Formato de instrucción G94
1. El formato es G94X (U) _Z (W) _R_ F_
(1) Función de instrucción: realizar el ciclo de refrentado final y el ciclo de refrentado final con conicidad. La herramienta parte del punto inicial del ciclo, sigue la ruta de la herramienta mostrada en la figura anterior y, finalmente, vuelve al punto inicial del ciclo. La línea de puntos de la figura significa que se desplaza rápidamente según R, mientras que la línea continua se desplaza a la velocidad de avance especificada por F.
(2) Instrucción: X y Z representan el valor de coordenadas del punto final del corte del plano; U y W representan los componentes de coordenadas del punto final del corte del plano en relación con el punto inicial del ciclo; R representa el incremento de coordenadas del desplazamiento en la dirección del eje z desde el punto inicial del corte del plano hasta el punto final del corte, es decir, el valor de coordenadas Z del punto inicial del corte menos el valor de coordenadas Z del punto final del corte; F es la velocidad de avance.
(3) Adecuado para el procesamiento de piezas: tamaño radial grande, tamaño axial pequeño del diámetro largo de piezas de disco pequeñas.
2. Cálculo del valor R
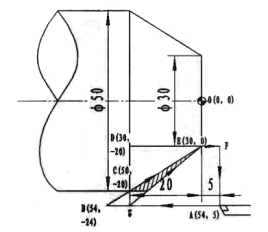
Como se muestra en la siguiente figura, el punto inicial del bucle es A (54,5) R= (zc-ze) /2= (-20-0) =-20, y el error del programa se escribe como G00X54Z5; G94x30z0r-20f0.1, el error es que este programa no considera el punto inicial real del ciclo de programación. Durante el mecanizado, la trayectoria de la herramienta es A→G→E→F→A, lo que provoca un fenómeno de destalonado, que hace que la conicidad del cono procesado no se ajuste a los requisitos del dibujo. La parte socavada es la línea de sección se muestra en la siguiente figura. Si el programa es G00X50Z5; G94x30z0r-20f0.1, después del mecanizado, la conicidad se ajusta a los requisitos del dibujo. Sin embargo, en el procesamiento real, porque G94 ordena la primera acción
Por lo tanto, el valor X del punto inicial del ciclo debe ser superior a 50. Por lo tanto, la coordenada X del punto inicial del ciclo debe tenerse en cuenta al calcular el valor de R.
Considerando el valor de la coordenada X del punto de inicio del ciclo, el punto de inicio del corte debe ser el punto de intersección B (54, -24) de la línea de extensión de AG y la línea de extensión de EC. Según la fórmula, R= Zb-ze =-24-0=-24, el programa es G00X54Z5. G94x30z0r-24f0.1 Procesamiento, la trayectoria de la herramienta es A→B→E→F→A, después de la finalización del procesamiento, la conicidad de la pieza de trabajo y los requisitos de dibujo son consistentes.
Ruta de los dos cuchillos
(1) El punto final de corte no cambia, pero sí el valor R
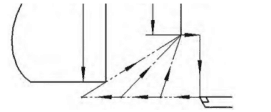
(2) Cuando el valor R no cambia, cambia el punto final de corte.
Nota:
Puede verse en la trayectoria del ciclo de la herramienta
(1) Si el valor de la coordenada X del punto inicial del ciclo es menor o igual que el diámetro de la pieza en bruto, habrá una cuchilla de colisión; si el valor de la coordenada X del punto inicial del ciclo es mucho mayor que el diámetro de la pieza en bruto, habrá mucho recorrido vacío.
(2) Si la coordenada Z del punto de inicio del ciclo está situada dentro de la cara final, habrá bajo tangente; si la coordenada Z del punto de inicio del ciclo está situada lejos de la cara final, habrá mucho recorrido vacío.