Aluminum machining cost typically ranges from $0.50 to $3.00 per minute of machining time, with final part prices generally falling between $50 and $500 per part depending on complexity and production volume. The price variations stem from multiple factors including material grade, part design, production quantity, and machining process. Understanding these cost drivers is essential for making informed manufacturing decisions and finding opportunities to reduce costs.
As a leading CNC machining service provider specializing in custom aluminum parts, Yijin Solution has manufactured thousands of precision components for clients worldwide. This comprehensive aluminum CNC machining parts price guide shares our expertise on metal fabrication expenses and provides practical strategies to optimize your manufacturing budget without sacrificing quality.
Key Takeaways
- CNC machining cost for aluminum typically ranges from $0.50-$3.00 per minute, with finished parts ranging from $50-$500 depending on complexity.
- Material cost impacts both direct expenses and machining efficiency – 6061 aluminum costs about $25 per standard block.
- Part complexity is the largest cost factor, often representing 40-60% of total expense.
- Production volume significantly impacts pricing through setup cost distribution and bulk material discounts.
- Design optimization focused on machining efficiency can reduce costs by 30-50% without compromising functionality.
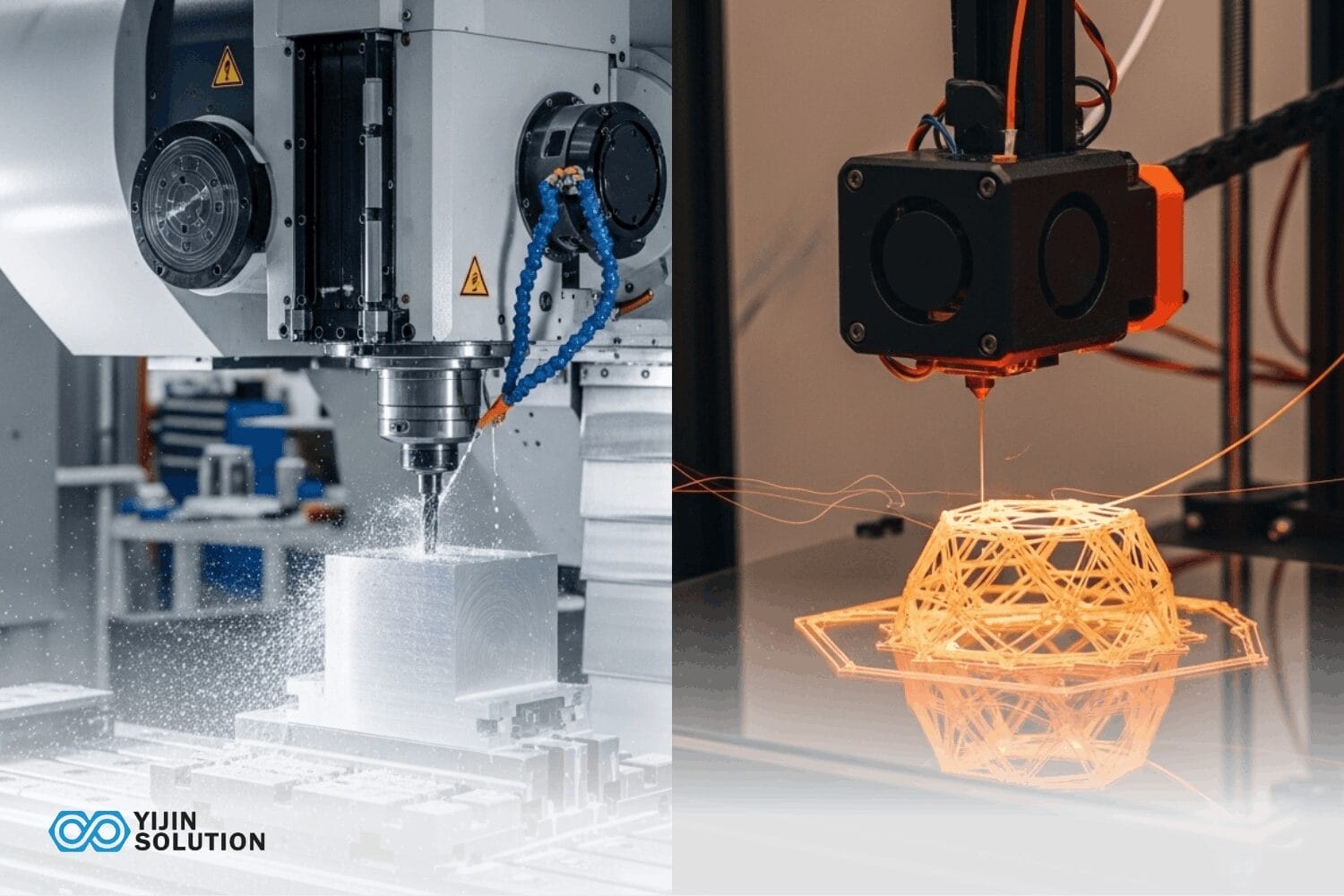
What is Aluminum Machining, and Why is it Cost-Effective?
Aluminum machining is a manufacturing process that removes material from aluminum workpieces using cutting tools to create precise parts and components. This subtractive production process is highly cost-effective compared to machining other metals because aluminum is softer and can be machined 3 to 4 times faster than steel or titanium.
The material’s excellent machinability allows for quicker production cycles, reduced tool wear, and lower energy consumption, all contributing to overall machining costs reduction.
According to ScienceDirect, in the past few years, composite materials have become more popular in machining due to their wear resistance and low thermal conductivity. This reflects that the cost of machining aluminum parts is a lot more affordable than other materials.
Key Advantages of Aluminum’s Machinability
- Superior cutting speeds: 500 to 1000 feet per minute compared to 100 to 300 for steel
- Low cutting force requirement: Aluminum requires only about 30% of the cutting force needed for steel
- Excellent chip formation: Proper cutting tool selection produces easily managed chips with minimal buildup
- Enhanced thermal conductivity: Dissipates heat during machining for better dimensional stability
Machining aluminum offers an excellent balance of affordability, design flexibility, and performance properties. The process is particularly cost-effective for prototypes and small to medium production runs, where tooling costs for other manufacturing methods would be prohibitive.
For companies needing custom aluminum parts with tight tolerances, the aluminum CNC machining process typically provides the best combination of price, quality, and turnaround time.
What Factors Determine Aluminum Machining Costs?

Aluminum machining costs are determined by several factors that combine to create your final price. Raw material selection directly impacts material costs and machining efficiency, with different alloys requiring specific cutting parameters.
The complexity of the part significantly affects machine time, with features like tight tolerances, thin walls, and complex geometries requiring additional machining time and specialized tooling. Production volume is another major factor, with setup costs distributed across all parts and potential volume discounts on materials.
The table below breaks down the main cost components in aluminum machining:
| Cost Factor | Typical Percentage of Total Cost | Impact on Price |
|---|---|---|
| Raw Material | 15-25% | Varies by alloy and size |
| Machine Time | 30-50% | Based on complexity and tolerances |
| Setup/Programming | 10-30% | Higher impact on small volumes |
| Finishing/Secondary Operations | 5-20% | Depends on requirements |
How does Raw Material Selection Impact Machining Costs?
Raw material selection impacts machining costs through both direct material expenses and indirect machining efficiency factors. Aluminum 6061, the most commonly machined alloy, costs approximately $25 per standard 6″×6″×1″ block, making it significantly more economical than stainless steel 304 at $90 per equivalent block.
Different aluminum alloys also have varying machinability ratings that affect cutting speeds, tool wear, and overall production time, with softer alloys generally being faster to machine but premium grades commanding higher prices.
Aluminum Alloy Machining Characteristics Comparison
| Alloy | Key Properties | Cutting Speed (SFM) | Optimal Tool Material | Typical Applications |
|---|---|---|---|---|
| 6061-T6 | Good strength, excellent corrosion resistance | 800-1000 | Carbide, HSS | General-purpose components |
| 7075-T6 | High strength, good fatigue resistance | 600-800 | Carbide | Aerospace, high-stress parts |
| 2024-T3 | High strength, poor weldability | 700-900 | Carbide | Aircraft structures |
| 5052-H32 | Moderate strength, excellent formability | 800-1000 | HSS, Carbide | Marine applications |
When selecting materials, consider both the initial cost of the material and the machining implications. For example, while 7075 aluminum costs up to three times more than 6061, its superior strength-to-weight ratio might be essential for critical applications. However, its harder composition requires more careful machining, potentially increasing production time and tool wear.
How does CNC Machine Type Affect Your Machining Budget?
CNC machine type affects your machining budget through hourly operation rates, setup requirements, and production efficiency. 3-axis CNC machines typically have hourly operational costs between $20-$30 per hour and are suitable for simpler parts, making them the most economical option for basic components. Advanced 4-axis and 5-axis machines command rates of $40 per hour or more but can reduce overall costs for complex parts by completing them in fewer setups and with greater efficiency.
CNC Machine Types and Their Cost Implications
| Machine Type | Axes | Hourly Rate | Ideal Applications | Cost-Efficiency Profile |
|---|---|---|---|---|
| 3-Axis | X, Y, Z | $20-$30 | Flat parts, 2.5D features, simple geometries | Most economical for simple parts |
| 4-Axis | X, Y, Z + A (rotation) | $30-$45 | Cylindrical parts, wrapped features, moderate complexity | Balance of capability and cost |
| 5-Axis | X, Y, Z + A, B (rotation) | $40-$60 | Complex geometries, organic shapes, aerospace components | Most efficient for complex parts |
For parts with complex geometries requiring machining from multiple angles, 5-axis machining often proves more cost-effective despite the higher hourly rate. The ability to machine aluminum in a single setup reduces programming time, minimizes the risk of alignment errors, and can cut overall production time by 30-50%.
Why does Part Complexity Have the Biggest Impact on Machining Costs?
Part complexity has the biggest impact on machining costs because it directly determines machine time, tool changes, and the expertise required. Complex features like thin walls, deep pockets, tight tolerances, and intricate geometries significantly increase machining time, often requiring slower cutting speeds and multiple passes to achieve specifications. Every additional feature potentially adds setup time, tool changes, and programming complexity, with each tool change potentially adding 1 to 3 minutes to production time for your aluminum part.
Complexity Cost Factors Analysis
| Design Feature | Cost Impact | Reason | Design Alternative |
|---|---|---|---|
| Thin walls (<0.8 mm) | +40-70% | Requires slower speeds, risk of vibration | Design minimum wall thickness of 1-1.5 mm when possible |
| Deep pockets (depth>4× width) | +30-60% | Requires specialized tooling, reduced speeds | Design stepped pockets or increase opening width |
| Tight tolerance (±0.001”) | +30-50% | Multiple passes, specialized inspection | Apply only to critical mating surfaces |
| Small internal radii (<1 mm) | +20-40% | Requires smaller mill, slower speeds | Match internal radii to standard tool sizes |
| High surface finish (<32 RMS) | +15-40% | Additional finishing passes required | Specify only for functional/aesthetic surfaces |
Consider these design elements that significantly impact costs:
- Deep pockets (depth > 3× width)
- Thin walls (< 0.5 mm)
- Tight corner radii (< 1 mm)
- Intricate surface textures
- Complex contours requiring specialized tooling
How does Production Volume Impact Per-Unit Pricing?
Production volume impacts per-unit pricing through setup cost distribution, material volume discounts, and production efficiency improvements. Setup costs, including programming, tool setup, and fixturing, remain relatively constant whether you’re making one part or a thousand, meaning the per-unit impact decreases as production volume increases. For small quantities under 10 units, setup costs might represent 40-60% of total costs, while for orders over 100 units, this percentage typically drops to 5-15%.
Setup Cost Distribution
- CNC programming: Typically 2 to 8 hours of engineering time
- Fixture design and creation: 1 to 10 hours, depending on complexity
- First article inspection: 0.5 to 2 hours of quality control time
- Machine setup: 0.5 to 3 hours of technician time
Production Efficiency Improvements
- Automated batch processing
- Optimized tool paths for cycle time reduction
- Multi-part fixtures for simultaneous machining
- Dedicated tooling that lasts through entire production run
With larger orders, raw material costs also decrease through bulk purchasing discounts. Additionally, higher volumes justify investments in efficiency improvements like specialized fixtures or optimized programming that wouldn’t be economical for smaller runs.
What are the Minimum and Maximum Thickness Limitations for Aluminum Machining?
The minimum thickness for aluminum machining is typically 0.5 mm (0.02 inches) for most standard applications, though specialized techniques can achieve thinner sections in certain circumstances. This limitation exists because extremely thin walls tend to vibrate during machining, affecting structural integrity and leading to dimensional inaccuracies, poor surface finish, or material failure. Material properties also play a role, with harder alloys like 7075 generally maintaining better dimensional stability at lower thicknesses than softer alloys like 6061.
Thickness Limitations by Application and Alloy
| Aluminum Alloy | Minimum Practical Wall Thickness | Factors Affecting Minimum Thickness |
|---|---|---|
| 6061-T6 | 0.8 mm (0.031”) | Moderate hardness, standard machinability |
| 7075-T6 | 0.5 mm (0.020”) | Higher hardness improves stability during machining |
| 2024-T3 | 0.6 mm (0.024”) | Good machinability with moderate hardness |
| 5052-H32 | 1.0 mm (0.039”) | Softer alloy requires thicker walls |
Maximum thickness limitations depend primarily on machine capacity rather than technical constraints. Standard CNC machines can easily handle aluminum parts several inches thick, with larger equipment capable of machining blocks exceeding 12″ in thickness. For very thick parts, considerations shift to material handling capabilities, heat dissipation during machining, and efficient material removal rates.
Is Machining Aluminum Cheaper than other Materials?
Yes, machining aluminum is cheaper than machining steel, titanium, and most other metals due to its faster cutting speeds, reduced tool wear, and lower energy requirements. Aluminum can be machined at speeds 3-4 times faster than steel, dramatically reducing machine time and associated costs. The material’s natural lubricity and lower hardness also extend cutting tool life, reducing tooling costs and minimizing downtime for tool changes.
Material Machinability and Cost Comparison
| Material | Relative Machining Time | Relative Tool Wear | Overall Cost Comparison |
|---|---|---|---|
| Aluminum | Baseline | Baseline | Baseline |
| Steel | 3-4× longer | 2-3× higher | 2.5-3.5× more expensive |
| Titanium | 5-7× longer | 5-8× higher | 5-7× more expensive |
| Brass | 1.5-2× longer | Similar | 1.3-2× more expensive |
Aluminum’s Cost Advantage Factors
- Lower cutting force requirements: Aluminum requires approximately 30% of the cutting force needed for steel, reducing machine power consumption and wear.
- Higher thermal conductivity: 80–230 W/m·K for aluminum vs. 15–50 W/m·K for steel, improving heat dissipation during machining.
- Reduced need for expensive tooling: Standard HSS tools often suffice for aluminum, while steel may require premium carbide tools.
- Faster material removal rates: Typically 3–5× higher than steel, dramatically reducing machine time.
- Simpler fixturing requirements: Lower cutting forces allow for simpler, less expensive workholding solutions.
While some plastic materials have lower raw material cost than aluminum, the total manufacturing cost comparison depends on specific part requirements. For high-precision components requiring tight tolerance, aluminum often proves more cost-effective despite higher material costs due to its superior dimensional stability and surface finish capabilities.
How Can You Reduce Aluminum Machining Costs Without Sacrificing Quality?
You can reduce CNC machining cost without sacrificing quality by optimizing part design, choosing appropriate materials, and planning production strategically. Design simplification offers the greatest cost-saving potential, with features like standardized hole sizes, larger corner radii, and shallower pockets potentially reducing machining time by 30-50%. Using the minimum necessary tolerance for each feature, rather than specifying tight tolerances throughout can dramatically reduce costs, as can designing parts to minimize the number of setups required.
What’s the Cost Difference Between Prototyping and Production Runs?
The cost difference between prototyping and production runs stems primarily from setup cost distribution and efficiency optimizations, with prototype parts typically costing 3-5 times more per part than production quantities. For a single prototype aluminum part, setup costs (programming, fixturing, and initial testing) might represent 60-80% of the total cost. When producing 100+ identical parts, these same setup costs are distributed across all units, potentially reducing the per-unit impact to less than 5%.
Prototype-to-Production Cost Evolution
| Production Volume | Setup Cost Impact | Material Cost Impact | Programming Optimization | Tooling Optimization | Relative Per-Unit Cost |
|---|---|---|---|---|---|
| 1-5 (Prototype) | 60-80% of total | Minimal volume discount | Basic programming | Standard tooling | 100% (baseline) |
| 6-25 (Pilot) | 30-50% of total | Small volume discount | Initial optimization | Standard tooling | 60-80% of prototype |
| 26-100 (Small Run) | 15-30% of total | Moderate discount | Full optimization | Semi-specialized tooling | 40-60% of prototype |
| 100+ (Production) | 5-15% of total | Maximum discount | Cycle-optimized | Dedicated tooling | 25-40% of prototype |
Production runs also benefit from process optimizations that aren’t economically viable for prototypes. These include:
- Custom fixtures that increase machining efficiency
- Optimized CNC programs focused on cycle time reduction
- Bulk material purchasing
- Specialized tooling selected for the specific application
Yijin Solution | Balancing Cost and Quality in Aluminum Machining
At Yijin Solution, we specialize in helping clients navigate these decisions to achieve the optimal balance between cost and quality. Our engineering team works closely with customers to identify cost-saving opportunities through design optimization, material selection, and production planning. With our advanced machining centers and experienced technical team, we deliver precision aluminum components at competitive prices for applications ranging from aerospace and automotive to consumer electronics and medical devices.
Ready to optimize your aluminum machining cost? Contact Yijin Solution today for a comprehensive quote and engineering consultation on your next CNC job. Our team of experienced engineers will help you determine the optimal approach while maintaining the quality standards your application demands.
Cost of CNC Machining Aluminum FAQs
Does Surface Finish Significantly Impact Aluminum Machining Pricing?
Surface finish requirements significantly impact aluminum machining pricing by affecting machine time and potentially requiring additional operations. Standard machined surfaces (63-125 RMS) are achieved during normal machining operations with minimal cost impact. Premium surface finishes (32 RMS or better) require slower cutting speeds, additional finishing passes, and sometimes secondary operations like polishing, potentially increasing costs by 15-40%.
How does Hole Depth Affect Machining Costs for Aluminum Parts?
Hole depth affects machining costs for aluminum parts by requiring specialized tooling, modified cutting parameters, and increasing machine time for deep holes. The industry standard recommendation limits hole depth to approximately 3 times the hole diameter for optimal machining efficiency. Exceeding this ratio significantly increases machining time and tool wear, with holes deeper than 5 times their diameter potentially increasing the cost of that feature by 50-100%.
Are there Additional Costs for Tight Tolerance Aluminum Parts?
There are additional costs for tight tolerance aluminum parts due to the increased machine time, specialized equipment, and enhanced quality control procedures required. Standard machining tolerances of ±0.005″ (0.127 mm) are achievable with conventional processes at no additional cost. Precision tolerances of ±0.001″ (0.0254 mm) typically increase feature costs by 30-50%, while ultra-precision tolerances below ±0.0005″ (0.0127 mm) can double or triple the cost of affected features.
What’s the Difference in Cost Between 3-Axis and 5-Axis Aluminum Machining?
The difference in cost between 3-axis and 5-axis aluminum machining involves higher hourly rates for 5-axis machines but potentially lower total costs for complex parts. 5-axis machines typically command hourly rates 50-100% higher than 3-axis machines due to their greater complexity, capability, and capital investment requirements. However, for geometrically complex parts, the 5-axis advantage of machining multiple faces in a single setup can reduce overall machining time, setup requirements, and fixturing costs.
What Cutting Parameters are Optimal for Cost-Efficient Aluminum Machining?
Optimal cutting parameters for cost-efficient aluminum machining depend on the specific alloy being machined, but generally involve higher speeds and feeds than those used for steel. For aluminum 6061-T6 with carbide tooling, cutting speeds of 800-1000 SFM (surface feet per minute) and feed rates of 0.005-0.010 inches per tooth typically yield the best balance of productivity and tool life. These parameters allow for rapid material removal while maintaining acceptable surface finish and dimensional accuracy.
Back to Top: Aluminum Machining Cost | CNC Parts Price and Pricelist