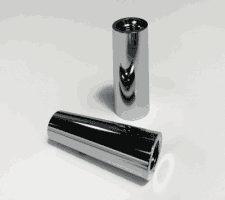
The customized Brass Valve Body solution this time introduces a customized Brass Valve Body processed by Precision CNC Machining Parts Supplier-Yijin Solution. The processing difficulty of this customized Brass Valve Body is mainly due to its small size and relative internal structure. It is complex and requires high precision. It may be very difficult for a Precision CNC Machining Parts Suppliers with insufficient experience and advanced machinery and equipment.
Параметры медного корпуса клапана
Название продукции: Корпус клапана
Назначение продукта: Он используется для прокладки трубопроводов
H62 Материал: Латунь H62
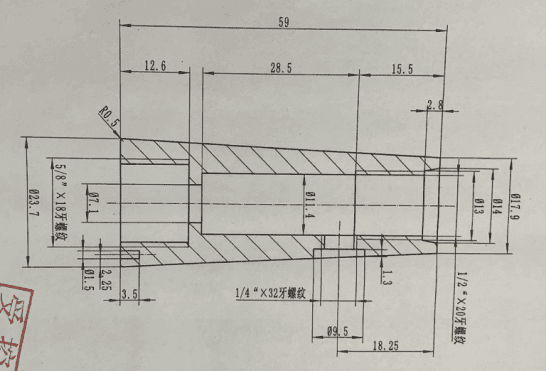
∅25×64 Спецификация материала: ∅25×64
Обработка поверхности: Хромированное покрытие
Для профессионального поставщика прецизионных деталей с ЧПУ, прежде чем настраивать любые детали с ЧПУ обработки, необходимо понять характеристики материалов, анализировать потребности клиентов, и трудности чертежей, и, наконец, придумать решения, и мы формулируем То же самое касается этого пользовательского латунного корпуса клапана решение.
Свойства латуни H62
H62 латунь представляет собой обычную латунь со средним содержанием меди 62%, обычная латунь основана на добавлении других элементов медного сплава быть названы специальные латуни и он по-прежнему представлены "H", а затем химический символ и средний состав f других добавленных элементов.
Например, H62, где содержание меди составляет 60,5%~63,5%, а остальное содержание - цинк. HA59-3-2 указывает, что содержание меди составляет 57%~60%, алюминия - около 2,5%~3,5%, никеля - 2%~3%, а остальное содержание - цинк.
Существует три вида латуни, которые делятся на обычную латунь, специальную латунь и литую латунь. Литые латуни начинаются с ZCu, затем следуют символы других элементов и их среднее содержание.
Обычная латунь обладает хорошими механическими свойствами, имеет хорошую пластичность в холодном состоянии и лучшую пластичность в горячем состоянии. Обладает хорошей обрабатываемостью, легко паяется, сваривается, устойчива к коррозии, но на ней легко образуются трещины. Кроме того, цена дешевая и широко используется в обычной латунной разновидности.
При комнатной температуре латунь H62 в фазе β намного тверже, чем в фазе a, поэтому ее можно использовать для деталей, выдерживающих большие нагрузки. Двухфазная латунь a+ может подвергаться горячей обработке при температуре выше 600℃. Микроструктура двухфазной латуни a+β: a - это ярко-белый твердый раствор, а β - это упорядоченный твердый раствор на основе CuZn.
Он может изготавливать все виды деталей, подвергающихся растяжению и изгибу, таких как штифты, заклепки, шайбы, гайки, воздуховоды, пружины для барометров, сетки, детали радиаторов и т.д.
Техника обработки
Количество инструментов: 9 инструментов
Тип инструмента: Токарный инструмент 35°, отрезной инструмент 2 мм, ∅7,1 сверло, ∅8 расточной инструмент, ∅8 инструмент для нарезания внутренней резьбы, ∅5,5 сверло, 1/4-32 винтовой метчик, ∅8 фреза, ∅1,5 сверло, ∅1,5 фреза
1) Согласно анализу чертежей, медные детали клапанов не имеют особых требований к точности формы и допуску положения. Поэтому мы выбираем направление резьбы 5/8 деталей в качестве приоритетного для обработки, так как в этом направлении существует требование R0.5 Angle. Для того, чтобы галтель R0.5 Angle и цилиндрическая наклонная плоскость и торцевая поверхность обрабатываемой поверхности соединялись более идеально.
Используйте токарный станок с углом 35° для обработки деталей, затем используйте сверло ∅7.1, расточной инструмент ∅8 для обработки отверстия ∅7.1 и нижнего отверстия с резьбой 5/8 x18.
Используйте инструменты для нарезания внутренней резьбы ∅8 для обработки резьбы 5/x18, затем используйте сверло ∅1,5, фрезу ∅1,5 для обработки отверстия размером ∅1,5×3,5, затем используйте сверло ∅5,5, винт 1/4-32 и фрезу ∅8 для обработки резьбы ∅9,5 и 1/4-32, затем отрежьте детали, используя инструмент для отрезания 2 мм.
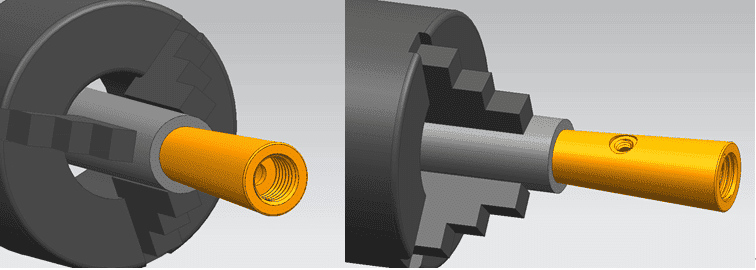
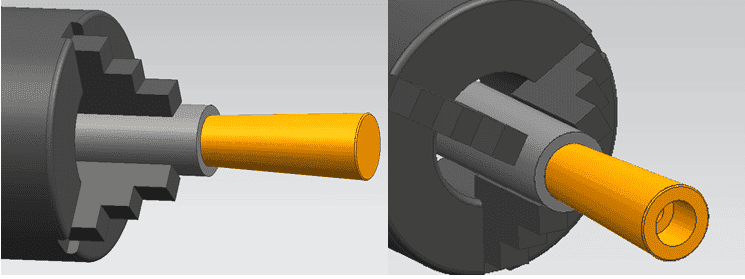
2) Перед обработкой необходимо зажать оба конца, наружная резьба 5/8×18 длиной 11 мм. Как показано на следующей фотографии:
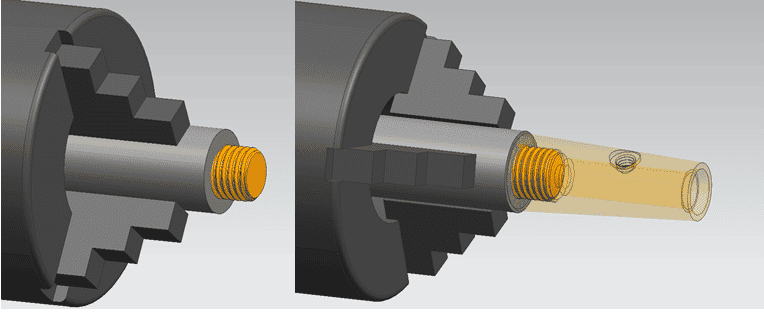
Причина в том, что поверхность этих деталей является наклонной плоскостью и не имеет условий для зажима. Поэтому она может быть собрана только с внутренней резьбой 5/8×18, которая была обработана с внешней резьбой 5/8×18 приспособления. Затем обрабатывается оставшаяся часть, что не только исключает повторную ошибку позиционирования деталей, но и повышает эффективность обработки.
С помощью токарного резца с углом 35° обработайте отверстие общей длиной 59 мм, затем используйте сверло ∅7.1 и расточной инструмент ∅8 для обработки резьбы 1/2×20. В завершение обработайте поверхность хромированным покрытием.
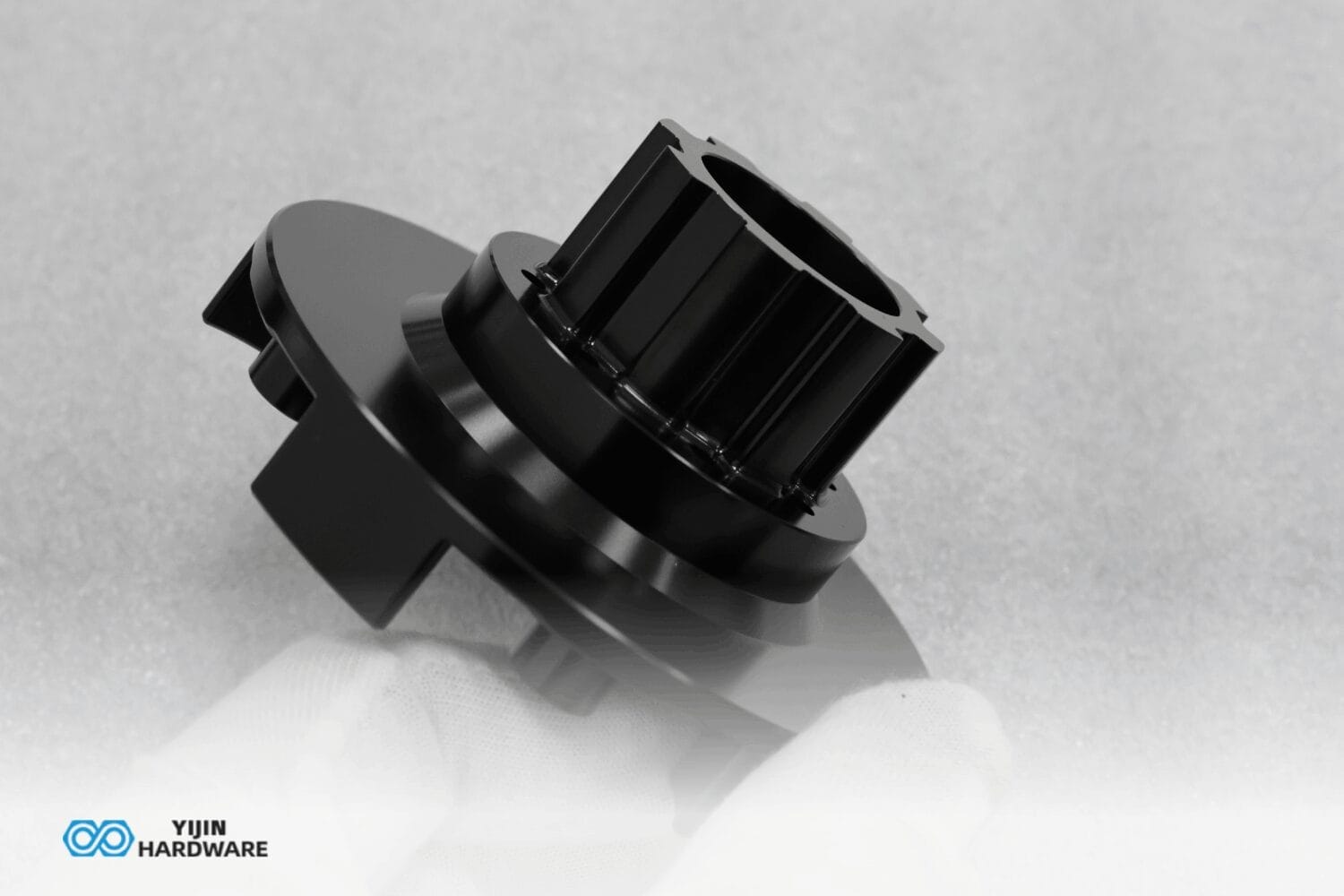
Пожалуйста, ознакомьтесь с готовыми деталями ниже: