



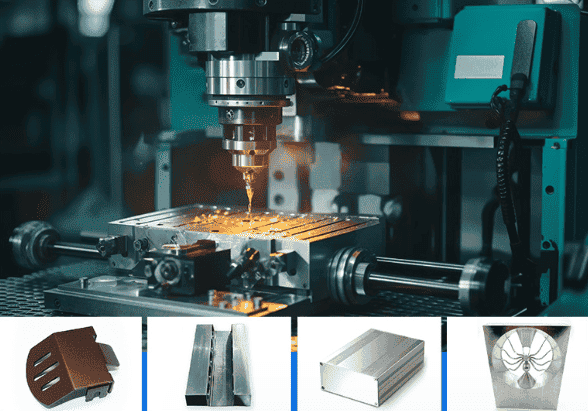
Machining aluminum requires 2-3 flute carbide end mills with high helix angles and polished surfaces, cutting at speeds 2-3 times faster than steel (200-600 m/min) with feed rates of 0.1-0.5mm per tooth. The biggest challenge is preventing built-up edge where aluminum sticks to the cutting tool, which is solved by using proper speeds, sharp tools, and never machining aluminum dry. Water-soluble coolants at 6-10% concentration with high-pressure delivery are essential for chip evacuation and preventing tool welding. 6061 aluminum offers the best machinability for general applications, while proper setup can achieve surface finishes as good as Ra 0.8 μm and tolerances of ±0.01mm.
Обучение обработке алюминия включает в себя особые методы, которые сильно отличаются от других металлов. Пробуем алюминий Обработка на станках с ЧПУ with the wrong methods causes poor surface finishes, damaged cutting tools, and wasted materials.
At Yijin Solution, our CNC experts have created the best processes for aluminum machining. Looking for Фрезерные станки с ЧПУ Китай? Our way of machining and milling consistently makes precision parts with great surface finishes, tight tolerances, and affordable production cycles.
Основные выводы
- Низкая плотность алюминия (2,7 г/см³) и его высокая теплопроводность требуют специальных режущих инструментов и скоростей.
- Оптимальным инструментом для фрезерования алюминия с ЧПУ является твердосплавная концевая фреза с 2-3 фрезами с полированным или ZrN-покрытием.
- Различные марки алюминия (6061, 7075, 2024) требуют настройки параметров обработки для достижения наилучших результатов
- Правильная смазка и охлаждающая жидкость предотвращают образование наростов на кромках - самую распространенную проблему при обработке алюминия.
- При правильной оптимизации операций фрезерования алюминия с ЧПУ можно достичь допусков ±0,01 мм для прецизионных деталей.
Чем алюминий отличается от других металлов для обработки?
Алюминий имеет значительно меньшую плотность (2,7 г/см³), чем сталь (7,8 г/см³), что позволяет увеличить скорость резания и скорость съема материала. Его высокая теплопроводность быстро рассеивает тепло во время обработки, что снижает проблемы со сроком службы инструмента, но требует тщательного управления скоростью вращения шпинделя и подачей. Алюминий очень мягкий. Это означает, что он может легко соединяться с фрезой. Это может создать серьезную проблему - нарастающая кромка, которая ухудшает качество обработки поверхности и повреждает инструмент.
Согласно Нгуен и др.Для рационального выбора параметров технологического процесса фрезерования алюминиевых сплавов применяются методы математической статистики и оптимизации. Независимые переменные в этих исследованиях обычно включают скорость резания, глубину резания и подачу на зуб, которые определены как ключевые факторы, влияющие как на качество поверхности, так и на эффективность обработки. Эти параметры систематически варьируются и оптимизируются с использованием статистических подходов, таких как метод Тагути и регрессионное моделирование, для прогнозирования и улучшения шероховатости поверхности и производительности при фрезеровании алюминиевых сплавов.
Основные свойства материала, влияющие на обрабатываемость
- Температура плавления: ~660 °C (намного ниже, чем у стали ~1370 °C) - при неправильной обработке алюминий может расплавиться и сплавиться с режущим инструментом
- Немагнитные свойства: Идеально подходит для применения в электронике
- Устойчивость к коррозии: Слой натурального оксида обеспечивает превосходную защиту
- Коэффициент теплового расширения: 2,3 × 10^-5 на °C (в два раза больше, чем у стали)
Благодаря этим уникальным свойствам алюминий хорошо поддается обработке, но при этом требует особых подходов. Хотя алюминий можно резать в три-четыре раза быстрее, чем сталь, его склонность к налипанию на инструмент и образованию длинной стружки требует специальных инструментов и технологий. Основная проблема при обработке алюминия - свести к минимуму трение и нагрев.
Какие алюминиевые сплавы лучше всего подходят для обработки?
Алюминиевый сплав 6061 обладает отличной обрабатываемостью и достойным соотношением прочности и веса (предел прочности на разрыв 290 МПа) и широко доступен для применения в изделиях общего назначения. Сплав 7075 обеспечивает превосходную прочность (570 МПа), но труднее поддается обработке из-за своей твердости и используется в основном для аэрокосмической промышленности и высокопроизводительных приложений. Алюминий 2024 обеспечивает отличный баланс между прочностью и весом, хорошо обрабатывается, но обладает слабой коррозионной стойкостью, поэтому для большинства применений требуется защитная отделка.
Система обозначений алюминиевых сплавов
- Серия 1xxx: 99%+ чистый алюминий (минимальное легирование)
- Серия 2xxx: Медь как основной легирующий элемент
- Серия 3xxx: Марганец как основной легирующий элемент
- Серия 4xxx: Кремний как основной легирующий элемент
- Серия 5xxx: Магний как основной легирующий элемент
- Серия 6xxx: Магний и кремний как основные легирующие элементы
- Серия 7xxx: Цинк как основной легирующий элемент
| Сплав | Обрабатываемость | Прочность на разрыв | Лучшие приложения | Формирование стружки |
|---|---|---|---|---|
| 6061-T6 | Превосходно | 290 МПа | Общее назначение, светильники | Короткая, легко ломается |
| 7075-T6 | Хорошо | 570 МПа | Аэрокосмическая промышленность, детали с высокой нагрузкой | Стройная, требует разбивки |
| 2024-T3 | Очень хорошо | 470 МПа | Авиационные конструкции | Средняя длина |
| 5083-H321 | Хорошо | 317 МПа | Морское применение | Желваки, может быть трудно |
Литые алюминиевые сплавы более доступны по цене, но, как правило, более липкие и жесткие для режущего инструмента, чем кованый алюминий. Это делает кованый алюминий предпочтительным выбором для точных операций обработки в большинстве цехов.
Как выбрать правильные инструменты для обработки алюминия?
Идеальный инструмент для резки алюминия фрезерование это концевая фреза с 2-3 фрезами, с большим углом спирали и полированной поверхностью. Меньшее количество фрез создает большие стружкоотводящие каналы, которые помогают отводить стружку и предотвращают засорение алюминиевыми частицами, что очень важно для успешной обработки. Торцевые фрезы с большим углом спирали (40-45°) улучшают отвод стружки и обеспечивают более качественную обработку поверхности, хотя при меньшем угле спирали (30-35°) выделяется меньше тепла при тяжелых операциях чернового резания.
Оптимизация геометрии концевой фрезы для алюминия
- Угол наклона граблей: 10-15° положительного наклона (более агрессивный, чем для стали)
- Угол рельефа: 10-12° (предотвращает истирание и нарастание кромки)
- Диаметр сердечника: Немного меньше, чем стальные инструменты, для больших желобов для стружки
- Подготовка кромок: Острые края предпочтительнее отточенных
Покрытия инструментов существенно влияют на успешность обработки алюминия. Избегайте покрытий TiN, TiAlN и AlTiN, поскольку они плохо взаимодействуют с алюминием. Вместо этого используйте полированные твердосплавные концевые фрезы без покрытия или фрезы со специализированными покрытиями ZrN, DLC или TiB2, разработанными специально для алюминия. Правильно подобранное покрытие будет способствовать сходу стружки и обеспечит прохладу при работе на высоких скоростях.
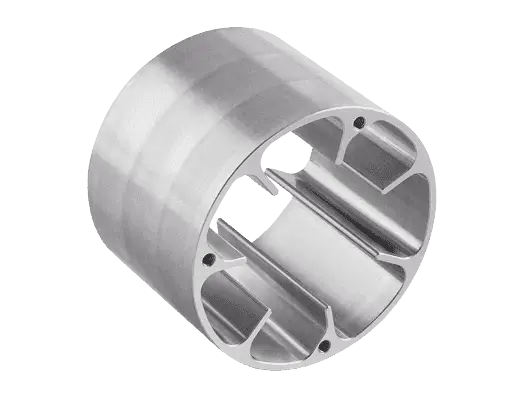
Для специализированных применений торцевые фрезы с одной флейтой могут обеспечить максимальный зазор для стружки при обработке глубоких пазов, где отвод стружки имеет решающее значение. Эти специализированные фрезы отлично подходят для резки алюминиевых пластин или обработки глубоких карманов, где стандартные торцевые фрезы могут оказаться неэффективными.
Каковы оптимальные параметры резки алюминия?
Скорость резки алюминия должна составлять от 200 до 600 метров в минуту при использовании твердосплавных инструментов, что в 2-3 раза выше, чем при работе со сталью. Скорость подачи должна быть относительно высокой (0,1-0,5 мм на зуб), чтобы инструмент резал, а не терся о заготовку, что приведет к нагреву и повреждению инструмента. Эти параметры предотвращают налипание алюминия на режущую кромку и образование наростов на кромке.
Оптимизация параметров по типам операций
| Операция | Скорость резки | Подача на зуб | Глубина среза | Тип инструмента |
|---|---|---|---|---|
| Суровый | 300-450 м/мин | 0,1-0,25 мм | До 1,5× диаметра инструмента. | 2-фланцевая торцевая фреза |
| Отделка | 400-600 м/мин | 0,05-0,15 мм | 0,2-0,5 мм | Концевая фреза с 3 флейтами |
| Слот | 250-350 м/мин | 0,08-0,15 мм | До 1× диаметра инструмента. | 2-фланцевая торцевая фреза |
| Бурение | 80-120 м/мин | 0,1-0,3 мм/об. | – | Сверло для алюминия |
Чтобы рассчитать количество дюймов в минуту, умножьте число оборотов в минуту на подачу на зуб и количество фрез. Например, торцевая фреза с 2 фланцами, работающая при 10 000 об/мин с подачей 0,003″ на зуб, будет работать со скоростью 60 дюймов в минуту (10 000 × 0,003 × 2 = 60).
Расширенные стратегии траектории инструмента
- Трохоидальное фрезерование: Уменьшает зацепление инструмента при сохранении скорости съема материала
- Высокоскоростная адаптивная очистка: Поддерживает постоянную нагрузку на инструмент для продления срока его службы
- Фрезерование подъема: Предпочтительное направление алюминия для уменьшения образования наплывов на кромке
- Въезд на рампу: Постепенно затягивает инструмент, чтобы предотвратить поломку
Параметры обработки должны быть скорректированы в зависимости от конкретного алюминиевого сплава. Более мягкие марки, такие как 6061, можно резать более агрессивно, в то время как более твердые материалы, такие как 7075, требуют снижения скорости резания и подачи для предотвращения чрезмерного износа инструмента и сохранения качества поверхности.
Как происходит процесс обработки алюминия с ЧПУ?
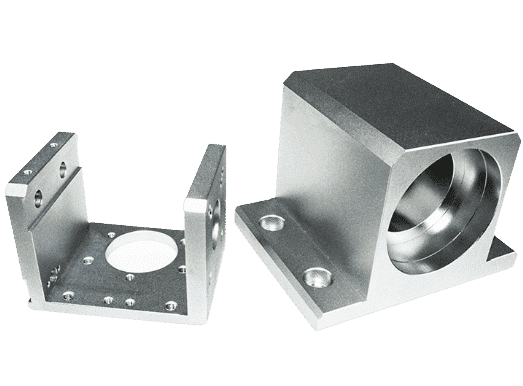
Фрезеровка алюминия с ЧПУ начинается с CAD-моделирования конструкция деталии преобразуется в машинные инструкции с помощью программного обеспечения CAM. Процесс продолжается выбором и подготовкой материала, где выбирается подходящий сорт алюминия и подготавливается исходный материал, часто с припусками на крепление. Далее следует настройка станка, включающая выбор инструмента, установку заготовки и калибровку станка для обеспечения точности резки.
Важнейшие технологические аспекты, характерные только для алюминия
- Конструкция крепления: Более низкий модуль упругости алюминия требует большего количества точек опоры, чем сталь
- Вовлечение инструментов: Программируйте более плавные входы и выходы для предотвращения сваривания стружки
- Жесткость машины: Более высокие скорости вращения шпинделя требуют сбалансированной оснастки и жестких настроек
- Управление микросхемами: Эвакуация длинных алюминиевых стружек требует тщательного планирования
- Тепловые соображения: Учет теплового расширения алюминия при прецизионной обработке
Обработка выполняется по запрограммированным траекториям инструментов, удаляя материал для создания спроектированной детали. Для фрезерных станков с ЧПУ по алюминию часто используются высокоскоростные методы обработки, позволяющие использовать высокую обрабатываемость алюминия при сохранении качества. Время цикла обработки алюминиевых деталей обычно намного меньше, чем аналогичных стальных деталей, благодаря более высокой скорости удаления материала.
Каковы наиболее распространенные проблемы обработки алюминия и их решения?

Образование наростов на кромке (BUE) происходит, когда алюминий прилипает к кромке режущего инструмента, ухудшая качество поверхности и сокращая срок службы инструмента. Эта проблема решается путем использования острых инструментов с соответствующими покрытиями, увеличения скорости и подачи резания, а также достаточного охлаждения в процессе обработки. Регулярный осмотр инструмента и его замена при появлении признаков BUE предотвращают проблемы с качеством.
Обнаружение и предотвращение проблем
| Проблема | Визуальные индикаторы | Метод профилактики | Корректирующие действия |
|---|---|---|---|
| Пристроенный край | Тусклый вид кромки инструмента, наплывы материала | Высокая скорость, надлежащее покрытие | Замените или очистите инструмент |
| Плохая эвакуация стружки | Приваривание сколов к поверхности | Соответствующая стружколомка, дробеструйная обработка | Изменение траектории инструмента, увеличение количества охлаждающей жидкости |
| Болтовня | Волнистость на обработанной поверхности | Увеличение жесткости, регулировка числа оборотов | Изменение траектории движения инструмента, использование демпфирования |
| Неточность размеров | Деталь вне допуска | Учет теплового расширения | Регулировка смещений, улучшение крепления |
Проблемы с удалением стружки возникают из-за склонности алюминия к образованию длинной, нитевидной стружки, которая может намотаться на инструмент или повредить готовую поверхность. Эффективные решения включают использование инструментов с надлежащими стружколомателями, программирование соответствующих траекторий движения инструмента для удаления стружки, применение охлаждающей жидкости под высоким давлением и использование воздушной струи для удаления стружки из глубоких карманов. Никогда не пытайтесь резать алюминий всухую, так как это значительно повышает риск поломки инструмента и получения плохих результатов.
Как правильно настроить охлаждение и смазку для алюминия?
При правильной настройке системы охлаждения используются водорастворимые охлаждающие жидкости, специально разработанные для алюминия, в концентрации 6-10% с чистой, отфильтрованной водой. Эти охлаждающие жидкости предотвращают приваривание алюминиевой стружки к режущему инструменту, обеспечивая необходимую смазку на границе резания. Системы подачи СОЖ под высоким давлением, направленные точно в зону резания, обеспечивают превосходный отвод стружки и эффективность охлаждения.
Передовые технологии охлаждения алюминия
- Охлаждающая жидкость для сквозных инструментов: Подача охлаждающей жидкости непосредственно к режущей кромке внутри глубоких элементов
- Криогенное охлаждение: Использование жидкого азота для высокоскоростных операций
- Программируемые форсунки охлаждающей жидкости: Автоматическая регулировка положения в зависимости от расположения инструмента
- Циклонная сепарация стружки: Постоянно удаляет частицы алюминия из охлаждающей жидкости
Обслуживание СОЖ имеет решающее значение для успешной обработки алюминия. Регулярная проверка концентрации, контроль pH (поддержание pH на уровне 8,5-9,5) и фильтрация для удаления взвешенных частиц алюминия предотвращают деградацию СОЖ и поддерживают качество обработки. Чистая СОЖ значительно продлевает срок службы инструмента и улучшает качество обработки поверхности при фрезеровании алюминия с ЧПУ.
Какую чистоту поверхности можно получить при обработке алюминия?
Фрезерная обработка с ЧПУ позволяет достичь шероховатости поверхности до Ra 0,8 мкм (32 мкм) на алюминиевых деталях при использовании соответствующего инструмента и параметров. Такой уровень отделки выглядит гладким и слегка отражающим, подходящим для большинства механических интерфейсов и эстетических приложений. Специализированные технологии финишной обработки позволяют повысить этот показатель до Ra 0,4 мкм для критических применений.
Факторы, влияющие на качество обработки поверхности
- Биение инструмента: Не превышайте 0,005 мм для достижения наилучших результатов отделки
- Вибрация машины: Сведите к минимуму с помощью правильной балансировки и демпфирования
- Радиус режущей кромки: Более острые инструменты обеспечивают лучшую отделку
- Подача на зуб: Уменьшить для окончательной обработки, чтобы улучшить текстуру поверхности
- Качество охлаждающей жидкости: Чистая, правильно эксплуатируемая охлаждающая жидкость улучшает качество отделки
Отделка поверхности Качество обработки в значительной степени зависит от параметров резания, выбора инструмента и жесткости станка. Высокая скорость вращения шпинделя, острые инструменты с соответствующей геометрией и легкие финишные проходы дают наилучшие результаты. Для деталей, требующих исключительно высокого эстетического качества, машинная полировка алюминиевых деталей после фрезерования с ЧПУ позволяет добиться зеркальной чистоты.
Какие стандарты качества применяются при обработке алюминия?
Системы менеджмента качества ISO 9001 обеспечивают основу для стабильного качества обработки алюминия на всех производственных предприятиях. Этот международный стандарт обеспечивает надлежащее документирование, контроль процессов и постоянное совершенствование операций по обработке. Многие передовые производственные предприятия внедряют эти стандарты для обеспечения повторяемости.
Критические методы контроля качества
- Проверка первого изделия (FAI): Полная проверка размеров первых серийных деталей
- Статистический контроль процессов (SPC): Постоянный мониторинг критических параметров
- Проверка координатно-измерительных машин (КИМ): Точное 3D-измерение сложных элементов
- Сертификация материалов: Проверка состава и свойств алюминиевого сплава
- Мониторинг в процессе производства: Сенсорные системы, определяющие износ инструмента или отклонения в технологическом процессе
Допуски размеров для алюминиевых деталей с ЧПУ обычно достигают ±0,01 мм (0,0004 дюйма) для критических элементов и ±0,05 мм (0,002 дюйма) для общих размеров. Эти допуски зависят от размера детали, геометрии и возможностей станка с ЧПУ. При выборе алюминия для фрезерования на станках с ЧПУ учитывайте требования к обрабатываемости и стабильности размеров.
Yijin Solution: Advanced Aluminum CNC Machining & Milling
Успешная обработка алюминия требует понимания уникальных свойств материала и соответствующей адаптации инструмента, параметров и технологий. Выбрав подходящий сплав, используя соответствующие режущие инструменты, оптимизировав параметры обработки и обеспечив надлежащее охлаждение, вы сможете добиться отличных результатов при обработке алюминиевых деталей.
At Yijin Solution, we leverage advanced multi-axis CNC machining centers, specialized aluminum-specific tooling, and expert technical knowledge to deliver precision aluminum components. Our comprehensive machining guide approach ensures every aluminum part meets the exact specifications required for your application, whether it demands tight tolerances, superior surface finishes, or optimal mechanical properties.
Вопросы и ответы о том, как обрабатывать и фрезеровать алюминий: Полное руководство
В каких случаях следует предпочесть алюминий другим материалам?
Выбирайте алюминий, если вам нужен легкий компонент с хорошим соотношением прочности и веса, отличной коррозионной стойкостью и высокой теплопроводностью. Алюминий идеально подходит для применения в областях, требующих снижения веса при сохранении структурной целостности, таких как аэрокосмические компоненты, автомобильные детали и портативные устройства. Его естественная коррозионная стойкость делает его идеальным для наружного и морского применения, а отличная теплопроводность делает его предпочтительным выбором для теплоотводов и электронных корпусов.
Кроме того, немагнитные свойства алюминия позволяют использовать его вблизи чувствительного электронного оборудования, обеспечивая многочисленные преимущества одного материала.
Какова стоимость обработки алюминия?
Стоимость материалов для алюминия значительно варьируется в зависимости от типа сплава: наиболее экономичным является 6061, в то время как специализированные сплавы, такие как 7075, имеют более высокую цену, хотя эти материальные затраты часто компенсируются более быстрым временем обработки по сравнению со сталью, что приводит к снижению затрат на рабочую силу и машинное время. Общая экономическая эффективность проекта часто благоприятствует применению алюминия в тех случаях, когда его свойства соответствуют требованиям, а стоимость инструмента обычно остается ниже при обработке алюминия, поскольку твердосплавные инструменты служат дольше при резке алюминия по сравнению с более твердыми материалами.
Даже если специализированные инструменты для резки алюминия изначально стоят дороже, их увеличенный срок службы и более высокие возможные скорости резания обеспечивают более высокую общую экономическую эффективность, а затраты на смазочно-охлаждающие жидкости остаются минимальными по сравнению с той ценностью, которую они обеспечивают для продления срока службы инструмента.
Какие передовые технологии появляются для обработки алюминия?
Методы высокоскоростной обработки (HSM) обеспечивают скорость резания, в 10 раз превышающую традиционную скорость на современных станках с ЧПУ, с использованием специализированных траекторий инструмента, которые поддерживают постоянное зацепление инструмента, уменьшают колебания нагрузки на инструмент и обеспечивают чрезвычайно быстрый съем материала, а обработка с помощью ультразвука создает высокочастотные колебания режущего инструмента, снижая силы резания и улучшая качество поверхности алюминиевых деталей.
Эти передовые технологии особенно эффективны для тонкостенных алюминиевых деталей, где традиционная обработка может привести к деформации. Ультразвуковая вибрация помогает разбить стружку на более мелкие сегменты и уменьшить образование наростов на кромках без дополнительных требований к охлаждающей жидкости. Хотя они требуют передового CAM-программирования и высокожестких станков, они обеспечивают исключительную производительность для алюминиевых деталей, фрезерованных с ЧПУ.
Вернуться к началу: Как обрабатывать и фрезеровать алюминий: Полное руководство





