Die Oberflächengüte bei der CNC-Bearbeitung ist definiert als die Textur und Glätte der bearbeiteten Außenteile. Sie ist ein wichtiger Parameter, der nicht nur das Aussehen, sondern auch die mechanischen Eigenschaften und die Leistung des Teils beeinflusst. Die CNC-Oberflächengüte spielt eine entscheidende Rolle bei der Bestimmung von Funktionalität, Leistung, Haltbarkeit und Aussehen des Endprodukts.
Es ist wichtig, den Unterschied zwischen Oberflächengüte und Oberflächenveredelung zu kennen. Das Oberflächenfinish ist die natürliche Textur als Ergebnis des CNC-Bearbeitungsprozesses, während die Oberflächenveredelung zusätzliche Verfahren zur Veränderung der Oberflächeneigenschaften bezeichnet, um das Aussehen der Oberfläche zu schützen und zu verbessern. In diesem Artikel werden die verschiedenen Aspekte der Oberflächenveredelung bei der CNC-Bearbeitung erörtert, z. B. Arten, Methoden, Vorbereitung und Auswahl der richtigen Veredelung.
Was ist Oberflächenrauhigkeit?
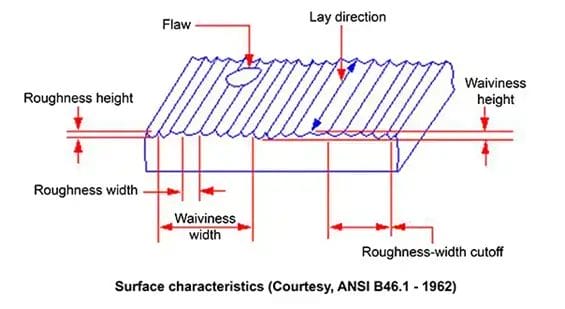
Die Oberflächenrauheit ist definiert als die Textur und die Unregelmäßigkeiten auf einer bearbeiteten Oberfläche in einer CNC-Bearbeitung Oberflächenfinish. Sie misst die mikroskopischen Erhebungen und Vertiefungen während des Fertigungsprozesses. Der am häufigsten verwendete Parameter zur Messung der Oberflächenrauheit ist Ra (durchschnittliche Rauheit). Für verschiedene Anwendungen werden unterschiedliche Rauheitswerte benötigt, die in der Regel in Mikrometern (μm) gemessen werden.
- Ra (durchschnittliche Rauheit) - das am häufigsten verwendete Kriterium zur Messung der durchschnittlichen Höhe von Oberflächenunregelmäßigkeiten
- Rz (mittlere Rautiefe) - Die durchschnittliche maximale Höhe zwischen Spitze und Tal des Oberflächenprofils.
- Rt (Gesamtrauheit) - Die maximale Spitze-Tal-Höhe der gesamten gemessenen Oberfläche
SPI- und VDI-Finish-Standards:
Zwei häufig verwendete Normen für die Angabe von Oberflächengüten bei der CNC-Bearbeitung sind die SPI Standard Finish (Society of the Plastics Industry) und die VDI-Normen (Verein Deutscher Ingenieure).
1. SPI-Finish Standard
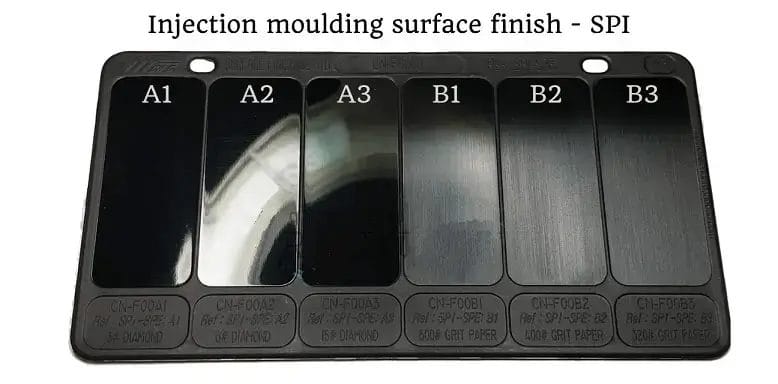
Die SPI-Norm hat 12 Oberflächengüteklassen in vier Kategorien wie A1, A2, B1, B3 und C1, C3 definiert. Diese Qualitäten werden häufig im Formenbau und beim Kunststoffspritzguss verwendet. A1 und A2 sind die hochwertigsten Oberflächen, die durch Diamantschwabbeln erzeugt werden und für optische Oberflächen geeignet sind. B1 und B3 stehen für halbfeine Oberflächen, die durch Steinpolieren erzeugt werden und für sichtbare Kunststoffteile geeignet sind. Die Qualitäten C1 und C3 bezeichnen mittlere Oberflächenqualitäten, die durch Papierpolieren erzeugt werden und normalerweise für weniger sichtbare oder nicht-kosmetische Teile verwendet werden.
In der folgenden Tabelle sind diese Noten zusammengefasst:
| Kategorie | Klasse | Beschreibung | Oberflächenrauhigkeit (Ra) |
| Glänzend (Serie A) | A1 | Superhochglänzend | 0,012 - 0,025 μm |
| A2 | Hochglänzend | 0,025 - 0,05 μm | |
| A3 | Normal Glänzend | 0,05 - 0,10 μm | |
| Halbglänzend (Serie B) | B1 | Fein Halbglänzend | 0,05 - 0,10 μm |
| B2 | Medium Halbglänzend | 0,10 - 0,15 μm | |
| B3 | Normal Halbglänzend | 0,28 - 0,32 μm | |
| Matt (Serie C) | C1 | Fein matt | 0,35 - 0,40 μm |
| C2 | Mittel Matt | 0,45 - 0,55 μm | |
| C3 | Normal Matt | 0,63 - 0,70 μm | |
| Texturiert (Serie D) | D1 | Satin strukturiert | 0,80 - 1,00 μm |
| D2 | Stumpf strukturiert | 1,00 - 2,80 μm | |
| D3 | Grob strukturiert | 3,20 - 18,0 μm |
2. VDI-Ausführung Standard:

Die von deutschen Ingenieuren entwickelte Norm VDI 3400 wird in Europa und Asien häufig verwendet. Sie bezieht sich auf Oberflächen, die durch Funkenerosion (EDM) hergestellt werden. Die VDI-Skala reicht von VDI 12 bis 45, wobei niedrigere Zahlen für glattere Oberflächen stehen.
Einige wichtige VDI-Noten sind in der folgenden Tabelle aufgeführt:
| VDI-Note | Oberflächenrauhigkeit (Ra) | Äquivalent/Beschreibung |
| VDI 12 | 0,40 μm | Äquivalent zu SPI C-1 |
| VDI 18 | 0,80 μm | Satinierte Oberfläche |
| VDI 27 | 2,24 μm | Stumpfes Finish |
| VDI 36 | 6,30 μm | Stumpfes Finish |
| VDI 45 | 18,00 μm | Sehr raue Oberfläche |
Unbearbeitetes Finish

Die unbearbeitete Oberfläche ist definiert als die Standard-Oberflächenstruktur und -qualität, die sich direkt aus dem CNC-Bearbeitungsprozess ergibt, ohne zusätzliche Nachbearbeitungen. Diese CNC-Oberflächengüte zeichnet sich durch sichtbare Werkzeugspuren und eine durchschnittliche Oberflächenrauheit aus, die sich je nach Bearbeitungseinstellungen und verwendeten Werkzeugen häufig ändert.
Die Industrienormen verwenden spezifische Ra-Werte, um die Qualität und die Anforderungen an die bearbeiteten Oberflächen zu bestimmen, wie z. B.:
- 2 μm Ra - Eine Standard-Maschinenoberfläche, die für die meisten Verbraucherteile geeignet ist.
- 6 μm Ra - Eine feinere Oberfläche mit sehr schwachen Schnittspuren, die für dichte Armaturen und leicht belastete Oberflächen geeignet ist
- 8 μm Ra - Eine hochwertige Oberfläche für Teile mit konzentrierter Belastung.
- 4 μm Ra - Die niedrigste und feinste verfügbare Sorte, die sich am besten für schnell rotierende Teile wie Lager und Wellen eignet.
Pro und Contra von As-Machined Finish
| Profis | Nachteile |
| Engste Toleranzen | Sichtbare Werkzeugspuren |
| Kostengünstig (keine zusätzliche Bearbeitung) | Fehlende Schutzschicht |
| Geeignet für nicht-ästhetische Teile | Raue Oberflächentextur |
| Behält die ursprünglichen Materialeigenschaften bei | Entspricht möglicherweise nicht den ästhetischen Anforderungen |
| Ideal für das Prototyping und erste Tests | Potenziell geringere Verschleißfestigkeit |
| Verbessert die Haftung beim Verkleben oder Beschichten | Möglicherweise nicht für hochpräzise Anwendungen geeignet |
Arten der Oberflächenveredelung
Zur Erzielung der gewünschten Oberflächeneigenschaften werden verschiedene Oberflächenveredelungsmethoden angewandt. Die bekanntesten Oberflächenveredelungsoptionen sind das Hochglanzpolieren für Präzisionsoptiken und die Pulverbeschichtung für langlebige Außengeräte. In diesem Abschnitt werden die wichtigsten Arten der Oberflächenveredelung bei der CNC-Bearbeitung umfassend behandelt.
In der nachstehenden Tabelle werden die verschiedenen Arten von Oberflächenbehandlungen beschrieben:
| Finishing-Methode | Technik | Materialien | Grund für die Verwendung |
| Mechanisch | Polieren | Metalle, Kunststoffe | Erzeugt spiegelähnliche Oberflächen |
| Mechanisch | Shot Peening | Metalle | Verbessert Ermüdungsfestigkeit und Spannungskorrosion |
| Chemisch | Galvanik | Metalle | Fügt schützende oder dekorative Beschichtungen hinzu |
| Chemisch | Elektropolieren | Rostfreier Stahl, Aluminium | Glättet und passiviert Metalloberflächen |
| Chemisch | Passivierung | Rostfreier Stahl | Verbessert die Korrosionsbeständigkeit |
| Chemisch | Chemisches Mahlen | Metalle | Selektives Abtragen von Material für komplexe Formen |
| Thermische | Laserpolieren | Metalle, Keramiken | Erzielt hochwertige Oberflächen bei komplexen Geometrien |
| Thermische | Plasma-Polieren | Metalle | Glättet Oberflächen schnell und ohne mechanischen Kontakt |
Shot Peening
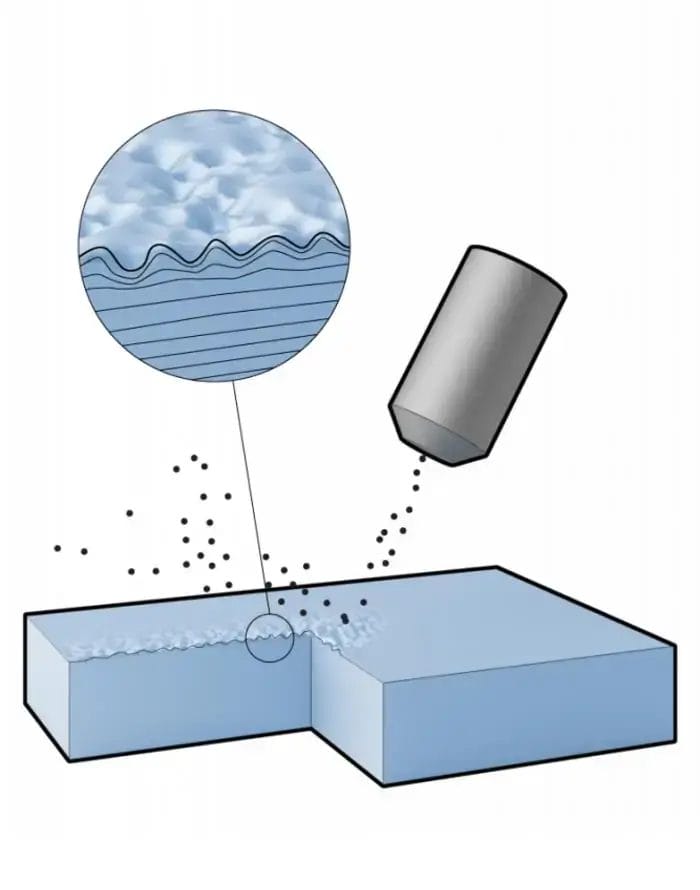
Kugelstrahlen ist eine Oberflächenbehandlung, die die Ermüdungsfestigkeit und die Beständigkeit gegen Spannungskorrosion erhöht. Bei diesem Verfahren werden kleine kugelförmige Medien (Schrot) mit hoher Geschwindigkeit (30-100 m/s) auf die Oberfläche geschossen. Die Bediener steuern den Strahlmittelfluss und die Intensität mit speziellen Geräten wie dem Almen-Streifen-Test, der auch zur Messung der Prozesseffektivität verwendet wird. Dieses Verfahren verbessert die Materialeigenschaften und erzeugt eine gleichmäßige, leicht strukturierte Oberfläche, die für zyklisch belastete Bauteile von Vorteil ist.
Galvanik
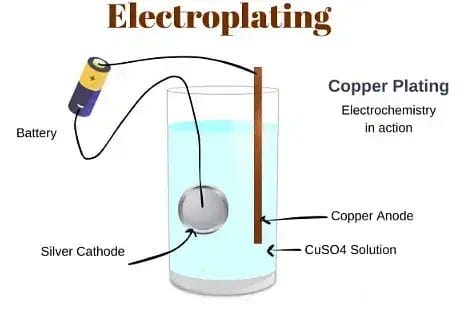
Die Galvanotechnik ist ein bekanntes Verfahren der Oberflächenveredelung, bei dem mit Hilfe von elektrischem Strom eine dünne Metallschicht auf ein Substrat aufgebracht wird. Das Verfahren beginnt damit, dass das Werkstück (Kathode) und die Metallquelle (Anode) in eine Elektrolytlösung getaucht werden, die gelöste Metallionen enthält. Wenn elektrischer Strom fließt, werden die Metallionen aus der Lösung reduziert und auf der Kathodenoberfläche abgeschieden, so dass eine gleichmäßige Beschichtung entsteht. Die Galvanotechnik kann den Korrosionsschutz, die Verschleißfestigkeit und die dekorativen Oberflächen verbessern. Übliche Beschichtungsmetalle für die Galvanotechnik sind Gold, Silber, Nickel, Kupfer und Chrom. Dicke und Qualität der Beschichtung lassen sich auch durch Einstellung von Faktoren wie Stromdichte, Temperatur und Beschichtungsdauer steuern.
Elektropolieren

Elektropolieren ist ein elektrochemisches Verfahren, bei dem eine dünne Materialschicht von einer Oberfläche entfernt wird, um diese glatt und glänzend zu machen. Dazu wird das Teil in eine Elektrolytlösung getaucht und elektrischer Strom angelegt. Der Bediener steuert sorgfältig die Stromdichte und die Einwirkungszeit, um den gewünschten Materialabtrag und die Glätte der Oberfläche zu erzielen. Diese Technik eignet sich sehr gut zur Verbesserung der Korrosionsbeständigkeit und zur Herstellung sauberer, hygienischer Oberflächen auf Edelstahl und anderen korrosionsbeständigen Legierungen. Beim Elektropolieren können je nach Verfahrensparametern bis zu 40 Mikrometer Material von einer Oberfläche entfernt werden, in der Regel jedoch zwischen 8 und 20 Mikrometer.
Passivierung

Passivierung ist eine chemische Behandlung, die die Korrosionsbeständigkeit einiger Metalle durch Bildung einer schützenden Oxidschicht verbessert. Bei dieser Technik wird das Teil in der Regel in eine saure Lösung (oft Salpeter- oder Zitronensäure) getaucht, um Oberflächenverunreinigungen zu entfernen und die Oxidbildung zu fördern. Die Bediener steuern auch die Konzentration der Lösung, die Temperatur und die Eintauchzeit, um optimale Ergebnisse zu erzielen. Das Verfahren wird häufig bei rostfreiem Stahl und anderen korrosionsbeständigen Legierungen angewandt, um die Beständigkeit gegen Umwelteinflüsse zu erhöhen, ohne die Abmessungen zu verändern. Das Verfahren besteht aus vier Hauptschritten: Reinigung, Auftragen der Chemikalien, Spülen und Oxidation zur Bildung der Passivschicht. So werden beispielsweise Edelstahlteile in der Regel 20-30 Minuten bei einer Temperatur zwischen Raumtemperatur und 65°C (149°F) gelagert.
Pulverbeschichtung

Bei der Pulverbeschichtung wird ein trockenes Pulver elektrostatisch aufgetragen und dann durch Hitze gehärtet, um eine dauerhafte, gleichmäßige Beschichtung zu erhalten. Dabei wird eine Schichtdicke von 30-130 μm erreicht, die einen hervorragenden Korrosionsschutz bietet (bis zu 3000 Stunden in Salzsprühtests). Das Verfahren wird häufig für Außengeräte, Autoteile und Haushaltsgeräte verwendet. Das Verfahren ist umweltfreundlicher, da keine Lösungsmittel verwendet werden und der Overspray einfach recycelt werden kann. Die verschiedenen Pulvertypen wie Polyester, Epoxid und Hybride haben einzigartige Eigenschaften wie UV-Beständigkeit, Härte und Flexibilität.
Laserpolieren

Beim Laserpolieren wird ein fokussierter Laserstrahl eingesetzt, um das Oberflächenmaterial zu schmelzen und umzuverteilen, so dass eine glatte Oberfläche entsteht. Bei dieser Technik wird ein Laserstrahl in einem kontrollierten Muster über die Oberfläche geführt. Der Bediener passt die Parameter wie Laserleistung, Scangeschwindigkeit und Strahlfokus an, um die gewünschte Oberflächenqualität zu erzielen. Dieses Verfahren eignet sich für komplexe Geometrien und schwer zugängliche Bereiche, da Ra-Werte bis zu 0,1 μm ohne mechanischen Kontakt erreicht werden können. Es ist eine vielseitige Option für verschiedene Materialien und Anwendungen, da es gut mit Metallen, Keramik und einigen Kunststoffen funktioniert.
Wählen Sie Laserschneiden nach Maß Metalldienstleistungen sorgt nicht nur für präzise Abmessungen, sondern reduziert auch Oberflächenfehler, so dass die gewünschte Oberfläche mit minimaler Nachbearbeitung erreicht werden kann. Diese Synergie zwischen Schneiden und Endbearbeitung ist der Schlüssel zur Herstellung hochwertiger Teile für anspruchsvolle Anwendungen.
Plasma-Polieren
Beim Plasmapolieren, auch plasmaelektrolytisches Polieren genannt, wird ein ionisiertes Gas verwendet, um Material zu entfernen und die Oberfläche von leitenden Materialien zu glätten. Bei diesem Verfahren wird das Werkstück in eine Elektrolytlösung getaucht und ein Hochspannungsstrom angelegt, um eine Plasmaentladung um das Werkstück herum zu erzeugen. Die Bediener steuern die Spannung (in der Regel 300-600 V), die Elektrolyttemperatur (50-80 °C) und die Bearbeitungszeit (1-6 Minuten), um die gewünschte Oberflächengüte zu erzielen. Diese Methode ist sehr erfolgreich beim Entgraten und Glätten komplizierter Formen, um eine gleichmäßige Oberfläche mit geringerer Rauheit und besserer Korrosionsbeständigkeit zu erzeugen. Plasmapolieren wird vor allem bei leitfähigen Metallen eingesetzt und ist eine Alternative zu herkömmlichen mechanischen Polierverfahren.
Vorbereitung auf das Finish
Für eine optimale CNC-Oberfläche ist eine ordnungsgemäße Vorbereitung erforderlich. Dazu gehören mehrere wichtige Schritte:
- Verwenden Sie spezielle Klebebänder und Stopfen, um Bereiche abzuschirmen, die bei der Endbearbeitung nicht beeinträchtigt werden sollen.
- Verwenden Sie Lösungsmittel, Ultraschallreinigung oder Dampfentfettung, um Öle zu entfernen. Kühlmittel und Metallspäne werden verwendet, um Hitze und Reibung zu verringern.
- Entgraten Sie Kanten mit manuellen Werkzeugen oder Maschinen, um die Sicherheit und die Qualität der Verarbeitung zu verbessern.
- Erzeugen Sie eine gleichmäßige Oberflächenstruktur durch chemisches Ätzen oder mechanisches Abschleifen.
Wählen Sie die richtige Oberflächengüte für Ihre CNC-Bearbeitungsprojekte
Die richtige Oberflächenbehandlung kann die Funktionalität, Langlebigkeit und Gesamtqualität eines Teils verbessern. Hier finden Sie Tipps zur Auswahl der richtigen Oberflächenbehandlung für Ihre CNC-Bearbeitungsprojekte:
1. Für Teile, die enge Maßtoleranzen erfordern oder bei denen das Aussehen keine Rolle spielt, ist die maschinelle Oberflächenbearbeitung oft die kostengünstigste Wahl. Diese Methode eignet sich gut für Funktionsprototypen oder interne Komponenten.
2. Wenn eine gleichmäßige matte Oberfläche erforderlich ist oder kleinere Oberflächenprobleme behoben werden müssen, ist Perlstrahlen eine ausgezeichnete Wahl. Es verbessert auch das Erscheinungsbild und bereitet die Oberflächen für weitere Veredelungsprozesse vor.
3. Die Pulverbeschichtung wird für Teile bevorzugt, die eine dauerhafte, korrosionsbeständige Oberfläche mit Farboptionen erfordern. Das Verfahren ist für Außenanwendungen geeignet.
4. Polieren ist eine geeignete Wahl, wenn aus ästhetischen oder funktionalen Gründen eine glatte und reflektierende Oberfläche gewünscht wird. Das Verfahren verringert auch die Reibung und verbessert die Korrosionsbeständigkeit.
5. Die Galvanotechnik wird eingesetzt, wenn für ein Projekt eine höhere Oberflächenhärte, Verschleißfestigkeit oder Leitfähigkeit erforderlich ist.
6. Für Aluminiumteile, die Korrosionsschutz, Verschleißfestigkeit und eine bessere Ästhetik benötigen, kann Eloxieren eine gute Wahl sein. Diese Methode erhöht auch die Haltbarkeit und ermöglicht verschiedene Farboptionen.
Mehr lesen:
Optionen für Aluminium-Oberflächenveredelungen
Yijin Hardware: Bearbeitungsexperte für Ihre individuellen Oberflächenbehandlungen
Wenn Sie Hilfe bei der Auswahl der richtigen Oberflächenbehandlung für Ihr spezielles Projekt benötigen, können Sie sich an Yijin Hardware wenden. Unsere Experten verfügen über mehr als 20 Jahre Erfahrung im Bereich der Bearbeitung und haben mit allen Arten von Oberflächenbeschichtungen gearbeitet. Sie können Ihnen helfen, die beste Oberflächenbehandlung für Ihr Projekt zu wählen.