Vous avez des problèmes avec les bords de la tôle ? L'ourlet est la solution. Les bords irréguliers ont non seulement un aspect peu professionnel, mais ils peuvent aussi être dangereux. Cette technique importante permet d'obtenir des bords sûrs, lisses et durables pour différentes applications. Vous apprendrez ainsi à modifier vos projets de tôlerie grâce à des méthodes d'ourlet avancées.
Cet article de blog est un guide complet dans lequel nous discuterons de l'ourlet de tôle, de son objectif, des types, du processus et des considérations de conception.
Qu'est-ce que l'ourlet de tôle ?
Il s'agit d'un procédé de fabrication de précision qui consiste à replier le bord d'une tôle sur elle-même. Ce procédé permet d'obtenir un bord lisse et arrondi, ce qui renforce l'intégrité structurelle et l'aspect du produit final.
Cette technique augmente considérablement la sécurité du produit en éliminant les arêtes vives et en renforçant la structure. Elle donne également au produit un aspect propre et professionnel. L'ourlet permet également d'assembler plusieurs feuilles de métal, ce qui est important pour différentes opérations industrielles telles que l'électronique et la construction.
Quel est l'objectif des ourlets en tôle ?
L'objectif principal des ourlets de tôle est de créer un bord sûr et lisse sur les pièces métalliques. Il renforce le bord, augmente la rigidité et permet l'assemblage de plusieurs pièces. L'ourlet augmente également l'attrait visuel en supprimant les arêtes vives et en donnant une finition polie et haut de gamme.
Les ourlets en tôle sont principalement utilisés dans les panneaux de carrosserie, les portes d'appareils électroménagers et les conduits de chauffage, de ventilation et de climatisation. Ils renforcent la stabilité structurelle et améliorent la sécurité en supprimant les arêtes vives et en assurant l'étanchéité des joints. Les ourlets augmentent le moment d'inertie au niveau du bord, ce qui réduit les vibrations et améliore la rigidité du produit final.
4 types d'ourlets en tôle
Il existe quatre types principaux d'ourlets en tôle. Chaque type est utilisé dans un but particulier. Dans cette section, nous aborderons les ourlets ouverts, fermés, en rouleau et en goutte d'eau, leurs caractéristiques et leurs utilisations dans différentes industries.
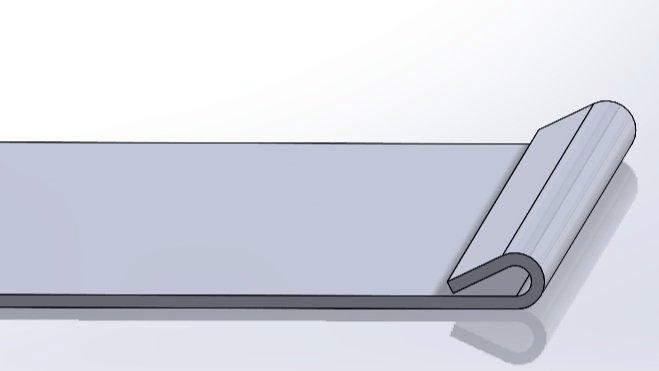
Ourlet ouvert
Il est réalisé en repliant le bord de la tôle sur lui-même sans le fermer complètement. Il existe deux types d'ourlets ouverts : les ourlets ouverts standard et les ourlets ouverts aplatis. Les ourlets ouverts standard ont un écart uniforme et les ourlets ouverts aplatis sont ceux où le bord plié se rapproche de la tôle. L'écart dans les ourlets ouverts est généralement compris entre 1,5 et 2 fois l'épaisseur du matériau.
Les ourlets ouverts sont généralement utilisés dans les secteurs de l'architecture tels que les bardages, les conduits et les toitures métalliques.
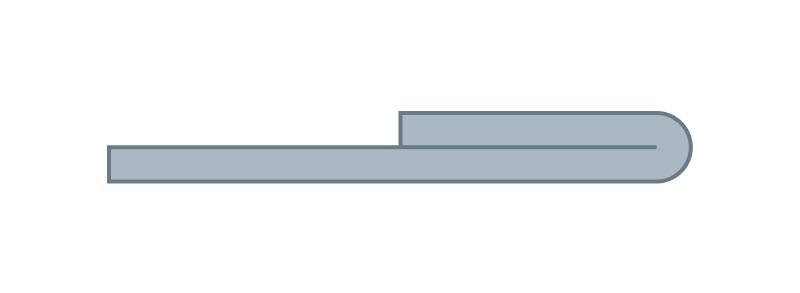
Ourlet roulé
Il s'agit d'un bord étroitement enroulé formé par le laminage continu des feuilles de métal vers l'intérieur. Il en résulte un bord lisse et arrondi dont le diamètre est généralement égal à 2 ou 3 fois l'épaisseur du matériau. Il ressemble à un petit tube ou à un cylindre le long du bord de la tôle, ce qui donne un aspect propre et professionnel.
Les ourlets roulés sont largement utilisés dans les portes d'appareils électroménagers, les meubles en métal et les panneaux de carrosserie automobile. Ils répartissent uniformément les contraintes, réduisent les vibrations et améliorent la rigidité du composant.
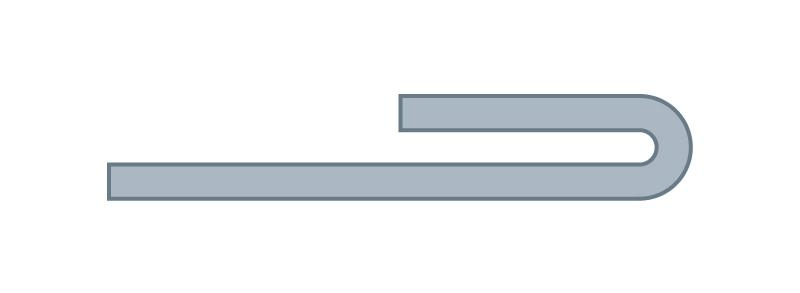
Ourlet fermé
Ces ourlets sont réalisés en repliant le bord d'une feuille de métal sur lui-même et en le pressant à plat contre la feuille. On obtient ainsi un bord lisse et arrondi, sans espace visible. Le bord plié mesure généralement 1,5 à 2 fois l'épaisseur du matériau. Les ourlets fermés forment un léger renflement au niveau du bord et donnent un aspect de finition propre.
Les ourlets fermés sont principalement utilisés dans les armoires métalliques, les boîtiers et les panneaux de carrosserie. Ils créent un joint étanche, offrent une résistance supérieure aux bords et éliminent les arêtes vives.
Ourlet en goutte d'eau
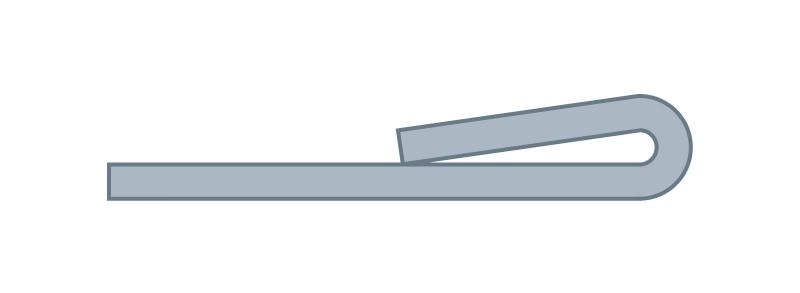
Ces ourlets sont des types particuliers d'ourlets caractérisés par leurs bords en forme de goutte d'eau. Ils sont créés en repliant le bord de la tôle sur lui-même, puis en ouvrant légèrement le pli pour créer une petite cavité en forme de goutte d'eau. Le bord plié mesure généralement un diamètre égal à 2 ou 3 fois l'épaisseur du matériau.
Les ourlets en goutte d'eau sont principalement utilisés dans les panneaux de carrosserie, en particulier pour les capots, les portes et les couvercles de coffre.
Types de procédés d'ourlage
L'ourlet de tôle est réalisé à l'aide de deux méthodes principales : l'ourlet à l'emporte-pièce et l'ourlet à la molette. Chaque procédé présente des caractéristiques particulières et convient à des applications et des volumes de production différents. Nous allons maintenant examiner chaque procédé d'ourlet de tôle.
Ourlage de la matrice

L'ourlet à l'emporte-pièce est une méthode précise de réalisation d'ourlets dans la tôle à l'aide d'un outillage spécialisé. Cette méthode fait appel à une série de matrices progressives qui plient lentement le bord du métal. La pièce est placée entre une matrice supérieure et une matrice inférieure, puis une pression est appliquée pour former l'ourlet.
L'ourlage à l'emporte-pièce se fait généralement en trois étapes :
- Pré-hem : à ce stade, le bord est généralement plié à un angle d'environ 45-60 degrés.
- Intermédiaire : Au stade intermédiaire, le bord s'incurve davantage pour former un angle d'environ 80-85 degrés.
- Étape finale : L'étape finale permet d'achever l'ourlet en pliant complètement le bord à 180 degrés ou à l'angle souhaité.
Cette étape en plusieurs étapes d'un processus permet de répartir les contraintes et de minimiser l'amincissement du matériau ou les fissures.
L'ourlage à l'emporte-pièce est important pour assurer une qualité constante et une production en grande quantité. Il garantit la formation d'un ourlet uniforme pour les grands lots, ce qui le rend approprié pour la fabrication d'appareils électroménagers et l'industrie automobile.
Ourlet en rouleau
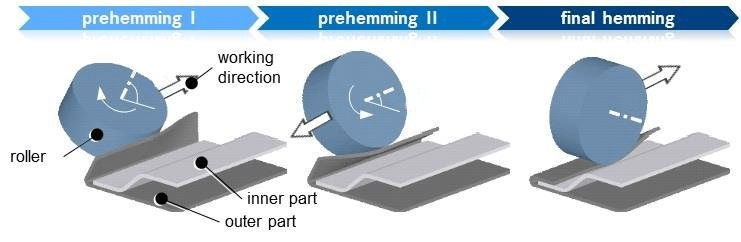
L'ourlet à la molette est un processus en plusieurs étapes qui utilise un outil à molette commandé par un robot pour plier progressivement les bords de la tôle. Le processus comporte généralement trois à cinq étapes :
- Pré-hem : Le rouleau plie la bride à 45°.
- Les étapes intermédiaires : Ce stade implique une nouvelle augmentation de l'angle de courbure.
- Ourlet final : Le rouleau termine l'ourlet et réalise un ourlet serré et lisse.
À chaque étape, le rouleau guidé par CNC se déplace le long du périmètre de la pièce à une vitesse de 50 à 100 mm/s et applique une pression localisée (2 à 5 kN). Cette flexion progressive permet de créer des formes 3D complexes et des rayons serrés (jusqu'à 1,5 fois l'épaisseur du matériau).
L'ourlet à rouleaux est un procédé flexible et rentable. Il permet de réduire les coûts d'outillage jusqu'à 70% par rapport à l'ourlet à la matrice. Il permet également de passer rapidement d'une conception de pièce à l'autre. Ces caractéristiques font de l'ourlet à rouleaux un choix approprié pour la fabrication automobile et les environnements de production à haut volume.
Comment fonctionne l'ourlet de tôle ?
L'ourlet de tôle est un processus en plusieurs étapes qui permet d'obtenir des bords solides et lisses. Tout d'abord, la tôle est coupée à la bonne taille et le bord est plié à un angle de 90 degrés. Ensuite, le bord plié est replié sur lui-même à un angle de 180 degrés. Cela permet d'obtenir une double couche de métal le long du bord. Le bord plié est ensuite aplati à l'aide d'outils ou de machines spécifiques. Pour plus de précision, les fabricants utilisent généralement des machines à ourler à commande numérique. Ces machines appliquent ensuite une pression constante pour former des ourlets uniformes. La dernière étape consiste à comprimer l'ourlet pour lui donner la forme et l'épaisseur appropriées.
Pour les modèles plus complexes, les fabricants combinent souvent l'ourlet avec la tôle. services de pliage des métaux pour garantir des plis précis et des bords lisses, ce qui permet d'obtenir des composants plus résistants et plus durables.
Jogging de la tôle vs ourlet de la tôle
Bien qu'ils aient tous deux des objectifs et des caractéristiques différents, les joncs et les ourlets de tôle sont utilisés pour réaliser les bords des tôles. Dans cette section, nous allons comparer les différentes caractéristiques de l'emboîtement et de l'ourlet de tôle.
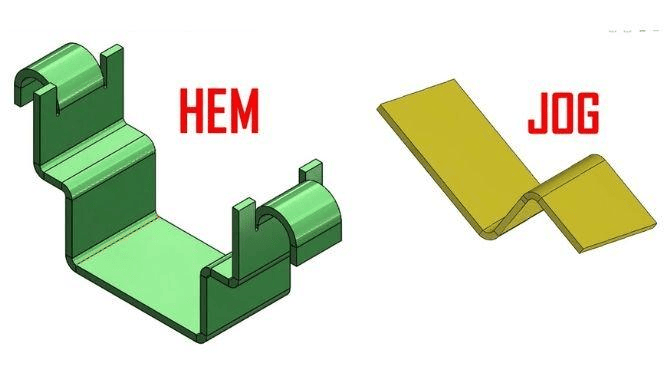
- Un jog est une petite courbure localisée, tandis qu'un ourlet consiste à replier le bord de la feuille sur lui-même.
- Les jogs sont souvent utilisés dans des applications où un petit décalage est nécessaire, comme la réalisation de formes complexes ou l'adaptation de matériel. Les ourlets, quant à eux, sont utilisés lorsqu'un bord lisse et sûr est nécessaire, par exemple dans la fabrication de matériaux de construction et de pièces automobiles.
- Les jogs nécessitent une planification minutieuse pour un placement précis et pour éviter les distorsions. Les ourlets, quant à eux, doivent tenir compte de facteurs tels que le rayon de courbure, l'épaisseur et la méthode de pliage afin d'obtenir un bord solide et lisse.
Caractéristiques de l'emboîtement de la tôle par rapport à l'ourlet de la tôle :
| Caractéristique | Tôlerie Jog | Ourlet en tôle |
|---|---|---|
| Objectif | Créer un petit décalage ou une petite courbure | Créer un bord plié pour plus de sécurité |
| Processus | Petite courbure localisée | Repliement du bord sur lui-même |
| Application | Formes complexes, adaptation du matériel | Pièces automobiles, matériaux de construction |
| Considérations techniques | Placement précis, distorsion des matériaux | Epaisseur du matériau, rayon de courbure, technique de pliage |
Ourlet de tôle vs sertissage de tôle
L'ourlet et le sertissage de la tôle sont deux techniques importantes de fabrication du métal. Ces deux techniques ont des objectifs et des caractéristiques différents. Examinons les différences importantes entre ces deux procédés :
- L'ourlet replie le bord sur lui-même, tandis que la couture relie deux bords par une série de petits plis.
- L'ourlet augmente la résistance et la rigidité des bords. La couture, quant à elle, apporte une stabilité structurelle supplémentaire en créant un joint continu.
- L'ourlet est principalement utilisé pour la finition des bords, tandis que la couture est généralement utilisée lorsqu'une grande durabilité et une étanchéité sont nécessaires.
- L'ourlet utilise des rouleaux ou des matrices spécialisées, tandis que la couture nécessite des machines particulières dotées de rouleaux ou de presses qui s'emboîtent les uns dans les autres.
| Caractéristique | Ourlet de tôle | Sertissage de la tôle |
|---|---|---|
| Processus | Plie le bord d'une seule feuille | Joint deux feuilles séparées |
| La force | Renforce les bords | Crée des joints de panneaux solides |
| Applications | Finition des bords, sécurité | Structures plus grandes, joints étanches |
| Outils | Machines à ourler, matrices | Machines à sertir, rouleaux |
| Profil de l'arête | Bord lisse et plié | Joint à emboîtement ou à chevauchement |
| Industries typiques | Automobile, appareils ménagers | Toiture, CVC, construction navale |
Lignes directrices pour la conception des ourlets en tôle
Il est important de disposer de directives de conception appropriées pour améliorer l'ourlet de tôle. Dans cette section, nous examinerons les principaux facteurs à prendre en compte dans la conception de l'ourlet de tôle, tels que la surépaisseur de l'ourlet, le rayon de courbure minimal, le sens du fil, le style de l'ourlet et les propriétés du matériau.
Allocation d'ourlet
Il s'agit du matériau supplémentaire nécessaire pour former l'ourlet. Il représente généralement 2 à 3 fois l'épaisseur du tissu. Directives importantes concernant la marge de l'ourlet :
- Pour les ourlets fermés, la surépaisseur = 2 x l'épaisseur du matériau + le rayon intérieur.
- Pour les ourlets ouverts, ajoutez 1,5 à 2 fois l'épaisseur du tissu à la marge de l'ourlet fermé.
- Les ourlets en goutte d'eau nécessitent une marge de 3 à 4 fois l'épaisseur du matériau.
- Il faut également tenir compte du retour élastique et ajouter 2-5% d'allocation supplémentaire.
Rayon de courbure minimal
Il s'agit du plus petit rayon de courbure qu'une tôle puisse subir sans se fissurer. Lignes directrices importantes à prendre en compte :
- Utilisez une fois l'épaisseur du matériau pour les métaux tendres et 1,5 fois pour les matériaux plus durs.
- Conserver le même rayon dans tous les virages.
- Les feuilles plus épaisses ont besoin d'un rayon plus grand pour éviter les fractures.
- Il faut également tenir compte de la direction du grain et des propriétés du matériau.
- Utiliser des coupes d'allègement de la courbure pour les rayons serrés près des bords.
Considérations matérielles
Le choix des bons matériaux est important pour la réussite des opérations d'ourlet. Les ingénieurs doivent choisir des métaux plus faciles à former, comme l'acier à faible teneur en carbone ou les alliages d'aluminium, afin de garantir la bonne forme des ourlets.
L'épaisseur du matériau est également un facteur important, car les tôles plus fines (généralement de 0,5 à 2 mm) produisent généralement de meilleurs ourlets. Pour les applications nécessitant des composants légers et durables, le magnésium constitue une excellente alternative à l'aluminium. En collaborant avec des spécialistes expérimentés en usinage du magnésium garantit la précision et la fiabilité lors de l'utilisation de ce matériau.
Direction du grain
Il s'agit de l'alignement des cristaux de métal dans la tôle à la suite du processus de laminage. Il détermine la qualité de l'ourlet et la résistance de la pièce. Certaines lignes directrices importantes en matière de conception, telles que :
- Aligner les lignes d'ourlet de 45 à 90° par rapport à la direction du grain pour éviter les fissures.
- Pour les ourlets longitudinaux, le rayon de courbure doit être égal à 50%.
- Tester des échantillons de pièces pour observer les effets du grain sur des métaux spécifiques.
- Identifier le sens du grain sur les dessins des pièces importantes.
Style de l'ourlet
Il s'agit de la configuration particulière du bord plié dans l'ourlet de tôle. Quelques lignes directrices importantes pour la conception du style d'ourlet :
- Les ourlets fermés sont un choix pour une résistance maximale et un aspect professionnel propre.
- Utilisez des ourlets ouverts pour ajouter de la flexibilité et éviter que le matériau ne se fissure.
- Choisissez des ourlets arrondis pour les matériaux fragiles comme l'aluminium.
- Choisissez des ourlets roulés afin d'éliminer les bords tranchants sur les parties manipulées.
Conclusion
L'ourlet de tôle est un processus important dans la fabrication, qui permet d'améliorer l'esthétique et la résistance. De l'ourlet ouvert à l'ourlet en goutte d'eau, chaque type d'ourlet est utilisé pour des applications différentes. Des lignes directrices particulières en matière de conception garantissent de meilleurs résultats en matière d'ourlet.
Pour des conseils et des services d'experts en matière d'ourlet de tôle, choisissez Solution Yijin. Nos outils de pointe et notre personnel qualifié, fort de 20 ans d'expérience, fournissent des résultats précis. Contactez nous pour discuter des besoins de votre projet et obtenir un devis personnalisé.