improvement cycles, slow defect resolution |
Overprocessing is the hardest waste to detect in precision machining because tighter tolerances feel like higher quality. They are not, if the design does not require them. Applying a 0.01 mm tolerance to a non-functional surface that the assembly only needs at 0.10 mm adds machining time, increases tooling wear, and raises per-part cost without improving the part’s performance.
A lean supplier with a strong DFM review process catches this before the job enters production, not after the first article inspection reveals the part is technically correct but commercially overbuilt.
The eight wastes are interconnected. Overproduction creates excess inventory. Excess inventory hides defects by allowing bad parts to sit undetected until a later operation reveals them. Addressing one waste category often improves others.
Key Lean Manufacturing Tools and Techniques
Lean manufacturing uses a set of practical tools to translate its principles into daily shop floor practice. Each tool targets a specific type of waste or a specific step in the improvement cycle. The six tools below are the ones a buyer is most likely to encounter when evaluating or working with a lean precision manufacturer.
Value stream mapping
VSM is a diagram that maps every step in a production process for a specific part family, from machining and inspection through waiting and transport, and distinguishes value-adding steps from non-value-adding steps. A VSM exercise for a typical CNC job shop might reveal that only 8% of total lead time is actual cutting time. The remaining 92% is queue time, setup time, inspection time, and material movement. That visibility is what makes improvement possible.
For buyers, a supplier’s willingness to share a current-state VSM is a transparency signal. If they cannot produce one, lean is aspirational rather than operational.
5S: Sort, Set in order, Shine, Standardize, Sustain
5S is a workplace organization system that establishes standards for where everything lives, how workstations are maintained, and how those standards are sustained over time. In a precision machining environment, 5S means tooling is stored correctly, fixtures are labeled and accessible, and inspection stations are clean and calibrated. Disorganized work environments generate motion waste and increase the likelihood of setup errors.
5S is typically the entry point for lean implementation. It is visible, measurable, and sets the behavioral foundation for more sophisticated tools such as kanban and VSM.
Kanban: visual pull signals
Kanban is a visual signaling system that controls production flow. When a downstream process consumes a part or material, a signal (a card, bin, or digital trigger) authorizes replenishment from the upstream process. Kanban prevents overproduction and keeps work-in-process inventory at controlled levels. Excess WIP becomes visible quickly, which is the first step to eliminating it.
A supplier using kanban has a disciplined approach to material flow. They are unlikely to build an order ahead of schedule and store it in an uncontrolled environment, which carries quality and traceability risks.
Kaizen: continuous improvement events
Kaizen events are focused improvement activities, typically three to five days, in which a cross-functional team maps a specific process, identifies waste, tests solutions, and implements standardized improvements. The PDCA cycle provides the structure for kaizen. It tests changes without disrupting the full production system and builds a review cadence into ongoing operations.
A supplier that runs regular kaizen events treats process improvement as a business practice, not a response to defect incidents. Ask prospective suppliers how many kaizen events they ran in the past 12 months and what they improved.
Poka-yoke: error proofing
Poka-yoke refers to process controls or design features that prevent defects by making errors impossible or immediately visible. The term is Japanese for “mistake-proofing.” In machining, poka-yoke might be a fixture that only accepts a part in the correct orientation, preventing a common setup error. In inspection, it might be a go/no-go gauge that eliminates measurement subjectivity.
Poka-yoke shifts quality from inspection-based to prevention-based, reducing rework cost and improving first-pass yield. Both affect per-part cost and delivery reliability.
Just-in-time production
JIT is the inventory strategy underlying lean’s pull system. Parts and materials arrive at production exactly when needed, not days or weeks before. JIT reduces storage costs, cuts the capital tied up in raw material inventory, and forces production to maintain reliable scheduling discipline.
JIT works well in stable demand environments. It carries real risk in supply chains with unreliable lead times. A lean supplier operating JIT on critical materials should be able to explain their contingency for supplier lead time variability. If they cannot, that is a sourcing risk worth flagging.
What does Lean Manufacturing Actually Deliver?
Lean is not a theoretical exercise. Companies implement it because it produces measurable results in cost, quality, delivery, and operational capacity. Each benefit below is supported by data or operational logic that a buyer can verify.
Cost reduction: where the savings come from
Lean reduces cost primarily by eliminating non-value-adding activity. Shorter setup times, lower WIP inventory, reduced scrap, and fewer rework cycles all reduce per-part cost without touching material prices.
The digital lean manufacturing market, covering technologies that enable lean data visibility, was valued at approximately $30.9 billion in 2024 and is projected to reach $79.9 billion by 2032 at a CAGR of 12.6%. The investment scale reflects how seriously manufacturers are prioritizing lean-enabling infrastructure.
For a buyer, lean savings flow through in two ways: lower quoted unit prices, and fewer hidden costs from rework, re-inspection, and late delivery charges.
Lead time reduction
Lead time is one of the clearest lean outputs. By eliminating waiting, reducing batch sizes, and improving flow, lean manufacturers compress the gap between order placement and delivery. The Daman Products case cited above also reported lead times dropping from 4 to 8 weeks down to 5 to 10 days after lean implementation, a reduction of over 80%. Results vary by operation and starting condition, but the mechanism is consistent: lean removes queue time, not machining time.
For buyers with tight development schedules, a supplier’s lead time track record is a direct proxy for operational discipline. Ask for historical on-time delivery data, not just quoted lead times.
Quality improvement
Lean improves quality by building inspection into every process step rather than relying on end-of-line screening. Poka-yoke, in-process gauging, and defect tracking at the point of production catch problems before they compound.
Lean also targets the root causes of defects (poorly organized workstations, inconsistent tooling, inadequate standardized work) rather than just containing their effects downstream. For precision parts buyers, a lean supplier’s quality system should include first-article inspection, in-process CMM verification, and documented root-cause responses to any out-of-spec parts.
Improved responsiveness to demand changes
Pull-based lean production adjusts more readily to demand changes than push-based mass production. When order volume drops, a lean factory reduces production without accumulating unwanted WIP. When volume increases, it scales using the same takt time logic.
This flexibility matters in industries with variable demand cycles. Aerospace programs, medical device development runs, and automotive model changeovers all benefit from suppliers who can adjust without excess lead time or minimum order pressure.
Lean Manufacturing in Practice: Beyond Automotive
Toyota continues to evolve lean manufacturing by integrating it with digital production tools, demonstrating that lean is a living system rather than a fixed methodology. Predictive analytics, machine vision, and digital twins augment the takt time and value-stream logic that have always been central to TPS.
Beyond automotive, lean has been applied in healthcare, software development through Agile’s lean roots, and logistics. The underlying logic (eliminate non-value-adding activity, build to demand, improve continuously) is industry-agnostic. A peer-reviewed study published in the National Library of Medicine documented lean’s measurable impact on efficiency, cost, and patient outcomes in healthcare settings.
In precision parts manufacturing, the same principles drive shorter lead times, documented quality processes, and per-part cost structures that reflect production efficiency rather than scale economics alone.
How Lean Manufacturing Is Implemented
Lean implementation follows a structured sequence. For buyers evaluating a supplier, understanding these steps helps distinguish genuine lean practice from superficial adoption.
Typical steps in a lean implementation
Step 1: Assess the current state: Conduct a value stream map of key production lines. Document cycle times, queue times, defect rates, and inventory levels.
Step 2: Identify priority waste: Rank waste by cost and frequency impact. Waiting and overproduction typically carry the highest cost consequences in high-mix manufacturing environments.
Step 3: Implement 5S: Establish workplace organization as the behavioral foundation. Visual management and standardized workstations come before higher-level tools such as kanban.
Step 4: Run pilot kaizen events: Test lean tools on a single product family before scaling. Document the results with measurable outcomes, not just activity.
Step 5: Standardize and sustain. Lock in improvements with standardized work instructions. Build PDCA review cycles into the production schedule. Lean is maintained through discipline, not momentum.
Common challenges in lean implementation
Cultural resistance: Lean manufacturing requires workers to change established habits and report problems openly. Organizations without psychological safety struggle to sustain kaizen.
Picking tools without understanding the system: McKinsey research notes that companies often implement individual lean tools without the underlying philosophy, achieving short-term gains that erode within months.
Supply chain dependency: JIT production requires reliable supplier lead times. Suppliers that cannot deliver consistently force buyers to hold buffer inventory, which defeats the pull logic entirely.
Lean is not a cost-cutting program: When lean is positioned as headcount reduction, employee engagement collapses and the continuous improvement culture fails to take root.
How to evaluate whether a supplier is actually lean
This is the most practical question a buyer can answer before placing an order. The criteria below separate operational lean from marketing lean.
- Ask for value stream maps: A genuinely lean supplier has current-state VSMs for their main production lines. If they cannot produce one, lean is aspirational.
- Look for visual management on the shop floor: 5S implementation, production boards, and on signals, and kanban racks are visible indicators of lean infrastructure. Ask for a facility tour or photos.
- Ask about the defect rate trend data: Lean suppliers track first-pass yield, scrap rate, and rework frequency over time. The trend matters; it should be improving, not flat.
- Ask about DFM support: A lean supplier reviews designs before production to identify overprocessing risks. A lean supplier initiates the DFM review conversation rather than waiting to be asked.
Working with a Lean Precision Manufacturer
Lean is a system of disciplines, not a marketing label, and the most reliable way to confirm a supplier practices it is to ask for the artifacts of practice: VSMs, defect-rate trends, and DFM review process. At Yijin Solution, we apply lean manufacturing from DFM review through final inspection, with free design feedback that surfaces overprocessing risks before machining starts.
Send a CAD file for a DFM review and quote within 24 hours.
FAQs on Lean Manufacturing
What is the difference between lean manufacturing and Six Sigma?
Lean manufacturing focuses on eliminating waste from the production process to improve flow and reduce lead time. Six Sigma focuses on reducing variation and defects using statistical methods such as DMAIC. They are complementary: lean removes non-value-adding steps, and Six Sigma reduces variability in the remaining steps. Many manufacturers combine both under the Lean Six Sigma framework.
Is lean manufacturing only suitable for high-volume production?
No, lean principles apply to any production environment where waste exists. In custom manufacturing, the primary waste targets are setup time, material handling, and work-in-process inventory between operations. Tools such as SMED, cellular manufacturing, and kanban are effective at volumes as low as single-piece production. Lean is about process discipline, not production volume.
How long does it take to implement lean manufacturing?
Lean manufacturing is not a project with a completion date. Initial 5S and kaizen improvements can show measurable results within weeks. A sustainable lean culture takes 12 to 24 months of consistent practice at the facility level. Suppliers who claim to have “implemented lean” in a single quarter likely completed a training program, not a cultural transformation.
What is the difference between lean manufacturing and the Toyota Production System?
The Toyota Production System is Toyota’s specific operational system, developed by Taiichi Ohno beginning in the late 1940s. Lean manufacturing is the generalized framework derived from TPS, formalized by James Womack and Daniel Jones, and adopted across industries worldwide. TPS is the origin system; lean is the transferable application of its principles.
How does lean manufacturing connect with sustainability and environmental impact?
Lean and environmental sustainability share a core logic: eliminating waste. Reducing overproduction cuts material consumption. Reducing transportation cuts energy use. Reducing defects cuts scrap sent to landfill. The U.S. Environmental Protection Agency documents the overlap in its Lean and Environment Toolkit. Manufacturers pursuing both ISO 14001 and lean often find the two systems reinforce each other rather than competing for resources.
Volver arriba: What is Lean Manufacturing? Principles, Tools, and How It Works