In the power system of a coaxial dual-rotor UAV, the motor mount is a critical structural component. It supports the power output of the upper and lower rotors, while controlling the alignment between the motor, rotor shaft, and frame assembly.
For this type of application, machining accuracy is not only about part fit. It directly affects flight stability, power transmission efficiency, vibration control, bearing life, and long-term system reliability.
This case study explains how Yijin Solution developed a high-precision CNC machining solution for a 6061-T6 aluminum motor mount used in Schiebel’s coaxial dual-rotor UAV system. Through drawing review, process optimization, five-axis CNC machining, hard anodizing compensation, and full CMM inspection, the project moved from unstable precision and below 80% production yield to stable batch production at the ±0.005 mm level.
Project Overview
| Item | Detalles |
|---|---|
| Industria | UAV / Aerospace |
| Aplicación | Coaxial dual-rotor UAV motor mount |
| Material | 6061-T6 aerospace aluminum alloy |
| Proceso | Five-axis CNC machining, aging treatment, hard anodizing, CMM inspection |
| Key Tolerance | Critical dimensions within ±0.005 mm |
| Batch Requirement | 500 pieces per batch |
| Resultado | Yield improved from below 80% to 99.8% |
Background: Precision Problems in a Critical UAV Component
Schiebel is a globally recognized manufacturer of coaxial dual-rotor UAVs. Its CAMCOPTER® S-100 is widely used in professional fields such as security, maritime operations, surveillance, and inspection.
For this project, Schiebel needed a high-precision motor mount for the power system of a coaxial dual-rotor UAV. The part had to meet strict aerospace-grade requirements for dimensional accuracy, coaxiality, flatness, structural reliability, and batch consistency.
Before working with Yijin Solution, the customer had already experienced serious machining problems with a previous supplier.
The Main Issues
1. Critical dimensions were out of tolerance
The previous supplier could not maintain the required dimensional accuracy. Key dimensions exceeded ±0.02 mm, while coaxiality and flatness also deviated from the drawing requirements.
This caused assembly interference between the motor mount, motor, and rotor shaft. It also affected power transmission alignment, which could lead to vibration and reduced UAV flight stability.
2. Production yield was below 80%
The low pass rate created a high volume of rework and rejected parts. This increased production cost and delayed the customer’s UAV assembly schedule.
For a batch production requirement of 500 pieces, unstable precision was not acceptable. The customer needed every part in the batch to remain interchangeable and assembly-ready.
3. The original process lacked root-cause optimization
The previous supplier could only machine according to the drawing. They were not able to identify why the dimensional errors were occurring, nor could they provide a process-level solution.
Schiebel needed a manufacturing partner that could review the drawing, understand the operating conditions, optimize the machining process, and stabilize the part for production.
Customer Requirements
Schiebel had three clear requirements for this project:
- Keep critical motor mount machining errors within ≤±0.005 mm.
- Improve the production pass rate and stabilize batch delivery.
- Provide full-process engineering support from drawing review to mass production, solving the root cause of the precision problem.
Part Requirements and Technical Challenges
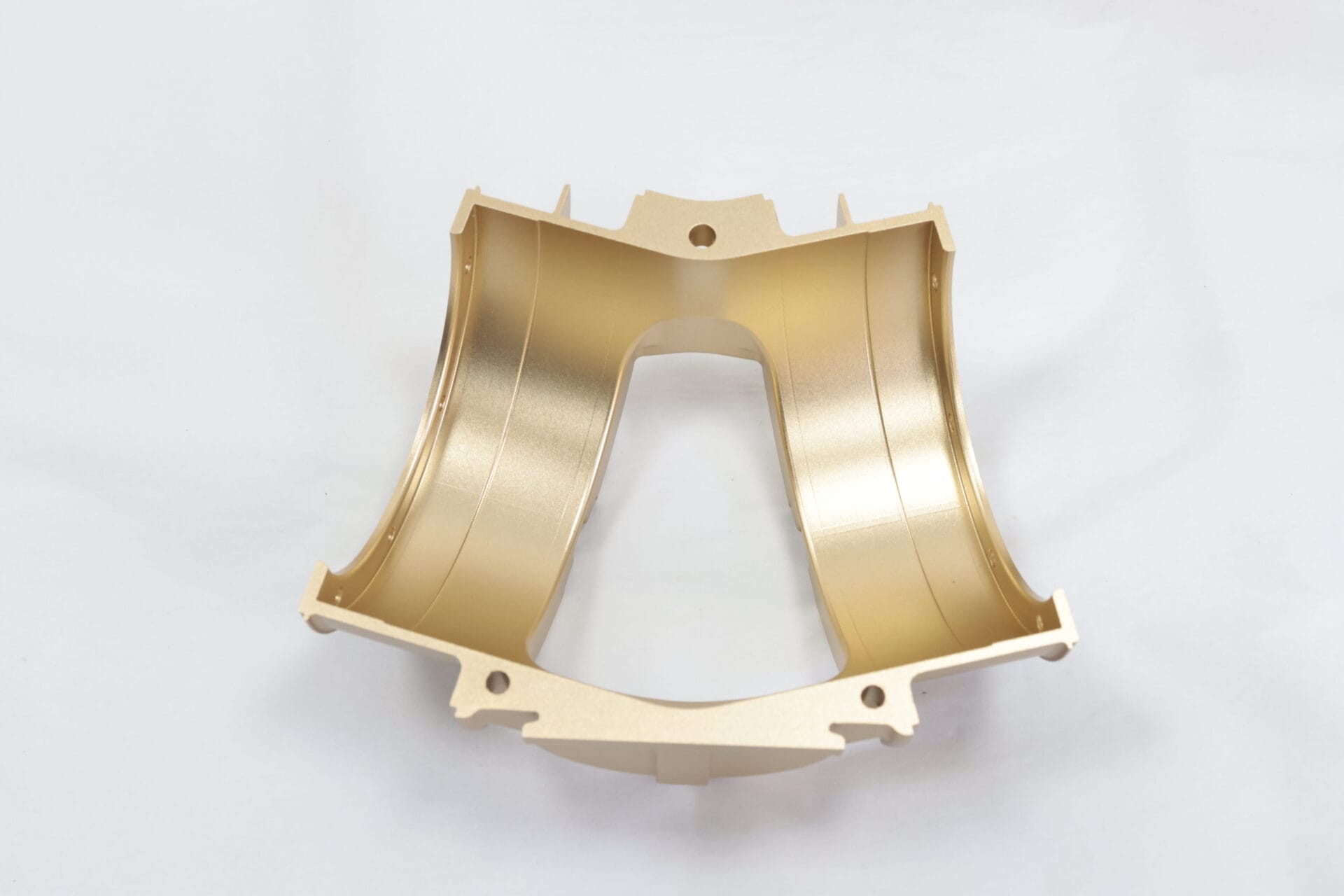
The motor mount was a complex structural part with irregular curved surfaces, thin-wall features, threaded holes, tight geometric tolerances, and hard anodized surface treatment requirements.
1. Tight dimensional and geometric tolerances
The mounting holes for the motor and spindle had to be controlled within ±0,005 mm. The flatness of the mounting reference surface had to remain within 0,01 mm, while the coaxiality of the upper and lower mounting shaft holes had to be controlled within φ0.01 mm.
Any small deviation could create vibration during power transmission. Over time, this could reduce flight stability, shorten cruising time, accelerate motor bearing wear, and reduce the service life of the UAV.
2. Lightweight hollow structure
The part was designed with a lightweight hollowed structure and a target weight of 128 g. The thinnest wall section in the hollowed area was only 1.2 mm.
This improved weight control but made the part more sensitive to clamping force, cutting heat, tool pressure, and residual stress. If machining stress was not controlled properly, the part could deform after rough machining, finishing, or surface treatment.
3. Threaded hole position accuracy
The motor mount included 12 M3 threaded mounting holes. The positional tolerance requirement was no more than 0.02 mm.
These holes had to align with the UAV power frame without secondary drilling, reaming, or manual repair. This was essential for smooth final assembly and part interchangeability.
4. Stress control around internal corners
All internal corners had to meet the required radius design. Sharp transitions or poor corner machining could create stress concentration points.
For a UAV component exposed to long-term high-frequency vibration, this could increase the risk of cracking or fatigue failure. The part was expected to support a service life of more than 1,000 hours.
5. Material control for 6061-T6 aluminum
The part was made from 6061-T6 aerospace aluminum alloy, selected for its strength, low weight, corrosion resistance, and machinability.
Each batch of raw material was supplied with third-party material certification. Incoming inspection included verification of mechanical properties and alloy composition. The measured requirements included:
- Tensile strength ≥310 MPa
- Yield strength ≥276 MPa
- Elongation ≥8%
- Alloy composition control, including Si 0.4–0.8%, Mg 0.8–1.2%, and Cu ≤0.15%
- Compliance with AMS-QQ-A-200/8 requirements
- Ultrasonic inspection to confirm no internal porosity, inclusions, or structural defects
This material control helped prevent abnormal cutting stress, inconsistent heat treatment response, and deformation caused by material variation.
6. Hard anodizing with dimensional compensation
The part required gold hard anodizing to improve wear resistance, corrosion resistance, and outdoor operating durability.
The anodized layer had to be uniform and dense, with controlled appearance and protection performance. The process requirements included:
- Film thickness: 25±3 μm
- Surface hardness: HV300 or above
- Salt spray resistance: ≥1,000 hours without corrosion blistering
- Temperature cycling from -40°C to +85°C for 20 cycles without peeling, cracking, or delamination
- Adhesion reaching ISO grade 5
Because anodizing can affect final dimensions, Yijin Solution calculated the oxide layer allowance before finishing. A 0.008 mm compensation allowance was applied based on the tolerance target, and CMM comparison was carried out before and after anodizing.
Yijin Solution’s Manufacturing Approach


High-precision machining at the ±0.005 mm level cannot rely on machine capability alone. It requires control of the full process: drawing review, datum strategy, tool selection, machining sequence, stress relief, surface treatment compensation, and inspection feedback.
For this project, Yijin Solution built a complete precision-control workflow.
1. Root-Cause Review and Process Diagnosis
Before machining, our engineering team reviewed the customer’s assembly requirements, UAV power system operating conditions, and rejected samples from the previous supplier.
Through full-dimensional inspection of the nonconforming parts, we identified three major causes of precision failure:
- Incorrect tool selection
- Unstable machining process path
- Lack of closed-loop process inspection
Based on this review, we proposed a combined design-process-inspection optimization strategy.
This included:
- Optimizing the original R0.8 mm corner radius to R1.2 mm
- Adding process support ribs in stress-sensitive areas
- Rebuilding the dimensional chain based on a unified motor mounting datum
- Adding positional tolerance control of φ0.015 mm for six critical mating holes
- Completing GD&T drawing review together with the customer
After optimization, the first trial part passed all geometric tolerance checks. Machining deformation was reduced from 0.018 mm to ≤0.004 mm.
2. Drawing and Datum Optimization
Our process engineers found three design and process risks in the original drawing.
Corner transition risk
Some radius transitions could create stress concentration during machining. These areas were optimized to reduce deformation and improve long-term fatigue resistance.
Datum inconsistency
Certain critical dimensions were not referenced in a way that supported stable machining and inspection. This created the risk of datum conversion error.
Yijin Solution unified the machining and inspection datum around the motor mounting surface, reducing dimensional chain uncertainty.
Missing process datum
The original drawing did not provide enough support for batch process control. We added process references to improve repeatability across 500-piece production batches.
These improvements helped prevent precision loss before machining began.
3. Five-Axis CNC Machining with Stress-Controlled Sequencing
The motor mount contained irregular curved surfaces and thin-wall hollowed areas. To reduce accumulated setup error, we used five-axis CNC machining with continuous interpolation.
The process sequence was:
Rough machining → semi-finishing → aging treatment → precision finishing
This sequence allowed machining stress to be released before the final finishing stage. It also reduced the risk of part movement after machining.
During CNC machining, cutting parameters were carefully controlled based on the behavior of 6061-T6 aluminum. Tool engagement, feed rate, cutting depth, and cooling conditions were adjusted to reduce heat buildup and thin-wall deformation.
For the 1.2 mm thin-wall area, the toolpath avoided aggressive cutting in a single pass. Material was removed progressively to reduce vibration, cutting force, and residual stress.
4. Equipment, Tools, and Environmental Control
To maintain stable precision at the ±0.005 mm level, Yijin Solution used a controlled machining setup.
Five-axis CNC machining center
Five-axis machining reduced repeated clamping and helped maintain alignment between curved surfaces, mounting holes, and reference planes.
High-precision diamond tools
Diamond tools were used for critical finishing operations to improve cutting accuracy and surface quality.
Temperature-controlled workshop
Machining was carried out in a constant-temperature environment of 20±0.5°C. This reduced the impact of thermal expansion on both the part and the machine tool.
For high-precision UAV components, even small temperature changes can affect dimensional results. Temperature control was essential for repeatable batch production.
5. Closed-Loop Inspection and Machining Compensation
Yijin Solution implemented a closed-loop process:
Machining → inspection → compensation → verification
After each key operation, a Zeiss O-INSPECT composite CMM was used to scan critical features. Inspection data was sent back to the CAM system to adjust tool offsets and process compensation.
This allowed the team to control:
- Coaxiality within φ0.01 mm
- Hole position accuracy within 0.02 mm
- Critical dimensional accuracy within ±0,005 mm
- Thin-wall deformation within the required range
The closed-loop cycle was compressed to ≤15 minutes per part, improving efficiency compared with traditional offline compensation.
6. 100% Final CMM Inspection
Every finished motor mount went through full-dimensional and geometric tolerance inspection using a high-precision CMM.
The final inspection covered:
- Motor mounting hole dimensions
- Spindle mounting hole dimensions
- Upper and lower shaft hole coaxiality
- Mounting reference surface flatness
- M3 threaded hole position
- Key mating dimensions
- Critical surface and form requirements
Each part was verified before shipment. Inspection reports confirmed that the final parts remained stable within ±0.003 mm to ±0.005 mm on critical dimensions.
Project Results
1. Critical dimensions met the ±0.005 mm requirement
After process optimization and closed-loop control, the final motor mounts achieved stable dimensional accuracy between ±0.003 mm and ±0.005 mm.
The coaxiality and flatness requirements were also met, solving the previous assembly jamming issue between the motor mount, motor, and rotor shaft.
2. Yield increased from below 80% to 99.8%
The production pass rate improved from less than 80% to 99.8%.
This significantly reduced rework, lowered quality-related cost, and gave the customer a stable production path for UAV assembly.
3. Delivery time was reduced by 20%
Because the machining process became more stable, fewer parts required rework or repeat inspection. After process optimization, delivery time was shortened by 20%.
This helped protect the customer’s UAV production schedule.
4. The project led to long-term cooperation
Schiebel recognized Yijin Solution’s ability to provide not only precision CNC machining, but also process diagnosis, drawing optimization, tolerance control, and production stabilization.
After this project, the customer continued cooperation with Yijin Solution and placed additional orders for three other precision UAV components.
Customer Feedback
“Before switching to their CNC service, our motor seat assemblies suffered constant fitting issues and rework due to poor precision, which directly held back our UAV production schedule. Their ability to consistently hold tolerances within ±0.005 mm has completely eliminated assembly jams, raised our in-service reliability, and lifted production yield from below 80% to nearly 100%. Beyond just machining, they proactively optimized our drawings and processes to solve problems at the source. This level of precision, accountability, and technical support is exactly what our aerospace-grade drone program requires.”
— Project Leader, Schiebel
Conclusión
This UAV motor mount project shows that high-precision CNC machining is not only a matter of advanced equipment. At the ±0.005 mm level, stable production depends on a complete system of engineering review, datum control, process planning, stress management, inspection feedback, and surface treatment compensation.
For this project, Yijin Solution helped Schiebel turn an unstable machining process into a repeatable production solution by combining:
- Drawing and GD&T review
- Datum and tolerance-chain optimization
- Five-axis CNC machining
- Stress-controlled machining sequence
- 6061-T6 material inspection
- Hard anodizing compensation
- In-process measurement and feedback
- 100% final CMM inspection
For UAV, aerospace, robotics, and other high-reliability applications, part quality must be stable across every batch, not just proven on one prototype.
Yijin Solution ofrece mecanizado CNC de alta precisión, engineering review, surface treatment coordination, and full inspection support for complex metal parts that require tight tolerance, reliable assembly, and consistent production performance.
Volver arriba: From 80% to 99.8% Yield: High-Precision CNC Machining for a Coaxial Dual-Rotor UAV Motor Mount