

Сварка листового металла соединяет два металлических листа для создания легких и прочных конструкций. Она используется во всех отраслях промышленности - от аэрокосмической до производства потребительских товаров.
Преимущества сварки металлов заключаются в повышении прочности конструкции, гибкости дизайна и экономии средств.
В этой статье блога мы рассмотрим распространенные методы сварки листовой стали и других тонких металлов, а также лучшие практики, которые должен знать каждый сварщик листового металла. Мы также рассмотрим поверхность, которую необходимо учитывать при сварке листового металла.
Если вы новичок в изготовлении листового металла, ознакомьтесь с этим базовым руководством:
Что такое производство листового металла: Виды и процесс
Процесс формовки листового металла: Полное руководство
Распространенные виды сварки листового металла:
Сварка листового металла включает в себя различные процессы, каждый из которых подходит для определенных целей. Давайте рассмотрим основные методы сварки металла.
Сварка MIG (металл в инертном газе):
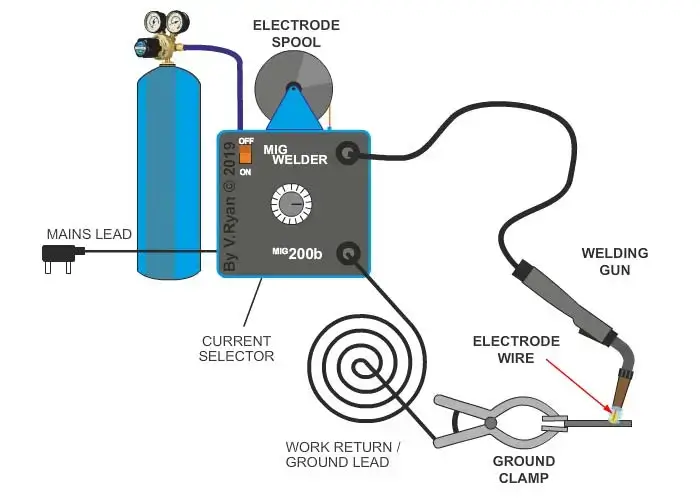
MIG, также называемая газометаллической дуговой сваркой, популярна для тонких материалов. В ней используется расходуемый проволочный электрод, непрерывно подаваемый через сварочный пистолет, а также защитный газ, который защищает сварной шов от загрязнения. Проволока плавится, соединяя металлы. Аргон и углекислый газ - распространенные защитные газы для MIG.
Преимущества сварки WIG - простота использования, высокая скорость и возможность сваривать более толстые листы по сравнению с другими процессами. MIG подходит для тонких металлов, таких как сталь, нержавеющая сталь и алюминий. Она широко используется в строительстве, автомобильной и обрабатывающей промышленности для сварки металлических листов..
Сварка TIG:
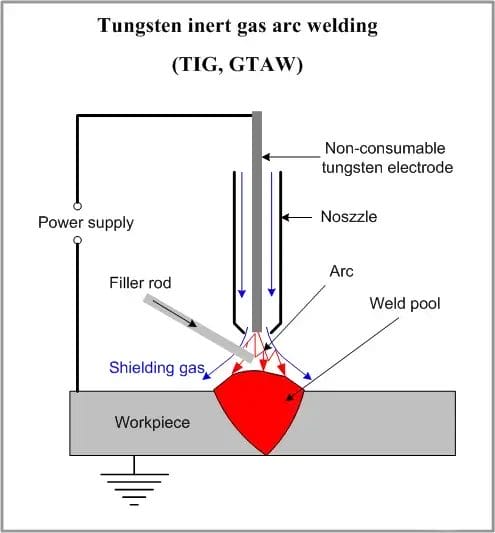
Сварка TIG, также называемая газовой дуговой сваркой вольфрамовым электродом (GTAW), является еще одним распространенным методом сварки листового металла. В отличие от MIG, в TIG для создания дуги используется нерасходуемый вольфрамовый электрод. Он известен тем, что позволяет получать высококачественные и точные сварные швы на тонких металлических листах. В качестве защитных газов в TIG часто используются аргон и гелий.
TIG обычно является предпочтительным выбором для сварки металлов, где важны внешний вид и качество шва. Он обеспечивает большой контроль над сварным швом и минимальное количество брызг. Однако он требует большего мастерства и имеет более низкую скорость, чем MIG. Он часто используется в автомобилестроении, аэрокосмической промышленности и художественной обработке металла.
Вам также может понравиться: Сварка MIG и TIG
Плазменно-дуговая сварка:

Плазменно-дуговая сварка (PAW) - это высокоточный процесс, идеально подходящий для тонких металлических листов. Используя сфокусированную плазменную дугу, она создает прочные и точные сварные швы без использования присадочных материалов. Этот метод особенно подходит для таких отраслей промышленности, как аэрокосмическая и электронная, где точность имеет ключевое значение. В сочетании с дополнительными плазменная резкаОн позволяет эффективно подготавливать листовые металлы, обеспечивая чистоту кромок и высокое качество сварки. Такое сочетание повышает производительность и обеспечивает первоклассные результаты при выполнении сложных проектов.
Дуговая сварка в защитном слое металла (Stick Welding):
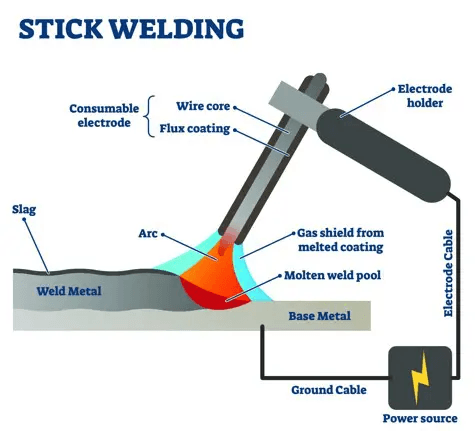
Дуговая сварка, также называемая дуговой сваркой в защитном металле (SMAW), - это гибкая технология сварки листового металла с использованием расходуемого электрода с флюсовым покрытием. По мере плавления электрода флюс образует защитный шлак на сварном шве, защищая его от загрязнения воздухом.
Стик хорошо подходит для сварки толстых металлических листов и сварки на открытом воздухе или в ветреную погоду. Она также подходит для сварки грязных или ржавых металлов. Однако по сравнению с TIG или MIG сварка получается менее привлекательной и требует более тщательной зачистки после сварки.
Сварка палкой позволяет сваривать различные металлы, такие как сталь и нержавеющая сталь. Она широко используется в трубопроводах, судостроении и строительстве. Основным преимуществом сварки палкой является ее гибкость и способность сваривать загрязненные металлы, что делает ее пригодной для использования в менее идеальных условиях.
Электронно-лучевая сварка:
Электронно-лучевая сварка (EBW) использует сфокусированные электронные лучи для получения высокоточных и прочных сварных швов листового металла. В таких отраслях, как автомобильная, аэрокосмическая и электронная, часто используется EBW.
Основными преимуществами EBW являются чрезвычайно высокая точность и минимальные тепловые искажения. Это делает его идеальным для сварки деталей из листового металла с жесткими допусками.
Газовая сварка (оксиацетилен):
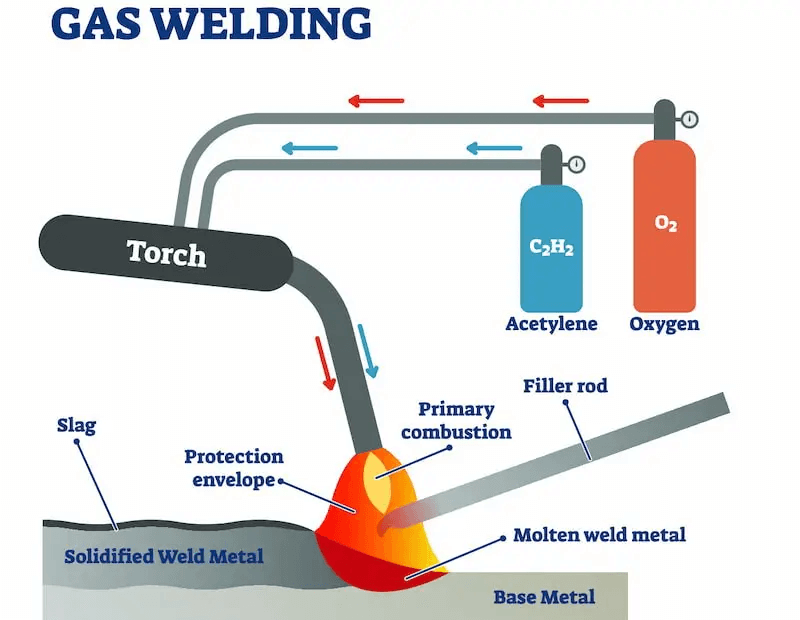
Газовая сварка, в частности оксиацетиленовая, использует для сварки пламя от сжигания ацетилена с кислородом. Хотя в настоящее время эта технология менее распространена в работе с листовым металлом, она все еще используется для определенных целей, особенно при ремонтных работах.
Газовая сварка работает как с черными, так и с цветными металлами. Ее часто используют в небольших мастерских, при художественной обработке металла и ремонте автомобилей. Главные плюсы газовой сварки - портативность и отсутствие необходимости в электричестве, что делает ее полезной для ремонта в полевых условиях и удаленных местах.
Точечная сварка сопротивлением:
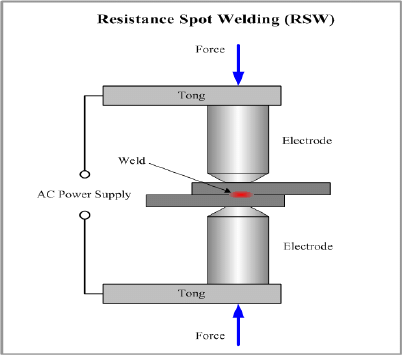
Точечная сварка сопротивлением соединяет металлические поверхности за счет тепла, выделяемого при прохождении электрического тока. В автомобильной промышленности она используется для соединения панелей кузова и других тонких металлических деталей. Ее легко автоматизировать, она быстрая и стабильная. Это делает ее идеальной для массового производства деталей из листового металла.
Лазерная сварка:

Лазерная сварка использует мощный лазерный луч для расплавления и сплавления металла. Этот процесс обеспечивает высокую точность и контроль тепла, что делает его идеальным для сварки тонких листов. Лазерная сварка широко используется в аэрокосмической промышленности, производстве электроники и медицинских приборов. К ее основным преимуществам относятся минимальное тепловое воздействие, высокая точность и возможность сваривать детали сложной формы и материалы, которые трудно соединить иным способом.
Читать далее: Техника гибки листового металла
Поверхности, которые необходимо учитывать при сварке листового металла:
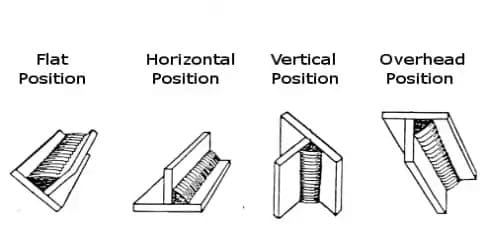
При сварке листового металла ориентация поверхности имеет решающее значение для выбора правильного метода сварки и получения высококачественных швов. Вот некоторые распространенные поверхности листового металла и предпочтительные методы:
Плоские поверхности:
Плоские поверхности очень часто встречаются при сварке листового металла. При сварке листов на плоской плоскости часто используется "сварка с пропуском", чтобы минимизировать тепловое искажение. Это означает сварку прерывистых участков вместо непрерывного шва, позволяя металлу остыть между проходами.
Сварка MIG - популярный выбор для сварки плоских поверхностей, обеспечивающий скорость и простоту использования. Но для тонкого металла лучше использовать TIG, так как он обеспечивает меньшее количество брызг и точность.
Горизонтальные поверхности:
При горизонтальной сварке листового металла могут использоваться сварные швы в галтель или в канавку. Филейные швы соединяют две поверхности под углом, образуя шов в форме буквы "L". Канавочные швы накладывают один металлический лист на другой и прижимают их друг к другу, образуя желобчатый шов. Для горизонтальных участков часто предпочитают сварку палкой (SMAW), поскольку она позволяет работать в разных положениях. Однако сварка MIG также эффективно сваривает горизонтальные поверхности.
Вертикальные поверхности:
Вертикальная сварка листового металла требует, чтобы сварщик занимал вертикальное положение, обращенное к поверхности. При вертикальной сварке листовой стали важно держать горелку под углом 45° к листу и держать кончик электрода подальше от расплавленного металла, чтобы он не стекал вниз и не покрывал кончик. Вертикальная сварка требует большего мастерства и опыта, чем плоская или горизонтальная. Такие приемы, как плетение или ступенчатая сварка, позволяют контролировать сварочную ванну и обеспечивать правильное проплавление. Совет для вертикальных поверхностей - контролировать размер сварочной ванны, чтобы предотвратить провисание. Это связано с тем, что меньшими по размеру сварочными ваннами легче управлять в вертикальном положении.
Накладные поверхности:
Сварка сверху считается самой сложной, поскольку расплавленный металл во время сварки имеет тенденцию стекать вниз. Чтобы предотвратить это, сварщики листового металла должны использовать достаточное количество присадочного материала, чтобы минимизировать размер сварочной ванны, и применять достаточное количество тепла для правильного сплавления. Сварка с помощью клея обычно используется для накладной сварки, поскольку она работает в различных положениях. Однако опытные сварщики листового металла могут также использовать технологии сварки MIG или TIG для выполнения верхних работ.
Изогнутые металлические поверхности:
Изогнутые поверхности требуют большего мастерства и точности, чем плоские. При сварке изогнутого металла часто сначала используются прихваточные швы, чтобы сохранить выравнивание и предотвратить коробление. Это означает выполнение небольших точечных сварных швов для фиксации деталей на месте перед окончательной сваркой. Сварка TIG часто лучше всего подходит для сварки криволинейных поверхностей благодаря гладкости и точности швов с минимальными искажениями. Она широко распространена в автомобильной и аэрокосмической промышленности.
Краевые соединения:
Соединения кромок имеют большое значение при сварке листового металла. Правильная подгонка позволяет избежать прожогов. Для соединения кромок обычно используется сварка MIG, поскольку она хорошо проникает и быстро выполняется. Но для тонкого металла TIG может быть лучше по точности и контролю тепла.
Выбор металла для сварки листового металла:
При сварке листового металла используется множество материалов. Каждый из них имеет свои преимущества и проблемы. Некоторые распространенные материалы рассмотрены ниже:
Углеродистые стали:

Углеродистые стали широко используются для сварки листового металла благодаря своей прочности и стоимости. Они идеально подходят для изготовления конструкций в автомобильной и строительной промышленности. Для сварки тонких листов углеродистой стали обычно используется сварка MIG, которая отличается скоростью и простотой. Для более толстых листов используется сварка палкой (SMAW), которая обеспечивает гибкость, особенно на открытом воздухе.
Нержавеющая сталь:

Нержавеющую сталь предпочитают за ее коррозионную стойкость и внешний вид. Она широко используется в пищевом оборудовании и медицинских приборах. Для сварки нержавеющего листового металла часто используется сварка TIG, которая позволяет получить точные и качественные швы. Лазерная сварка также набирает популярность среди сварщиков нержавеющей стали благодаря минимальному тепловому искажению.
Алюминий:

Легкие свойства алюминия делают его популярным в аэрокосмической и автомобильной промышленности. Для сварки алюминиевых листов TIG обеспечивает превосходный контроль и чистые швы. Сварка MIG с помощью катушечного пистолета также подходит для алюминия, особенно для толстых листов.
Медь и железо:
Медь, известная своей электропроводностью, часто используется в электротехнике. Железо менее распространено в виде листов, но все же имеет некоторые промышленные применения. Оба материала могут быть сложными для сварки. Для меди обычно рекомендуется сварка TIG, а для железа - сварка палкой или MIG.
12 практических советов по сварке листового металла
1. Выберите подходящий наполнитель
При сварке тонкого металла выбирайте более тонкий присадочный материал, чем свариваемый металл. Например, при сварке металла толщиной 1 мм идеально подходит присадочный материал толщиной 0,6 мм. Более тонкая проволока требует меньше тепла, что снижает риск ожогов и улучшает качество сварки. И всегда подбирайте свойства присадочного материала в соответствии с основным металлом. Например, используйте ER70S-6 для листовой стали, чтобы обеспечить прочность и совместимость.
2. Используйте сварку со скипом
Пропускная сварка минимизирует тепловые искажения. Сваривайте 1-дюймовые сегменты с 3-дюймовыми зазорами. Это позволит металлу остыть между сварными швами. Это поможет сохранить форму листа и уменьшить коробление.
3. Прихватка для выравнивания
Прихватка - ключевой момент для выравнивания при сварке листов. Выполняйте небольшие, равномерно расположенные прихваточные швы на расстоянии 1/4 дюйма. Это предотвратит смещение при окончательной сварке, особенно при легко деформируемом тонком металле.
4. Обеспечьте правильную подгонку
Обеспечьте плотное, прочное прилегание с минимальными зазорами, чтобы предотвратить прогорание. Для стыковых соединений тонких листов следует слегка отогнуть один край для лучшего прилегания. А для Т-образных соединений убедитесь в перпендикулярности выравнивания.
5. Очистка перед сваркой
Очищайте металл перед сваркой, чтобы удалить грязь и смазку, которые могут испортить сварные швы. На заводах используйте машины или инструменты для ускорения очистки. Удалите все покрытия, чтобы обнажить металл.
6. Используйте Tон Smallest Pвозможно Wire Dяметр Fили MIG Welding Sheet Mэтал
Для самых тонких листов используйте проволоку 0,023-0,024 дюйма. Для материалов 18 калибра и толще используйте проволоку 0,030 дюйма. Проволока меньшего размера требует меньше тепла для расплавления, что снижает риск прожога. Она также помогает лучше контролировать сварной шов.
7. Поддерживайте короткую длину дуги и низкое напряжение, чтобы минимизировать тепловыделение
Это предотвращает искажения и прожоги, но при этом хорошо плавится. Более короткая дуга также лучше контролирует сварочную ванну.
8. Используйте возможности импульсной сварки для уменьшения искажений
Пульсация чередует высокий и низкий ток, уменьшая общее тепловыделение и деформацию. Он отлично подходит для тонких и склонных к деформации материалов.
9. Используйте медные или алюминиевые опорные шины для более быстрого отвода тепла
Это предотвратит коробление или прожоги. Кроме того, плотно прижмите прутки к задней части сварного шва, чтобы отвести тепло из зоны сварки.
10. Uзащитные газы с высоким содержанием аргона
Для уменьшения тепловыделения используйте защитные газы с высоким содержанием аргона, например аргон 75% и CO2 25% для стали и аргон 100% для алюминия. Газы с высоким содержанием аргона переносят меньше тепла и брызг.
11. Использование сварки для длинных швов рассмотрим
Это означает выполнение коротких, равномерно расположенных сварных швов вдоль шва. При этом тепло распределяется более равномерно, что снижает риск деформации.
12. Поддерживайте постоянную скорость движения и избегайте плетений.
Двигайтесь по прямой с максимально возможной скоростью, сохраняя при этом хорошую проникающую способность. Избегайте плетения, так как оно создает риск прожога. Техника толкания обычно предпочтительнее, чем тяга, поскольку она направляет проволоку к более холодной кромке сварочной ванны.
Используя эти советы, сварщики листового металла смогут выполнять качественные сварные швы без искажений. Отрабатывайте приемы и корректируйте настройки в зависимости от материала и толщины.
Оборудование Yijin: ваш надежный партнер по сварке листового металла в Китае
Компания Yijin Hardware является ведущим поставщиком услуг по сварке листового металла в Китае. Мы предлагаем комплексную сварку тонких металлов и металлических листов. Наше современное предприятие площадью 25 000+ квадратных метров располагает более чем 800 современными машинами. Это позволяет нам точно выполнять сложные проекты по сварке листового металла.
Мы обладаем более чем 20-летним опытом сварки металлов. Наши квалифицированные специалисты могут сваривать листовой металл из различных материалов, таких как углеродистая сталь, алюминий и нержавеющая сталь.
Нужно ли вам высококачественные услуги по изготовлению листового металла? Свяжитесь с Yijin Hardware сегодня для получения бесплатной консультации и предложения.
Вопросы и ответы:
Можно ли использовать переменный или постоянный ток для MIG-сварки алюминия?
Для сварки алюминиевых листов подходят как переменный, так и постоянный ток, но постоянный ток, как правило, быстрее и не требует специального оборудования.
Какой самый тонкий металлический лист можно сварить?
При хорошем контроле температуры сварка MIG позволяет сваривать листы толщиной до 0,8 мм. Сварка TIG позволяет сваривать еще более тонкие листы металла.
Как предотвратить коробление при сварке листового металла?
Для минимизации деформации при сварке тонкого металла: Используйте сварку с пропуском, сварку с прихваткой, зажим, предварительный нагрев и медленное охлаждение. Стратегическая последовательность сварных швов также равномерно распределяет тепло.




