Проблемы с кромками листового металла? Подшивка - это решение. Неровные края не только выглядят непрофессионально, но и могут быть вредны. Эта важная техника позволяет сделать безопасные, гладкие и прочные края для различных применений. Это поможет вам узнать, как изменить ваши проекты из листового металла с помощью передовых методов подшивки.
Этот блог-пост представляет собой исчерпывающее руководство, в котором мы расскажем о загибе листового металла, его назначении, типах, процессе и конструктивных особенностях.
Что такое "химчистка листового металла"?
Это точный производственный процесс, который заключается в загибании края металлического листа обратно на себя. Этот процесс позволяет получить гладкий, закругленный край, повышающий как структурную целостность, так и внешний вид конечного продукта.
Эта техника значительно повышает безопасность изделий, удаляя острые края и укрепляя структуру. Кроме того, она придает изделию чистый профессиональный вид. Клепка также позволяет соединять несколько металлических листов, что важно для различных промышленных операций, таких как электроника и строительство.
Каково назначение листового металла Hems?
Основная цель подшивки листового металла - сделать безопасный, ровный край металлических деталей. Это усиливает кромку, повышает жесткость и позволяет собирать несколько деталей. Кромкооблицовка также повышает визуальную привлекательность, удаляя острые края и придавая полированную, высококлассную отделку.
Подгибы листового металла чаще всего используются в панелях кузова автомобилей, дверцах приборов и воздуховодах HVAC. Они добавляют структурную стабильность, повышают безопасность за счет удаления острых краев и создания герметичных уплотнений. Кромки увеличивают момент инерции на кромке, что снижает вибрацию и повышает жесткость конечного продукта.
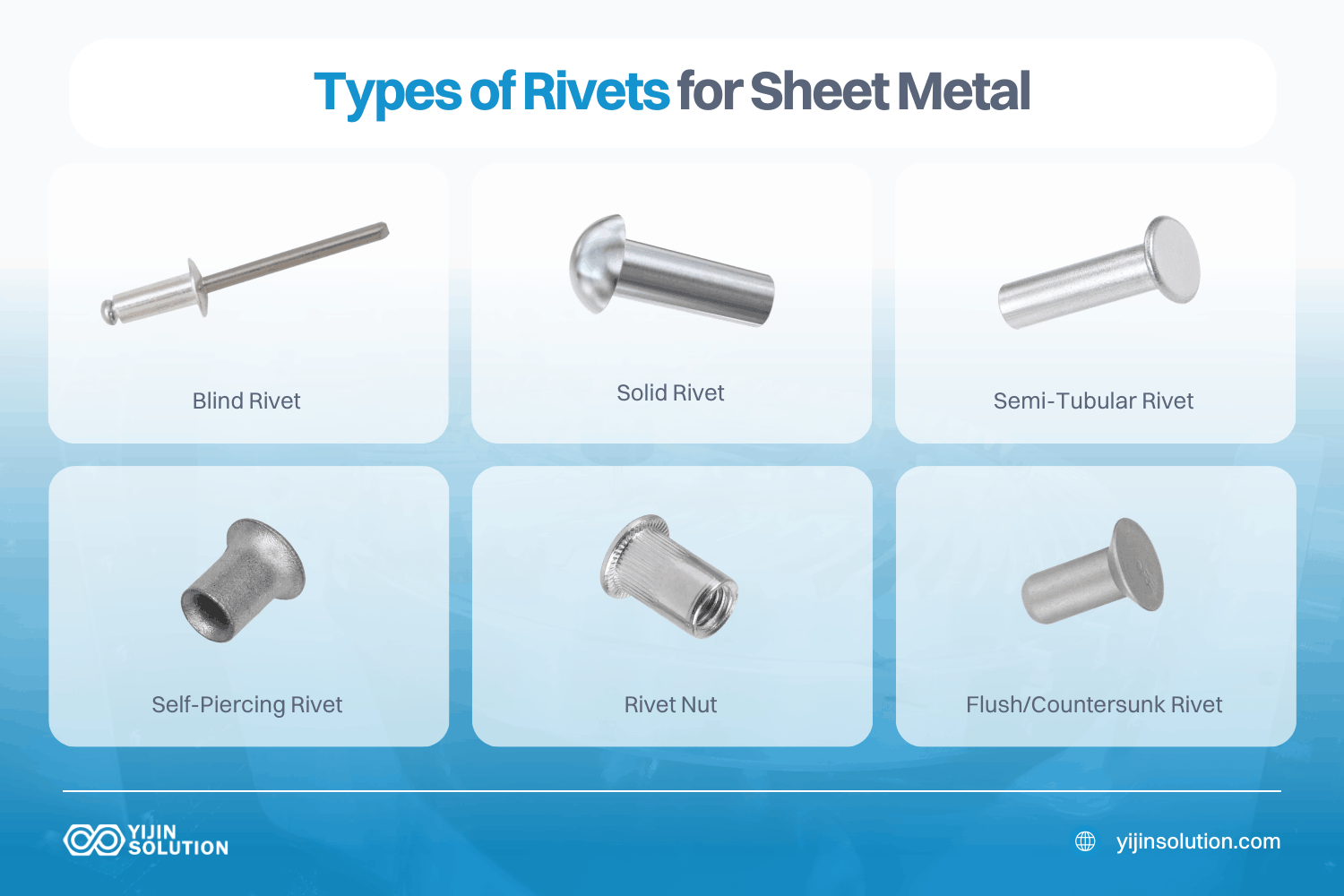
4 типа шлангов из листового металла
Подшивка листового металла имеет четыре основных типа. Каждый тип используется для определенных целей. В этом разделе мы рассмотрим открытые, закрытые, рулонные и каплевидные кромки, их характеристики и применение в различных отраслях промышленности.
Открытый подол
Она образуется путем отгибания края металлического листа на себя, не закрывая его полностью. Существует два вида открытой кромки: стандартная и сплющенная. Стандартные открытые кромки имеют равномерный зазор, а уплощенные открытые кромки - когда сложенный край прижимается ближе к листу. Зазор в открытых кромках обычно составляет 1,5-2 раза больше толщины материала.
Открытые кромки обычно используются в таких областях архитектуры, как сайдинг, воздуховоды и металлическая кровля.
Рулонный подол
Это плотно скрученная кромка, образующаяся при непрерывной прокатке металлических листов кромкой внутрь. В результате получается гладкий, закругленный край, диаметр которого обычно в 2-3 раза превышает толщину материала. Она напоминает небольшую трубку или цилиндр по краю листа, что придает ему чистый и профессиональный вид.
Рулонные кромки широко используются в дверях бытовой техники, металлической мебели и кузовных панелях автомобилей. Они равномерно распределяют нагрузку, снижают вибрацию и улучшают жесткость детали.
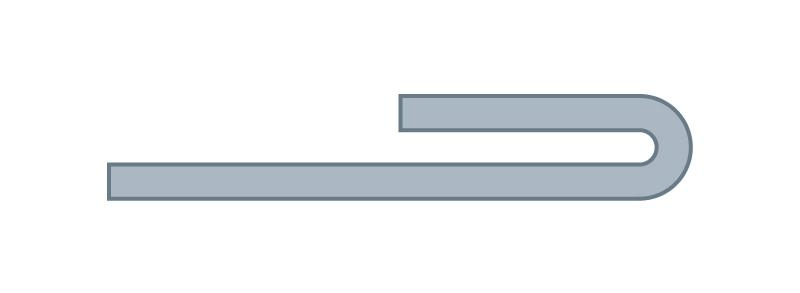
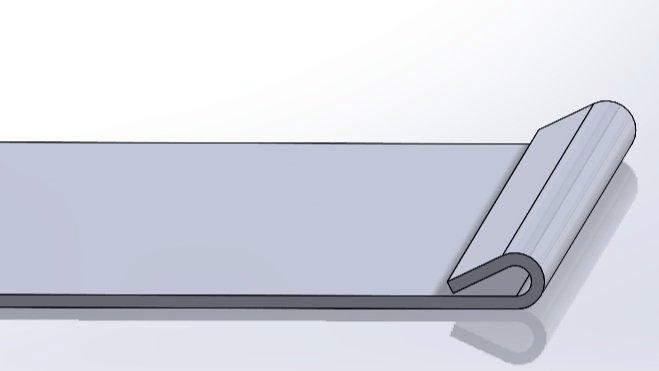
Закрытый подол
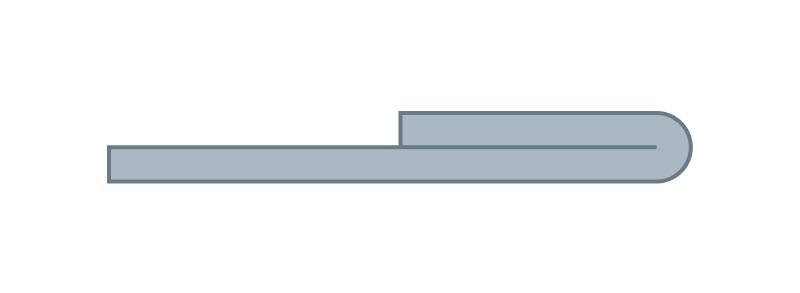
Такие каймы делаются путем складывания края металлического листа на себя и плоского прижатия к листу. Таким образом, получается гладкий, закругленный край без видимых зазоров. Толщина загнутого края обычно в 1,5-2 раза больше толщины материала. Закрытые кромки образуют небольшую выпуклость по краю и придают законченный вид.
Закрытые кромки чаще всего используются в металлических шкафах, корпусах и кузовных панелях. Они создают герметичное уплотнение, обеспечивают превосходную прочность краев и исключают острые края.
Подол с каплей
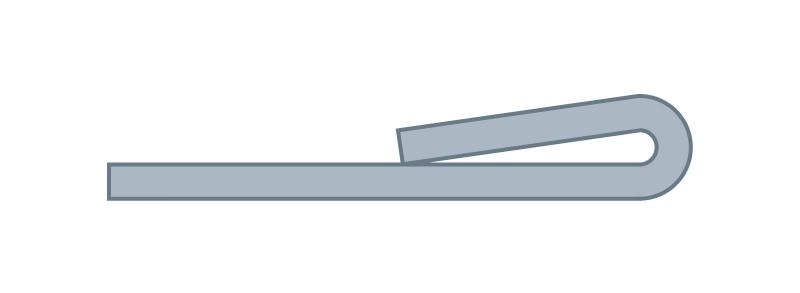
Эти каймы представляют собой особый тип каймы, характеризующийся различными краями в форме капли. Они создаются путем складывания края металлического листа обратно на себя, а затем слегка раскрывают сгиб, чтобы сделать небольшое углубление в форме капли. Диаметр загнутого края обычно в 2-3 раза превышает толщину материала.
Каплевидные кромки чаще всего используются в кузовных панелях автомобилей, в частности, на капотах, дверях и крышках багажников.
Виды процессов конопатки
Подшивка листового металла осуществляется двумя основными методами: штамповка и роликовая подшивка. Каждый процесс имеет свои особенности и подходит для разных областей применения и объемов производства. Сейчас мы обсудим каждый из этих процессов.
Шлифовка штампов

Штамповка - это точный метод изготовления швов в листовом металле с использованием специализированного оборудования. Этот метод включает в себя серию прогрессивных штампов, которые медленно сгибают металлический край. Заготовка помещается между верхним и нижним штампом, а затем на нее оказывается давление для формирования подшивки.
Подшивка обычно состоит из трех этапов:
- Предварительный хем: на этом этапе край обычно загибается под углом около 45-60 градусов.
- Промежуточная: На промежуточной стадии край еще больше изгибается под углом около 80-85 градусов.
- Заключительный этап: На последнем этапе подшивка завершается полным складыванием края на 180 градусов или на желаемый угол.
Этот многоступенчатый этап процесса помогает распределить напряжение и минимизировать истончение материала или появление трещин.
Штамповочная подшивка важна для обеспечения стабильного качества и крупносерийного производства. Она гарантирует равномерное формирование каймы для больших партий, что делает ее подходящей для производства бытовой техники и автомобильной промышленности.
Рулонная подшивка
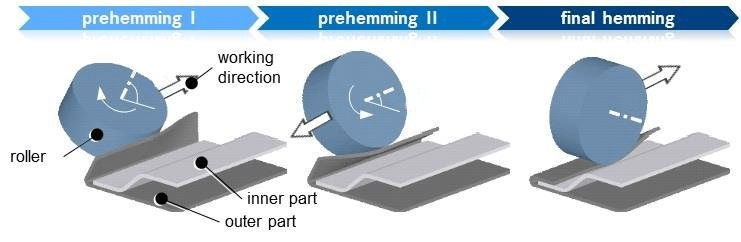
Роликовая кромкооблицовка - это многоэтапный процесс, в котором используется роликовый инструмент с роботизированным управлением для постепенного сгибания краев листового металла. Обычно процесс состоит из трех-пяти этапов:
- Предварительный хем: Ролик сгибает фланец под углом 45°.
- Промежуточные этапы: На этом этапе происходит дальнейшее увеличение угла изгиба.
- Окончательная подшивка: Валик завершает подшивку и делает ее плотной и гладкой.
На каждом этапе управляемый ролик с ЧПУ перемещается по периметру детали со скоростью 50-100 мм/с и оказывает локальное давление (2-5 кН). Такая постепенная гибка позволяет создавать сложные 3D-формы и малые радиусы (до 1,5-кратной толщины материала).
Вальцовка - гибкий и экономически эффективный процесс. Он позволяет сократить расходы на оснастку до 70% по сравнению со штамповкой. Кроме того, он позволяет быстро переналаживать конструкцию детали. Эти характеристики делают процесс роликовой хемминга подходящим выбором для автомобильной промышленности и крупносерийного производства.
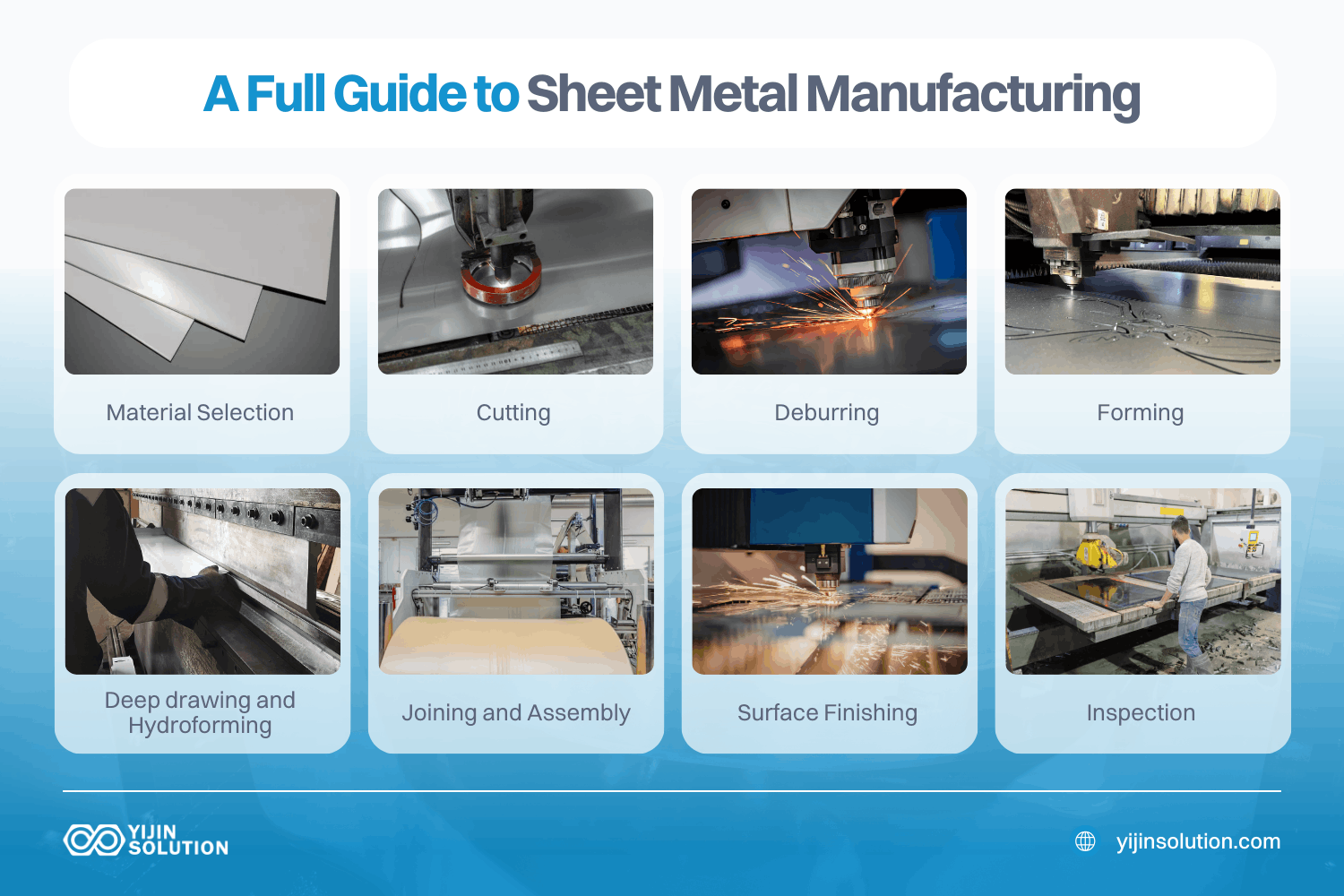
Как выполняется обработка листового металла?
Подшивка листового металла - это многоступенчатый процесс, который позволяет получить прочные и ровные края. Сначала металлический лист обрезается по размеру, а край загибается под углом 90 градусов. Затем загнутый край складывается обратно на себя под углом 180 градусов. Таким образом, по краю получается двойной слой металла. Затем согнутый край расплющивается с помощью специальных инструментов или станков. Для обеспечения точности производители обычно используют подшивочные машины с ЧПУ. Эти машины прикладывают постоянное давление для формирования равномерного края. На последнем этапе подол сжимают, чтобы придать ему нужную форму и толщину.
Для более сложных конструкций производители часто комбинируют подшивку с листовым материалом. услуги по гибке металла для обеспечения точных изгибов и гладких краев, в результате чего получаются более прочные и долговечные детали.
Толчок листового металла в сравнении с подом листового металла
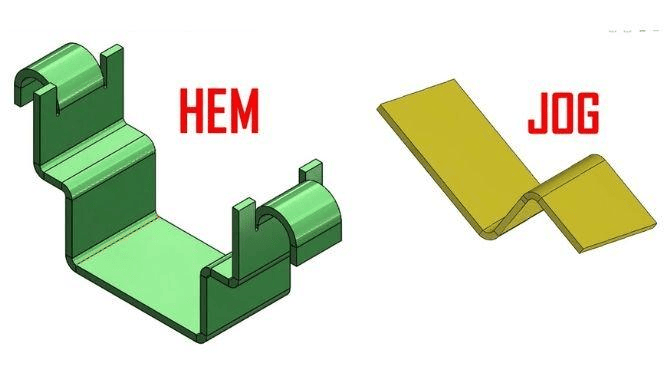
Несмотря на то, что и у кромкооблицовочных станков, и у кромкооблицовочных станков разные цели и характеристики, они используются для создания кромок в металлических листах. В этом разделе мы сравним различные характеристики стачивания и подшивки листового металла.
- Подвижка - это небольшой локальный изгиб, а подшивка - это подгибание края листа на себя.
- Скрепки часто используются в тех случаях, когда требуется небольшое смещение, например, при изготовлении сложных форм или размещении фурнитуры. В то время как кромки используются там, где требуется ровный и безопасный край, например, при производстве строительных материалов и автомобильных деталей.
- Сгибы требуют тщательного планирования для точного размещения и предотвращения деформации. В то время как при подшивке необходимо учитывать такие факторы, как радиус сгиба, толщина и способ складывания, чтобы получить прочный и ровный край.
Характеристики листового металла Jog и листового металла Hem:
| Характеристика | Толчок листового металла | Подол из листового металла |
|---|---|---|
| Назначение | Создайте небольшое смещение или изгиб | Создайте складной край для безопасности |
| Процесс | Небольшой, локализованный изгиб | Отгибание края на себя |
| Приложение | Сложные формы, размещение оборудования | Автомобильные детали, строительные материалы |
| Технические соображения | Точное размещение, искажение материала | Толщина материала, радиус изгиба, техника сгибания |
Сшивание листового металла по сравнению со сшиванием листового металла
Подшивка и сшивка листового металла - обе важные технологии изготовления металлических изделий. Обе техники имеют разные цели и характеристики. Давайте обсудим важные различия между этими двумя процессами:
- Подол подгибает край на себя, а шов соединяет два края с помощью серии мелких складок.
- Подшивка повышает прочность и жесткость краев. В то время как швы придают дополнительную устойчивость конструкции, создавая непрерывный шов.
- Подол чаще всего используется для отделки краев, а шов - там, где требуется высокая прочность и защита от протечек.
- При сшивании используются ролики или специализированные штампы, а для сшивания требуются специальные машины со сцепляющимися роликами или прессами.
| Характеристика | Поковка листового металла | Сшивание листового металла |
|---|---|---|
| Процесс | Загибает край одного листа | Объединяет два отдельных листа |
| Прочность | Укрепляет края | Создает прочные соединения панелей |
| Приложения | Обработка краев, безопасность | Большие конструкции, водонепроницаемые соединения |
| Инструменты | Копировальные машины, штампы | Машины для обработки швов, валики |
| Профиль края | Гладкий, загнутый край | Стык или соединение внахлест |
| Типичные отрасли | Автомобили, бытовая техника | Кровельные работы, ОВКВ, судостроение |
Руководство по проектированию поделок из листового металла
Правильные рекомендации по проектированию важны для лучшей подшивки листового металла. В этом разделе мы рассмотрим основные факторы, которые необходимо учитывать при проектировании подшивки листового металла, такие как припуск на подшивку, минимальный радиус изгиба, направление долевой нити, стиль подшивки и свойства материала.
Пособие по подолу
Это дополнительный материал, необходимый для формирования подола. Обычно он в 2-3 раза больше толщины материала. Важные рекомендации по припускам на подшивку:
- Для закрытых кромок припуск = 2 x толщина материала + внутренний радиус
- При раскрое прибавьте к припуску на закрытый подол 1,5-2-кратную толщину материала.
- Припуски на подшивку "рваной каймы" должны быть 3-4-кратными по толщине материала.
- Также рассмотрите возможность пружинящей спинки и добавьте еще 2-5% дополнительного припуска.
Минимальный радиус изгиба
Это наименьший радиус, на который можно согнуть металлический лист без образования трещин. Важные рекомендации, которые следует учитывать:
- Используйте толщину материала 1х для мягких металлов и 1,5х для более твердых материалов.
- Сохраняйте одинаковый радиус всех изгибов.
- Более толстые листы требуют большего радиуса, чтобы избежать излома.
- Также учитывайте направление зерна и свойства материала.
- Используйте рельефные надрезы для малых радиусов вблизи краев.
Материальные соображения
Выбор правильных материалов важен для успешного выполнения операций по подшивке. Инженеры должны выбирать металлы с лучшей формуемостью, такие как низкоуглеродистая сталь или алюминиевые сплавы, чтобы обеспечить правильную форму подшивки.
Толщина материала также является важным фактором, так как из более тонких листов (обычно 0,5-2 мм) обычно получаются более качественные кромки. В тех случаях, когда требуются легкие и прочные компоненты, магний является отличной альтернативой алюминию. Сотрудничая со специалистами, имеющими опыт в обработка магния обеспечивает точность и надежность при работе с этим материалом.
Направление зерна
Это выравнивание металлических кристаллов в листовом металле в результате процесса прокатки. Оно определяет качество подшивки и прочность детали. Некоторые важные рекомендации по проектированию, такие как:
- Выровняйте линии подшивки под углом 45-90° к направлению долевой нити, чтобы избежать растрескивания.
- Для продольных подшивок сделайте радиус сгиба на 50%.
- Испытайте образцы деталей, чтобы проследить влияние зерен на конкретные металлы.
- Определите направление зерна на чертежах важных деталей.
Стиль подола
Он относится к определенной конфигурации фальцованных краев при подшивке листового металла. Некоторые важные рекомендации по дизайну для стиля подшивки:
- Закрытые кромки - это выбор для максимальной прочности и чистого профессионального вида.
- Используйте открытые кромки, чтобы добавить гибкости и избежать заломов материала.
- Для хрупких материалов, таких как алюминий, выбирайте закругленные края.
- Выберите закатанные края, чтобы избежать острых краев на обрабатываемых деталях.
Заключение
Подшивка листового металла - важный процесс в производстве, который обеспечивает лучшую эстетику и повышает прочность. Каждый тип подшивки - от открытой до каплевидной - используется для различных целей. Особые рекомендации по проектированию гарантируют лучшие результаты подшивки.
Для получения квалифицированного руководства и услуг по гибке листового металла выберите Решение Yijin. Наши современные инструменты и квалифицированный персонал с 20-летним опытом работы обеспечивают точные результаты. Свяжитесь с нами чтобы обсудить потребности вашего проекта и получить индивидуальное предложение.