Обработка на станках с ЧПУ Допуски в мм определяют допустимые отклонения размеров изготавливаемых деталей. Эти точные спецификации имеют решающее значение для обеспечения правильного функционирования деталей, их правильной подгонки друг к другу и экономически эффективного производства. Для инженеров и конструкторов понимание допусков на обрабатываемые детали предотвращает дорогостоящие производственные ошибки и проблемы при сборке.
This comprehensive guide covers everything from basic tolerance definitions and the main types of tolerance in engineering to geometric tolerance (GD&T) and advanced applications, helping you make informed decisions for your next CNC machining project. Whether you’re designing precision аэрокосмическая промышленность Для успешного производства компонентов или потребительских товаров освоение спецификации допусков имеет большое значение.
Основные выводы
- Стандартные допуски на обработку с ЧПУ обычно составляют от ±0,05 мм до ±0,13 мм, в зависимости от конкретного производственного процесса.
- Более жесткие допуски увеличивают стоимость в геометрической прогрессии, при этом затраты возрастают на 15-30% для допусков ±0,05 мм по сравнению со стандартными ±0,13 мм.
- Свойства материалов существенно влияют на достижимые допуски, причем металлические детали обычно допускают более жесткие допуски, чем пластиковые.
- Устанавливайте только жесткие допуски для критических функциональных характеристик, чтобы оптимизировать затраты на производство и время производства
- GD&T обеспечивает более полный контроль над геометрией детали, чем традиционные допуски на размеры
Что такое допуски при обработке на станках с ЧПУ и почему они важны?
Допуск на обработку с ЧПУ - это допустимое отклонение размеров изготавливаемых деталей. Эта спецификация напрямую определяет, насколько точно обработанная деталь должна соответствовать своим проектным размерам. Допуски на обработку имеют значение, поскольку они контролируют три важнейших аспекта: функциональные характеристики, соответствие сборке и стоимость производства.
При определении допусков для фрезерования с ЧПУ или других процессов обработки слишком жесткие требования значительно увеличивают производственные затраты, а слишком свободные допуски приводят к плохой подгонке или неработоспособности деталей.
В поисках Фрезерные станки с ЧПУ Китай производственные услуги? Решение Yijin Мы предлагаем точные и экономичные фрезерные решения с ЧПУ, гарантирующие соответствие ваших проектов необходимым допускам при соблюдении стандартов качества.
Как определяются допуски при обработке на станках с ЧПУ?
Допуски на обработку с ЧПУ определяются как допустимое отклонение размеров от номинальных значений. Эти характеристики представлены в виде двустороннего допуска (±0,1 мм), одностороннего допуска (+0,1/-0 мм) или предельного допуска (от 10,1 мм до 9,9 мм). Значение допуска напрямую указывает на требования к точности изготовления - меньшие значения требуют более высокой точности.
In metric specifications, tolerances are measured in millimeters (mm), with values typically ranging from ±0.05 mm to ±0.5 mm. The basic tolerance formula is simple: the tolerance equals the upper limit minus the lower limit, so a 10 mm feature allowed between 10.1 mm and 9.9 mm carries a 0.2 mm tolerance band. International standards like ISO 2768 provide standardized tolerance frameworks that ensure consistency across the manufacturing industry. These standards define tolerance classes based on precision requirements.
Методы выражения толерантности
Основными способами выражения допусков в документации по обработке на станках с ЧПУ являются двусторонний допуск, односторонний допуск, предельный допуск и десятичные знаки:
- Двусторонняя толерантность: Одинаковое отклонение в обоих направлениях (например, 10 мм ± 0,1 мм)
- Односторонняя толерантность: Отклонение только в одном направлении (например, 10 мм +0,1/-0 мм)
- Предельный допуск: Определенный верхний и нижний предел (например, 10,1 мм - 9,9 мм)
- Десятичные знаки: Большее количество знаков после запятой указывает на более жесткие допуски для обрабатываемых деталей
Какие различные типы допусков используются при обработке с ЧПУ?
Основные виды допусков в обработке с ЧПУ включают двусторонние, односторонние и предельные допуски, каждый из которых служит различным целям проектирования. Двусторонний допуск позволяет отклоняться от номинального размера как в положительную, так и в отрицательную сторону, обеспечивая гибкость производства при соблюдении функциональных требований.
Односторонний допуск допускает отклонение от основного размера только в одном направлении, обеспечивая соблюдение критических ограничений по размерам. Этот тип идеально подходит для компонентов, которые должны подходить друг к другу в сборках, где максимальный или минимальный размер является критическим для правильного функционирования.
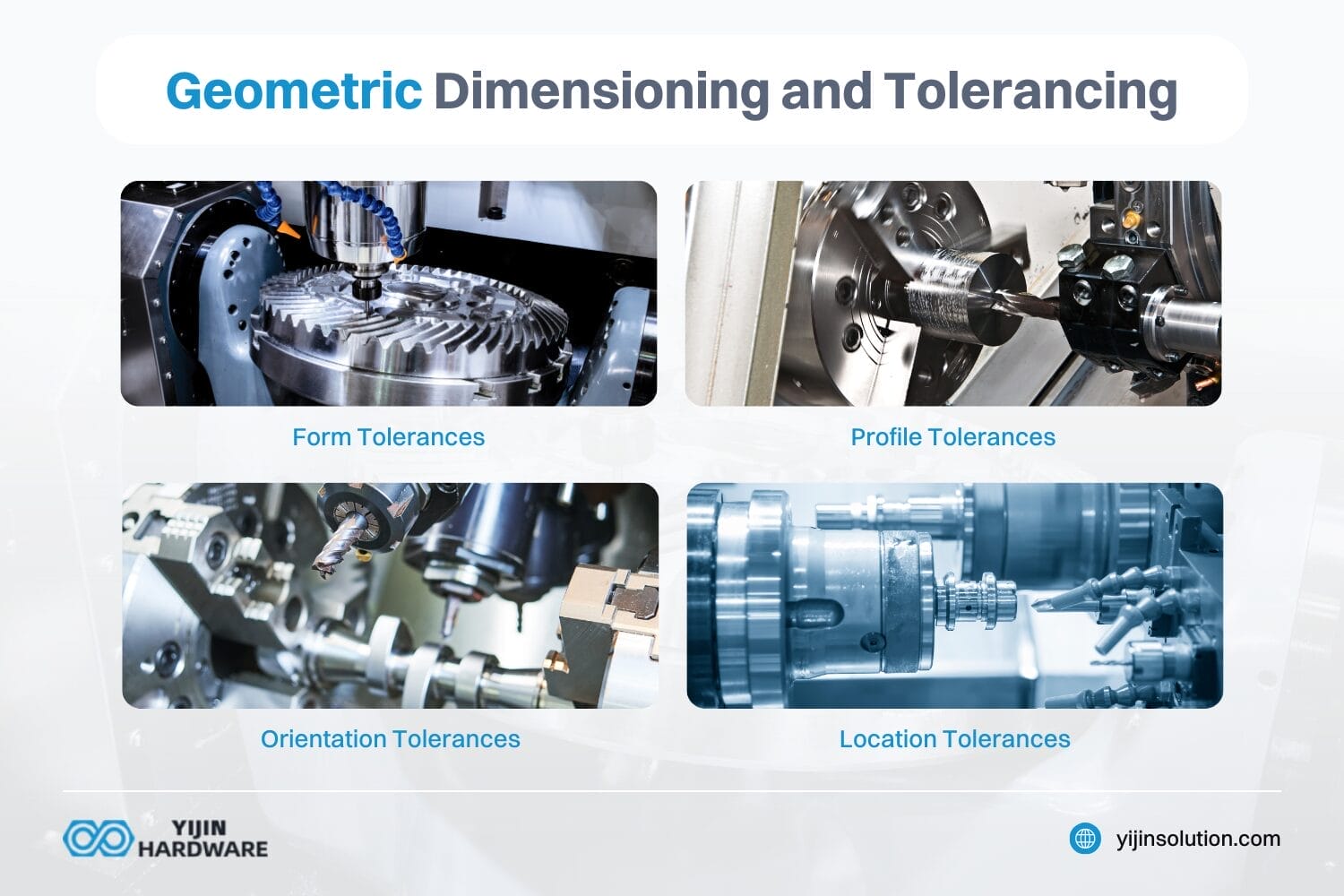
Передовые системы допусков
Геометрические размеры и допуски (GD&T) - это комплексная система допусков, которая контролирует не только размеры, но и форму, ориентацию и положение деталей. GD&T обеспечивает превосходный контроль над сложной геометрией деталей с помощью стандартизированного символического языка, разработанного Американским обществом инженеров-механиков. Согласно Универсальный технический институт, GD&T ensures accuracy and precision in CNC manufacturing. It does this by specifying the form, orientation, and location of features on a part. Regionally, ASME Y14.5 is the dominant geometric tolerance standard across North America, while the ISO GPS system (ISO 1101 for geometric tolerance, with ISO 2768 covering general tolerances) prevails in Europe and most of Asia. Both systems share the same core symbols, so a drawing can be specified to either standard without redesigning the part.
| Тип допуска | Символ | Приложение | Пример |
|---|---|---|---|
| Плоскость | ⃞ | Равномерность поверхности | Плоскостность 0,05 мм для уплотнительных поверхностей |
| Прямолинейность | - | Управление линейными элементами | Прямолинейность 0,02 мм для направляющих шин |
| Цилиндричность | ○ | Цилиндрическая форма | Цилиндричность 0,03 мм для подшипников |
| Истинное положение | ⌖ | Местоположение объекта | 0,08 мм истинное положение монтажных отверстий |
| Параллелизм | ∥ | Выравнивание поверхности | Параллельность сопрягаемых поверхностей 0,04 мм |
| Концентричность | ◎ | Коаксиальное выравнивание | Концентричность 0,06 мм для вращающихся деталей |
Что такое стандартные допуски для обработки на станках с ЧПУ в миллиметрах?
Стандартный допуск для обработки с ЧПУ составляет ±0,13 мм (±0,005″) для большинства видов фрезерования и поворот операции. Этот уровень точности представляет собой базовые возможности современного оборудования с ЧПУ и обеспечивает достаточную точность для большинства общих применений, не требуя специализированных процессов или оборудования.
Приведенная ниже таблица содержит исчерпывающую информацию о типичных допусках на обработку с ЧПУ для различных процессов:
| Технологический процесс с ЧПУ | Стандартный допуск (мм) | Стандартный допуск (дюйм) |
|---|---|---|
| Фрезерование (3 оси) | ±0,13 мм | ±0.005" |
| Фрезерование (5-осевое) | ±0,13 мм | ±0.005" |
| Токарный станок | ±0,13 мм | ±0.005" |
| Маршрутизатор | ±0,13 мм | ±0.005" |
| Резка прокладок | ±0,762 мм | ±0.030" |
| Обработка винтов | ±0,13 мм | ±0.005" |
| Гравировка | ±0,13 мм | ±0.005" |
Стандартные классы допусков ISO 2768
ISO 2768 - это международный стандарт, определяющий четыре общих класса допусков для обработанных деталей:
- Штраф (f): Для высокоточных работ (например, ±0,05 мм для размеров до 30 мм)
- Средний (м): Для работ общей точности (например, ±0,1 мм для размеров до 30 мм)
- Крупный (c): Для работ с низкой точностью (например, ±0,2 мм для размеров до 30 мм)
- Очень грубый (v): Для грубой обработки (например, ±0,5 мм для размеров до 30 мм)
В компании Yijin Solution наши станки с ЧПУ DMG Mori и Haas соответствуют спецификациям класса ISO 2768 Fine tolerance для критически важных компонентов, требующих высокой точности размеров.
Как материалы влияют на достижимые допуски?
Материалы напрямую определяют достижимые допуски благодаря присущим им свойствам, таким как твердость, термостойкость и обрабатываемость. Металлические детали обычно допускают более жесткие допуски, чем пластиковые, благодаря стабильности размеров в процессе обработки. Алюминий и сталь обычно имеют допуски ±0,13 мм при стандартных условиях обработки.
Пластиковые детали отличаются повышенной сложностью допусков из-за термочувствительности, гибкости и влагопоглощения. Стандартные допуски для пластмасс обычно шире - ±0,25 мм (±0,010″), чтобы учесть эти характеристики материала. Перепады температуры при обработке могут вызвать значительное изменение размеров пластмассовых деталей.
Допуски для конкретного материала
Ниже приводится краткое описание того, как различные материалы влияют на достижимые допуски при обработке с ЧПУ:
- Алюминий Сплавы: Отличная обрабатываемость с достижимыми допусками ±0,05 мм
- Сталь Сплавы: Хорошая стабильность размеров с достижимыми допусками ±0,08 мм
- Нержавеющая сталь: Более сложная обработка, типичные допуски составляют ±0,10 мм.
- Латунь/Медь: Хорошая обрабатываемость с достижимыми допусками ±0,05 мм
- Инженерные пластики: Требуются более широкие допуски от ±0,15 мм до ±0,25 мм.
- Титан Сплавы: Сложная обработка с типичными допусками ±0,13 мм
Какие факторы влияют на допустимые отклонения при обработке на станках с ЧПУ?
Достижимые допуски при обработке на станках с ЧПУ определяются множеством факторов, при этом основное влияние оказывает качество станка. Высокоточные обрабатывающие центры с жесткой конструкцией, термостойкостью и передовыми системами управления обеспечивают более жесткие допуски, чем базовое оборудование. Выбор режущего инструмента также существенно влияет на возможности допуска.
Износ инструмента, отклонение и геометрия напрямую влияют на точность размеров, поэтому высококачественные твердосплавные инструменты необходимы для соблюдения жестких допусков. Для изготовления прецизионного аэрокосмического компонента с допуском ±0,02 мм компания Yijin Solution использует твердосплавные концевые фрезы премиум-класса со специальными покрытиями и строгим контролем состояния инструмента для обеспечения точности размеров на протяжении всего производства.
Критические факторы допустимости
Жесткость станка, термическая стабильность, стратегия траектории инструмента и другие факторы оказывают наибольшее влияние на достижимые допуски при обработке с ЧПУ:
- Жесткость машины: Устойчивость к прогибу под действием сил резания
- Термическая стабильность: Постоянство размеров, несмотря на изменения температуры
- Стратегия траектории инструмента: Подходящие подходы к разрезанию для типов элементов
- Параметры резки: Настройки скорости, подачи и глубины оптимизированы для точности
- Методы фиксации: Надежное крепление, минимизирующее вибрацию
- Мониторинг состояния инструмента: Регулировка в реальном времени для компенсации износа инструмента
Насколько ужесточение допусков увеличивает производственные затраты?
Более жесткие допуски напрямую увеличивают стоимость производства из-за дополнительных ресурсов, необходимых для обеспечения высокой точности. Детали с допусками ±0,05 мм обычно стоят на 15-30% дороже, чем детали со стандартными допусками ±0,13 мм, из-за более длительного времени цикла, дополнительных настроек и более частой смены инструмента.
Зависимость между стоимостью и допусками нелинейна: при сужении допусков ниже ±0,025 мм затраты растут экспоненциально. Это происходит потому, что для сверхточной обработки требуется специализированное оборудование, усиленные процессы контроля качества и, возможно, несколько операций для достижения конечных размеров. Для медицинского компонента из нержавеющей стали переход от допуска ±0,05 мм к допуску ±0,01 мм увеличил производственные затраты на 45%.
Влияние спецификаций допусков на стоимость
В таблице ниже показано, как различные спецификации допусков влияют на стоимость производства:
| Диапазон допусков | Влияние на стоимость | Требования к оборудованию | Потребности в проверке |
|---|---|---|---|
| ±0,25 мм и выше | Базовая стоимость | Стандартное ЧПУ | Основная проверка |
| ±0,13 мм до ±0,25 мм | 5-10% увеличение | Стандартное ЧПУ | Регулярный осмотр |
| ±0,05 мм до ±0,13 мм | 15-30% увеличение | Высокоточное ЧПУ | C мм поверка |
| ±0,025 мм до ±0,05 мм | Увеличение 30-50% | Премиум CNC | Проверка 100% |
| Ниже ±0,025 мм | 50-100% увеличение | Сверхточное ЧПУ | Передовая метрология |
Когда следует указывать более жесткие допуски?
Более жесткие допуски следует указывать только для тех элементов, которые непосредственно влияют на функциональность детали или ее пригодность для сборки. Критические сопрягаемые поверхности, посадочные места подшипников, элементы точной центровки и уплотнительные поверхности обычно требуют более жестких допусков для обеспечения надлежащей работы. Для некритичных элементов стандартные допуски обеспечивают достаточную точность при меньших затратах.
В аэрокосмической и медицинской промышленности жесткие допуски часто необходимы для критически важных компонентов. Например, для медицинского имплантата могут потребоваться допуски ±0,01 мм на сочленяющихся поверхностях для обеспечения надлежащего функционирования и долговечности, в то время как для нефункциональных элементов могут использоваться стандартные допуски ±0,13 мм для снижения стоимости производства.
Чем GD&T отличается от традиционного толерирования?
Допуски GD&T обеспечивают превосходный контроль над геометрией детали по сравнению с традиционными допусками плюс/минус. Традиционные допуски контролируют только размеры, в то время как GD&T рассматривает форму, ориентацию, расположение и характеристики биения с помощью стандартизированного символического языка. Такой комплексный подход обеспечивает правильное функционирование деталей в собранном состоянии.
GD&T дает значительные преимущества, контролируя взаимосвязи между элементами и устанавливая базовые точки отсчета. Эта система позволяет использовать спецификации максимального состояния материала (mmC) и наименьшего состояния материала (LMC), которые обеспечивают премиальные допуски при отклонении деталей от максимального размера материала, что потенциально снижает затраты на производство при сохранении функциональных требований.
Что такое метод компенсации термостабильности Yijin Solution?
Запатентованная система компенсации термостабильности Yijin Solution позволяет достичь допусков до ±0,005 мм в производственных условиях. Эта передовая система сочетает в себе мониторинг температуры в реальном времени и модели прогнозируемого расширения для динамической настройки параметров обработки в процессе резания. Компенсируя тепловой рост как в станке, так и в заготовке, мы сохраняем исключительную точность даже при длительных операциях.
В отличие от традиционных подходов, использующих помещения с контролируемой температурой, наша система использует стратегически расположенные датчики температуры по всей зоне обработки. Эти датчики передают данные в нашу систему управления, которая применяет коэффициенты теплового расширения материала для прогнозирования изменений размеров и вносит микрокорректировки в траектории движения инструмента в режиме реального времени.
Преимущества системы термостабилизации
Наша система компенсации термической стабильности обеспечивает жесткие допуски, снижает количество брака и многое другое для высокоточной обработки:
- Сохраняет жесткие допуски (±0,005 мм) даже при длительных циклах обработки
- Устраняет необходимость в помещениях с регулируемой температурой для многих применений
- Сокращение количества брака до 35% при работе с жесткими допусками
- Обеспечивает постоянную точность при работе в несколько производственных смен
- Особенно эффективен для крупных алюминиевых деталей с жесткими допусками
Как измеряются и проверяются допуски?

Допуски измеряются с помощью прецизионных приборов, откалиброванных по национальным стандартам, причем выбор зависит от требуемого уровня допуска. Для стандартных допусков (±0,13 мм) достаточную точность обеспечивают цифровые штангенциркули и микрометры, а для более жестких допусков требуются сложные координатно-измерительные машины (КИМС), которые измеряют с точностью до 0,001 мм.
Процессы контроля качества включают в себя проверку первого изделия (FAI), статистический контроль процесса (SPC) и измерения в процессе производства, чтобы гарантировать, что размеры остаются в пределах заданных допусков на протяжении всего производства. В компании Yijin Solution мы используем координатно-измерительные машины Zeiss и оптические измерительные системы Keyence для проверки критических размеров высокоточных компонентов.
Технологии проверки допусков
Координатно-измерительные машины, оптические измерительные системы, системы технического зрения и другие технологии используются для проверки допусков на размеры деталей, обрабатываемых на станках с ЧПУ:
- Координатно-измерительная машина (C мм): Для проверки сложной геометрии (точность до 0,001 мм)
- Оптические измерительные системы: Для бесконтактного измерения малых размеров
- Системы технического зрения: Для быстрого осмотра нескольких элементов
- Цифровые измерители высоты: Для точных вертикальных измерений
- Резьбовые измерительные приборы: Для проверки технических характеристик резьбы
- Манометры для измерения отверстий: Для проверки внутреннего диаметра
- Приборы для определения шероховатости поверхности: Для проверки качества обработки поверхности
Как выбрать правильный допуск для деталей, обрабатываемых на станках с ЧПУ?
Выбор правильного допуска начинается с анализа функциональных требований к детали, в частности, ее сопряжения с другими компонентами. Сопрягаемые поверхности, элементы центровки и прецизионные точки крепления обычно требуют более жестких допусков, чем нефункциональные элементы. Использование установленных стандартов, таких как ISO 286, помогает определить соответствующие посадки между сопрягаемыми деталями.
Следуйте этому систематическому подходу, чтобы определить оптимальные допуски для ваших деталей, обрабатываемых на станках с ЧПУ:
- Определите критические характеристики: Определите, какие размеры влияют на функциональность
- Укажите типы подгонки: Определите необходимые зазоры, интерференционные или переходные посадки, используя ISO 286
- Применение стандартов ISO: Используйте установленные классы толерантности, когда это применимо
- Рассмотрим материальные последствия: Настройте допуски на основе свойств материала
- Рецензия на "Изготовимость: Убедитесь, что допуски достижимы при выбранных процессах
- Оптимизация по стоимости: Используйте более жесткие допуски только там, где это необходимо
Каковы общие проблемы толерантности и как их избежать?
Наиболее распространенной проблемой, связанной с допусками, является завышение спецификации, когда конструкторы требуют неоправданно жестких допусков по всем размерам. Это значительно увеличивает производственные затраты без повышения функциональной ценности. Например, указание допусков ±0,01 мм для пластикового потребительского изделия увеличило затраты на 40% без улучшения характеристик.
Проблемы, связанные с допуском материалов, включают тепловое расширение, снятие напряжений при обработке и несоответствие материалов. Эти проблемы можно решить с помощью правильного выбора материала, температурных условий производства и процессов снятия напряжений. Отклонение инструмента в процессе обработки может вызвать отклонения от допусков, особенно в глубоких карманах или при использовании режущих инструментов с большим вылетом.
Предотвращение распространенных проблем с переносимостью
Проектирование с учетом требований технологичности, стратегический выбор точек привязки и другие методы помогают предотвратить производственные проблемы, связанные с допуском:
- Проектирование для обеспечения технологичности: Пересмотр проектов с инженерами-производственниками на ранних этапах разработки
- Выбор стратегических данных: Выбирайте стабильные, доступные объекты в качестве эталонов измерений
- Анализ стеков допусков: Рассчитывать суммарные допуски в узлах для предотвращения проблем с подгонкой
- Методы статистической толерантности: Применять статистические подходы для сложных сборок
- Проверка прототипа: Проверка требований к допуску с помощью испытаний прототипов
- Толерантность Расслабление: Выявление возможностей для смягчения некритичных допусков
Почему стоит выбрать Yijin Solution для услуг прецизионной обработки с ЧПУ
Yijin Solution сочетает передовые услуги по механической обработке с ЧПУ с экспертными инженерными знаниями, чтобы поставлять детали, которые постоянно соответствуют или превышают заданные допуски. Наша система управления качеством включает в себя протоколы всестороннего контроля с использованием прецизионного измерительного оборудования, что гарантирует точность размеров каждой детали, которую мы производим.
Мы предлагаем консультационную инженерную поддержку, чтобы помочь оптимизировать ваши конструкции для производства с соблюдением критических допусков. Наша команда может рекомендовать соответствующие спецификации допусков на основе ваших функциональных требований и бюджетных ограничений, предотвращая как перебор, так и недобор допусков.
Свяжитесь с нами чтобы узнать больше!
Часто задаваемые вопросы о допусках при обработке на станках с ЧПУ
Какой допуск считается "высокоточным" при обработке с ЧПУ?
Высокая точность в обработке с ЧПУ подразумевает допуски ±0,025 мм (±0,001″) или более жесткие. Для достижения таких уровней точности требуется специализированное оборудование, контролируемые условия и передовые измерительные возможности. Компания Yijin Solution достигает высокоточных допусков до ±0,013 мм (±0,0005″) для конкретных деталей благодаря нашим услугам по высококачественной обработке и запатентованной системе термостабилизации.
Как допуски влияют на посадку узлов?
Допуски напрямую определяют, как детали подходят друг к другу в узлах. Посадки с зазором требуют, чтобы отверстие было больше вала, при этом диапазон допусков определяет минимальный и максимальный зазор. Для интерференционной посадки требуется, чтобы вал был больше отверстия, создавая прессовую посадку. Стандарт ISO 286 определяет различные классы посадок (H7/h6, H7/p6 и т. д.), которые определяют соответствующие допуски для различных требований к сборке.
Могут ли допуски быть разными для разных элементов одной детали?
Да, разные уровни допусков на одну и ту же деталь могут и должны иметь разные спецификации в зависимости от их функциональных требований. Критически важные сопрягаемые поверхности могут требовать жестких допусков ±0,025 мм, в то время как нефункциональные элементы могут использовать стандартные допуски ±0,13 мм. Такой подход позволяет оптимизировать как функциональность, так и стоимость производства. Yijin Solution реализует несколько уровней допусков в отдельных деталях на основе проектных спецификаций.
Какие международные стандарты регулируют допуски на механическую обработку?
Основными международными стандартами на допуски при обработке являются ISO 2768 (общие допуски), ISO 286 (пределы и посадки) и ASME Y14.5 (GD&T). Эти стандарты обеспечивают основу для определения и интерпретации допусков в мировой обрабатывающей промышленности. Компания Yijin Solution придерживается этих международных стандартов, сохраняя при этом гибкость для удовлетворения специфических требований заказчика.
Как обработка поверхности связана с допуском на размеры?
Шероховатость поверхности и допуск на размеры - взаимосвязанные, но разные характеристики. В то время как допуск контролирует отклонения размеров, шероховатость поверхности (измеряется в Ra) определяет текстуру и гладкость поверхности. Для достижения очень жестких допусков обычно требуется тонкая обработка поверхности, поскольку неровности поверхности могут повлиять на измерение размеров. При необходимости компания Yijin Solution может достичь шероховатости поверхности до 0,8 Ra (20 мкн) на обработанных деталях.
Вернуться к началу: Standard CNC Machining Tolerances in MM Explained