







Rivets are the backbone of permanent sheet metal assembly. They join panels efficiently without heat, hold reliably under vibration, and work in gauges too thin for most threaded fasteners. That combination makes them the default joining method across industries from HVAC and electronics to automotive and aerospace. They are suitable for anywhere you need a strong, permanent connection without the setup cost of welding.
Each rivet type is engineered for a specific set of conditions. Access requirements, sheet gauge, material stack, and load type all determine which rivet works and which doesn’t. A blind rivet that performs well on an enclosure panel is the wrong call for a structural aerospace skin.
A solid rivet that delivers maximum shear strength is useless where internal access is restricted. Choosing correctly keeps fabrication straightforward and joints reliable across the product’s service life.
This guide covers the main types of rivets for sheet metal, with a clear breakdown of where each one fits, what trade-offs it carries, and how to match the right type to your access conditions, gauge, and load requirements.
What are Sheet Metal Rivets?
A rivet is a permanent mechanical fastener with a preformed head on one end. During installation, the tail deforms to lock the joined materials together. Unlike bolts and screws, rivets don’t rely on threads; they transfer load through shear force across the shaft and through bearing pressure between the rivet body and the sheet.
Sheet metal is a good fit for rivets for three reasons. First, thin gauges limit how much clamping force a bolted joint can safely apply. Second, many sheet metal enclosures and panels allow access from only one side . Third, riveted joints handle vibration better than threaded fasteners, which can loosen over time. They also enable a no heat-affected zone, unlike welding, which matters for thin or coated materials.
The types of rivets for sheet metal you’ll encounter most often are blind rivets, solid rivets, semi-tubular rivets, self-piercing rivets, rivet nuts, and flush or countersunk rivets. Each suits a specific set of access conditions, load requirements, and material combinations – and the right choice depends on understanding these variables.
Types of Rivets for Sheet Metal: Quick Comparison

The table below maps each rivet type to the variables that matter most during sheet metal design and fabrication. Use it as a first-pass filter before reading the detailed breakdowns below.
| Rivet Type | Access Required | Sheet Thickness | Industries typiques | Compromis clé |
|---|---|---|---|---|
| Rivet aveugle | One-sided | 0.5–6 mm | Electronics, HVAC, Automotive | Lower shear strength vs. solid rivet |
| Rivet massif | Both sides | 0.8–12 mm | Aerospace, heavy structural | Requires buck bar access |
| Semi-Tubular Rivet | Both sides | 0.5–4 mm | Auto interiors, light assembly | Not suited for heavy loads |
| Self-Piercing Rivet | One-sided | 0.5–3 mm | Auto body, EV battery trays | Ductile materials only |
| Rivet Nut | One-sided | 0.5–4 mm | Enclosures, removable panels | Threaded insert |
| Flush/Countersunk Rivet | Both sides | 0.8–6 mm | Aerospace, auto exterior skins | Requires countersinking operation |
Access requirements and sheet thickness are typically the two variables that eliminate the most options earliest. If you can only reach one side of the assembly, solid and semi-tubular rivets are off the table before you consider anything else. If your gauge falls below 0.8 mm, setting force becomes a real constraint. Work through these two questions first.
The Main Types of Sheet Metal Rivets Explained
Blind Rivets
Blind rivets are the most widely used rivets in sheet metal fabrication, and for good reason. You install them entirely from one side: a rivet gun pulls the mandrel through the rivet body, expanding the tail against the blind face of the sheet. No access to the reverse side is needed.
They’re the default choice for any assembly where one-sided installation is a practical reality, such as sheet metal enclosures, HVAC ducting, electronics housings, and automotive trim panels. Material options include aluminum, stainless steel, steel, and monel.
When you’re joining aluminum sheets, aluminum-bodied blind rivets are the standard choice. However, take note that when using a steel rivet in an aluminum sheet without proper isolation, it invites galvanic corrosion, particularly in humid or outdoor environments.
- The key trade-off: standard blind rivets carry less shear strength than solid rivets. In high-vibration environments, the mandrel can also work loose over time. If your assembly sees significant vibration, specify structural blind rivets with a locking mandrel rather than standard open-end types.
Solid Rivets
Solid rivets are the oldest rivet type in manufacturing and still the strongest. A bucking bar holds the tail on the blind side while the head is driven by a hammer or a compression press. That two-sided access requirement is their defining constraint.
However, where access is available, they deliver shear strength and fatigue resistance that nothing else matches. For aerospace sheet metal assemblies like fuselage skins and wing skins, solid rivets remain the specification of choice. Common aerospace alloys include Aluminum 2117-T4, Aluminum 2024-T4, and Stainless Steel A-286. For structural steel applications, specifications follow ASTM A502: Standard Specification for Steel Structural Rivets.
- The key trade-off: solid rivets are more labour-intensive to install than blind rivets. For any application where internal access is restricted, a blind rivet or self-piercing rivet is the practical alternative.
Rivets semi-tubulaires
Semi-tubular rivets look like solid rivets but have a partial hollow running into the tail. That small change matters: it takes around 50% less setting force to form the tail, which reduces the stress transferred to the sheet during installation. For thin-gauge material below 0.8 mm, that reduction in setting force is often the deciding factor.
Semi-tubular rivets are common in automotive interior components, brake assemblies, light electronic enclosures, and consumer goods. Where you need a two-sided installation at moderate shear and fast assembly throughput, they deliver well.
- The key trade-off: Semi-tubular rivets are not the right choice for heavy structural loads. The partial hollow reduces shear capacity relative to a solid rivet.
Self-Piercing Rivets
Self-piercing rivets need no pre-drilled hole. A punch drives the rivet through the top sheet; the tail flares outward and interlocks mechanically into the lower sheet without fully penetrating it. The result is a strong, flush joint that’s formed entirely from one side. For a deeper look at how this and other rivet mechanisms work, see our complete guide to rivet types.
Self-piercing rivets have become the dominant joining method for automotive body panels and EV battery enclosure assemblies, particularly for aluminum-to-high-strength-steel stacks. The reason matters for designers: pre-drilled holes in dissimilar metal joints expose cut edges where galvanic corrosion accelerates. Self-piercing rivets avoid those exposed edges entirely.
- The key trade-off: the sheet material needs to be ductile enough for the tail to flare without cracking. Brittle metals and very thick total stacks above approximately 3 mm are not suitable. Always confirm material ductility and stack thickness before specifying.
Rivet Nuts
Despite serving a different function, engineers often group rivet nuts with sheet metal rivets in their practice. You install them from one side into a pre-drilled hole. The body collapses under torque to clamp the sheet, leaving a permanent threaded hole where none existed before. They’re the standard solution when you need a removable threaded connection in a sheet that’s too thin to tap directly.
Rivet nuts are not structural joint fasteners. They don’t permanently join two sheets together the way blind or solid rivets do. They create a thread point. Use them for electronic panels, access covers, rack-mount hardware, and any assembly where a panel needs to come on and off.
The key trade-off: If you’re trying to permanently join two sheets, a rivet nut is not the answer.
Flush Rivets
Flush rivets have an angled head that sits level with or slightly below the sheet surface. Getting there requires a countersinking operation before installation. This is a step that adds time and tooling costs but is non-negotiable where surface smoothness matters.
In aerospace, flush rivets are standard on wing skins and fuselage panels where even a slightly proud rivet head disrupts airflow and contributes to drag. They’re also used in automotive exterior panels where surface quality is a visual and aerodynamic requirement.
The key trade-off: the DFM risk to flag early is countersink depth. Too shallow and the head sits proud; too deep and the bearing area under the head is compromised. Both result in a weak joint. Countersink depth must be confirmed against the sheet gauge before the first hole is drilled.
How to Choose the Right Rivet for Sheet Metal
Rivet selection isn’t just about joint strength. Access conditions, gauge, material stack, and load type all feed into the decision. Work through these four variables in order.
Access: Can you reach both sides?
This is the first question because it immediately narrows the field. If you can only reach one side of the assembly, solid rivets and semi-tubular rivets are out. Your options become blind rivets, self-piercing rivets, or rivet nuts, depending on whether you need a permanent joint, a piercing-free installation, or a threaded connection.
If both sides are accessible, solid and semi-tubular rivets open up. Solid rivets give you the highest shear strength. Semi-tubular rivets give you lower setting force. This is useful for thin gauges or high-throughput assembly lines where tooling stress on the sheet is a concern.
Sheet gauge and grip range
Grip range is the total thickness of the material stack that the rivet must clamp. The rivet’s specified grip range must cover that value exactly. Under-grip leaves the tail under-formed and the joint loose. Over-grip means the tail doesn’t contact the blind face properly and clamping force drops.
Standard blind rivets come in grip range increments of approximately 1.5 mm. Specify the grip range at the CAD stage, not as an afterthought. For sheet gauges below 0.8 mm, semi-tubular rivets are worth considering over solid types. The reduced setting force means less risk of sheet deformation during installation.
Material Compatibility and Corrosion Risk
When moisture exposes the assembly, particularly in marine or outdoor environments, mismatched rivet and sheet materials cause galvanic corrosion. For aluminum sheet assemblies, aluminum rivets are the standard choice. Common alloys are 5052 and 5056 for general-purpose work, and 2117-T4 for aerospace applications. These are specified under ASTM B316/B316M.
Stainless Steel 304 or 316 rivets are the right choice for outdoor enclosures, food-grade equipment, and any application in a humid or chemically aggressive environment. They cost more than aluminum but provide reliable corrosion resistance where aluminum would fail over time.
For aluminum-to-high-strength-steel joints, self-piercing rivets are a strong option precisely because they avoid the exposed cut edges at pre-drilled holes.
Load Type: Shear vs. Tensile vs. Vibration
Most sheet metal rivet joints are shear-loaded: the force acts laterally across the joint, and the rivet resists it through bearing on the sheet wall. Solid rivets carry the highest shear loads. Blind rivets follow, with structural types outperforming standard open-end types significantly.
When the dominant force is tensile, structural blind rivets and rivet nuts perform better than standard pop rivets, which can pull through thin sheets under tensile load.
In high-vibration environments, standard open-end blind rivets are the weakest choice. The mandrel stem can vibrate loose over time and rattle inside the rivet body. Solid rivets and structural blind rivets with locking mandrels are both more resistant to vibration-induced fatigue. If vibration is a factor, specify accordingly.
Rivet Materials Used in Sheet Metal Fabrication
Material selection for rivets follows the same logic as material selection for the sheet itself: match the environment, the mechanical demands, and the adjacent materials.
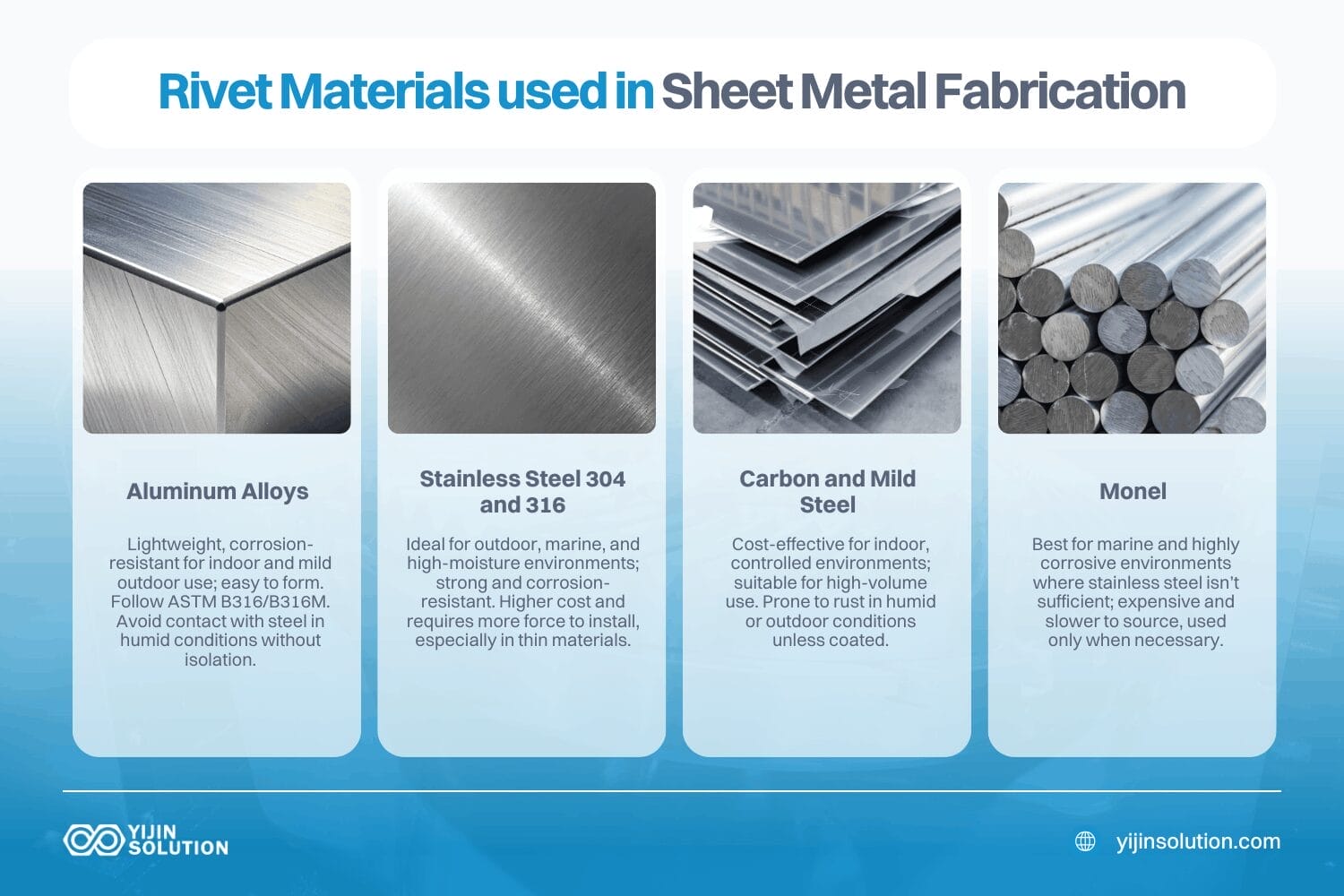
- Aluminum alloys: These are the most common in sheet metal fabrication. They’re lightweight, corrosion-resistant in most indoor and mild outdoor conditions, and easy to form during installation. Cold-heading production for these alloys follows ASTM B316/B316M. Avoid pairing aluminum rivets with steel sheets in humid environments without corrosion isolation.
- Stainless Steel 304 and 316: These are the right call for outdoor enclosures, food processing equipment, coastal environments, and anywhere moisture and corrosion are ongoing concerns. They carry more shear load than aluminum and hold up better over the long term in aggressive conditions. The trade-off is cost and, in thin gauges, a slightly higher setting force.
- Carbon and mild steel: These rivets work well in general-purpose indoor assemblies where corrosion isn’t a significant risk. They’re the economical choice for high-volume applications in controlled environments, but they’ll rust in outdoor or high-humidity conditions without protective coatings.
- Monel: These are reserved for marine hardware and highly corrosive industrial environments where stainless steel is not enough. It’s expensive and slower to source, so it only makes sense where the operating environment demands it.
Find a Supplier That Helps You Choose Your Sheet Metal Rivets
Rivet selection affects fabrication quality and cost further downstream than most designers expect. A grip range mismatch that gets missed at design review doesn’t cause a visible problem until the assembly is tested or the first batch fails inspection. Countersink depth errors in thin aerospace skins have the same pattern. They show up late, and fixing them is expensive.
Au Solution Yijin, our DFM review process catches these issues before any material is cut. We review rivet specifications against gauge, stack thickness, access conditions, and material compatibility as standard. When we spot a mismatch, we raise it with the engineering team before any tooling decisions are made. Our sheet metal fabrication tolerances run to ±0.10 mm for precision work and ±0.30 mm standard.
Upload your CAD files for a free DFM review and quote within 24 hours.
FAQs on Types of Rivets for Sheet Metal
What is the strongest rivet for sheet metal?
Solid rivets provide the highest shear strength available in sheet metal fastening. They require access to both sides of the assembly for installation, but deliver superior fatigue resistance. This is why aerospace fuselage and wing skin assemblies still specify them over all other options.
Can you use blind rivets on stainless steel sheets?
Yes. Stainless steel blind rivets are compatible with stainless steel sheets and hold up well in corrosive environments. When joining stainless steel to aluminum, check material compatibility first. A stainless rivet in an aluminum sheet creates a galvanic couple that will corrode the aluminum over time in wet conditions unless appropriate surface isolation is applied.
How do I specify the rivet grip range for sheet metal?
Measure the total thickness of the material stack that the rivet will clamp. Choose a rivet whose grip range specification covers that value. Under-specifying leaves the tail under-formed and the joint mechanically weak. Over-specifying means the tail doesn’t contact the blind face and clamping force is reduced. Standard blind rivets are available in grip increments of approximately 1.5 mm, so stack thickness should be confirmed at the CAD stage.
What rivet material should I use for outdoor sheet metal enclosures?
Stainless Steel 304 is the standard for most outdoor enclosures. Stainless Steel 316 adds chloride resistance for coastal or marine environments. Aluminum rivets work in lighter-duty outdoor applications in dry climates. However, they are not recommended for coastal settings where salt air speeds up galvanic corrosion, particularly if the sheet is of a dissimilar metal.
Retour en haut de la page : Types of Rivets for Sheet Metal | The Best Rivets for Your Needs





