info@yijinsolution.com
info@yijinsolution.com (+86) 188-2253-7569
(+86) 188-2253-7569

Products name: Guide shaft
It’s used in machine
Material: stainless steel 316L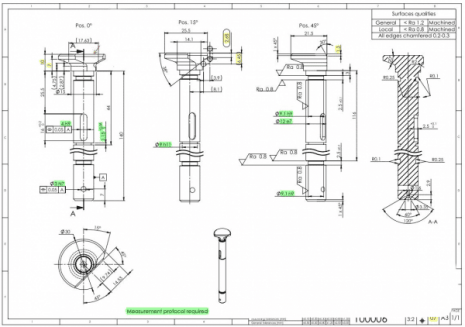 316L is a brand of stainless steel material, AISI316L corresponds to the United States brand, and SUS 316L corresponds to the Japanese brand.
316L is a brand of stainless steel material, AISI316L corresponds to the United States brand, and SUS 316L corresponds to the Japanese brand.
Chemical Component
C: ≤0.030, Si: ≤1.00, Mn: ≤2.00, S: ≤0.030, P: ≤0.045
Cr: 16.00~18.00, Ni: 10.00~14.00, Mo: 2.00~3.00
Resistance to Corrosion:
The main application is the chemical properties of 316L, so steel factories have slightly lower surface inspection requirements for 316L compared to 304. If customers have high requirements the surface inspection should be strengthened.
Mechanical property:
Tensile strength σb (MPa):≥480
Offset yield strength σ0.2 (MPa):≥177
Elongation δ5 (%):≥40
Percentage reduction of area ψ (%):≥60
Hardness: ≤187HB;≤90HRB;≤200HV
Density: 7.98g/cm3
Specific heat ratio:(20℃0.502J/(g*K)
Processing technic
The quantities of tools:8 tools
Tool type:
∅1.6 enter drill, 45° round turning tool, 2mm grooving cutter, 1mm grooving cutter, ∅2.8 drill bit, ∅2.98 reamers, ∅3 butt mill, ∅10 butt mill
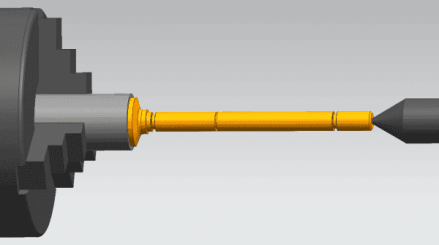
According to the analysis of the parts drawing, the difficulty of this part lies in the part of the rotating body and the part of the feature surface and key groove 16×4×2.5. It is necessary to complete the processing of these parts in the same tooling to ensure the accuracy of the parts, so decided that the parts should be used in turning and milling compound machining center to complete the processing of this part. Make use of center size ∅1.6-60° to tail-top machining to ensure that the parts have enough rigidity.
45° round turning tool and ∅1.6 center drill to process center hole of ∅1.6-60°
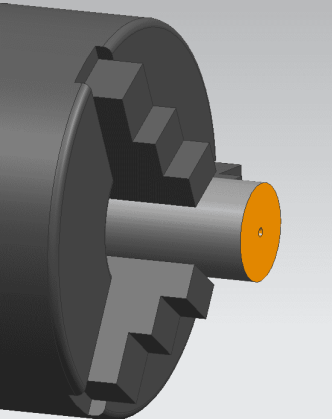
The length of the blank extends out to 180mm to make the ∅30-part characteristic, ensuring that there is enough safety distance between the spindle and the gripper to avoid damage to parts and equipment caused by collisions during the processing.
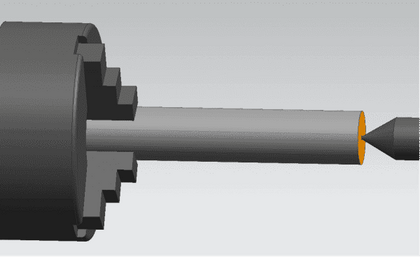
Use a 45° round turning tool rough and finish machining excircle of ∅30,∅15, and ∅12e7.
Use 1mm and 2mm grooving cutters to process grooves that the size ∅9.1h9*2.5 and ∅9h11*1.15
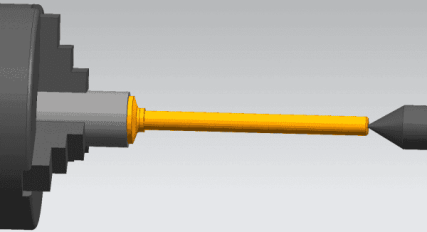
Use ∅2.8 drill bit and ∅2.98 reamers rough machining and finish machining ∅the 3N7 hole. Use ∅3 butt mill machining key groove 16×4×2.5, then use ∅3 and ∅10 butt mill to promote machining thickness 25.5mm,21.5mm, and R2 characteristics of the position. Then cut off the total length of the parts with a 2mm grooving cutter and leave a margin of 0.5mm, finally, turning the processing total length to 150mm.
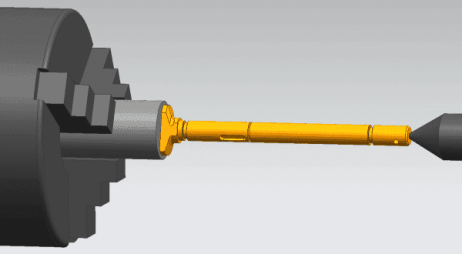
Please refer to the finished parts below:

More case studies recommended: CNC Machining Parts