info@yijinsolution.com
info@yijinsolution.com (+86) 188-2253-7569
(+86) 188-2253-7569

What is MIG Welding?
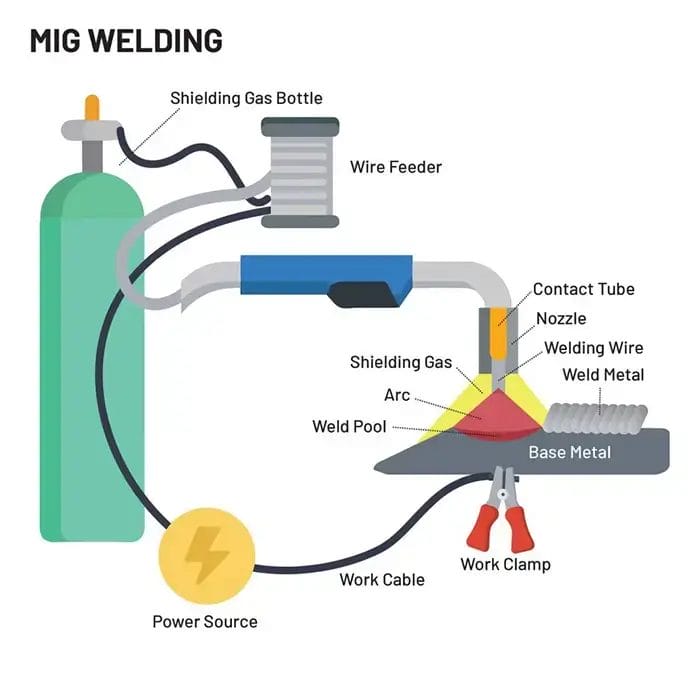
Metal Inert Gas (MIG) welding, also called Gas Metal Arc Welding (GMAW), is a widely-used sheet metal welding technique. It uses a continuously-fed wire electrode to create strong, clean welds on various metals.
The wire electrode feeds through a welding gun, creating an electric arc between the wire and workpiece. This arc melts the wire and base metal, forming a weld pool that solidifies to join materials. A shielding gas, typically argon or argon plus carbon dioxide, flows through the gun protecting the weld from contamination.
History of MIG Welding

Metal Inert Gas welding originated in the early 1900s, with Humphry Davy’s 1800 electric arc discovery setting the foundation. In 1948, the Battelle Institute, backed by Air Reduction Company, improved the process, leading to modern MIG. Devers and Hobart developed an axial spray transfer system using smaller aluminum wire, constant voltage power (from H.E. Kennedy), and argon shielding. This gave high deposition speed using axial spray transfer. In 1953, carbon dioxide shielding allowed economical steel welding.
The short-arc variation, from 1958-1959, increased versatility, enabling thinner material welding. MIG’s speed, flexibility, and simplicity quickly made it the most common industrial welding technique. Today, it remains the most popular process.
MIG Welding vs TIG Welding

While both MIG and TIG (Tungsten Inert Gas) welding are arc welding processes, they differ in several key aspects. The following table will elaborate the key differences.
| Feature | MIG Welding | TIG Welding |
| Electrode Type | Consumable wire electrode | Non-consumable tungsten electrode |
| Weld Speed | High speed (up to 8 lbs/hr) | Slower (1-2 lbs/hr) |
| Ease of Use | Easy for beginners | More challenging to learn |
| Weld Quality | Good quality, but less precise than TIG | High precision and quality |
| Suitable Materials | Carbon steel, stainless steel, aluminum | Thin materials, exotic materials |
| Durability | Strong welds, suitable for thick materials | Extremely strong welds, ideal for critical applications |
| Shielding Gas | Typically argon or argon-CO2 mix | Pure argon or argon-helium mix |
| Equipment Cost | Generally lower | Higher initial investment |
| Versatility | Excellent for various thicknesses | Best for thin materials and precision work |
Figure 2: MIG Welding vs TIG Welding.
When MIG Welding Works Best:
MIG welding is particularly useful in the following scenarios:
- High-Volume Manufacturing– Its speed and efficiency make MIG ideal for large-scale production environments.
- Automotive Fabrication– It’s widely used in auto body repairs and manufacturing.
- Thicker Materials– MIG works well on materials 1/16” to 1/2” thick.
- Aluminum Welding– With the right settings, MIG can efficiently weld aluminum alloys.
- Steel Structures– MIG excels at welding carbon steel in construction projects.
MIG welding is most effective when metals to weld are carbon steel, stainless steel or aluminum from 24 gauge to 1/2 inch. Its flexibility and speed make it the primary choice for high-volume welding that needs consistent quality.
MIG Welding Steps:
MIG welding involves precise steps for strong, clean welds. Understanding the details is key for high-quality, consistent welds in manufacturing.
1. Preparing Workpiece and Machine Set Up
First, the metal surface is thoroughly cleaned using a wire brush or grinder to remove contaminants like rust, oil or paint. This ensures the best weld quality. Concurrently, the machine’s voltage (usually 15-32V) and amperage is set based on material thickness, wire size, and shielding gas type. For steel, wire diameters ranges from .023” to .045”. Argon, helium, carbon dioxide or mixtures shield the weld from contamination. Usually gas flow is set between 10-25 liters/minute.
2. Installing Wire and Ground Connection
Next, the wire spool is correctly loaded on the wire feeder, ensuring proper alignment and tension. Then wire is fed through the gun and contact tip. An important step is securely connecting the ground clamp to the workpiece or table for proper electrical flow. For most MIG weld, the ground is connected to the negative terminal (DCEP) for optimal welds.
3. Gun Angle and Arc Initiation
Next the welding gun is angled properly to get top quality welds. The gun is held at a 10-15 degree push angle relative to the direction of travel, keeping a steady 90 degree work angle to the workpiece surface. A stick-out (distance from contact tip to workpiece) of 3/8 to 1/2 inch is maintained for best results. The arc starts by pulling the gun’s trigger, beginning wire feed and creating the electrical arc that melts both the electrode wire and base metals, forming a weld pool.
4. Welding and Finishing
After setup, the actual welding happens. During welding, the gun moves along the joint at a steady travel speed. For horizontal welds, a 0-15 degree downward angle prevents sagging. When vertical welding, voltage and amperage drop 10-15% versus flat position settings, to control the weld pool. Welding continues until the joint is fully welded, then the weld cools gradually to prevent stress and distortion. The final step is weld inspection for quality, ensuring proper penetration, bead shape and no defects.
Materials Used in MIG Welding
MIG welding can weld many metals, each with unique properties. These include:
- Steel (carbon steel, mild steel, stainless steel)
- Copper
- Aluminum
- Brass
- Titanium
- Nickel alloys
- Cast Iron
Easy Materials for MIG Welding:
Some metals work particularly well for MIG welding because of their properties and ease of use. These are:
Mild Steel
Mild steel is one of the easiest to MIG weld due to its low carbon (typically 0.05-0.25%) and high iron content. Its fairly high melting point (around 2,600-2,800°F) gives a good working window. It is also forgiving to variations in technique. Mild steel also exhibits great weldability because of its low alloy content, reducing cracking or embrittlement risks.
Stainless Steel
304-grade stainless steel is relatively easy to MIG weld, though it can warp if too much heat is applied. Its chromium content (18-20%) makes a protective oxide layer for corrosion resistance. MIG welding stainless steel often uses argon with 1-2% oxygen or a tri-mix gas (90% He, 7.5% Ar, 2.5% CO2) for best results.
Nickel is surprisingly easy to MIG weld, like mild steel in term of weldability. But nickel welds may become porous over time as a result of their interaction with specific materials. Picking the right shielding gas (usually argon or argon-helium mixes) is key for top quality nickel welds.
Difficult Materials for MIG Welding
Some metals pose big challenges for MIG welding due to their unique properties and behavior during welding. These include:
Aluminum is very hard to MIG weld because of its low melting point, high thermal conductivity and fast oxide layer formation. These make a small working window and increase risk of burn-through. Molten aluminum also easily absorbs hydrogen, causing porosity. It often need special techniques like a push angle and AC current for good aluminum MIG welding.
Copper’s very high thermal conductivity (about 24 times steel) makes it tricky to MIG weld. It quickly dissipates heat, making it hard to reach and maintain the needed welding temperature. Copper also has a relatively low melting point compared to its thermal conductivity which raises the burn-through risk. Preheating and special filler metals are often necessary for good copper MIG welding.
Cast iron is extremely tough to weld due to its high carbon content (typically 2-4%), which can cause cracking from fast cooling or heating. Preheating and slow cooling methods are often needed to reduce these problems.
Titanium is hard to MIG weld because of its very high melting point (around 3,000°F), needing major heat input to melt. Also titanium readily reacts with elements like nitrogen and oxygen during welding, forming oxides that can contaminate the weld joint.
Pros and Cons of MIG Welding

MIG welding is a very useful technique in industrial applications. It offers many advantages. But it has some limitations too. Let’s first look at the benefits of MIG welding
Advantages of MIG Welding:
- Makes clean and high-quality welds with little finishing needed: MIG welding produces smooth, nice-looking welds with minimal spatter and no slag, reducing cleanup time after welding.
- Very flexible – can weld many metals and thicknesses:MIG welding handles various metals, including steel, aluminum, and stainless steel, across different thicknesses which makes it suitable for diverse uses.
- Speed and efficiency of the process:The continuous wire feed and fast deposition rates make MIG welding quicker than other methods, making it ideal for high volume manufacturing.
- High productivity: The method enables fast welding, raising overall productivity in construction and manufacturing projects.
- Easily adapted to automated and robotic welding:The process’s compatibility with automation enhances consistency and efficiency which is crucial for industrial applications.
Limitations of MIG Welding:
- Burn through Risk:On thinner materials, MIG welding is prone to burn-throughs because of high heat input. This can compromise the quality of weld.
- Positional Limitations: MIG welding is not ideal for all welding positions, particularly vertical or overhead, as the fluidity of the weld pool can cause defects.
- Porosity Risks:If not performed correctly, there is a potential for porosity in the welds. Porosity can weaken the joint and lead to failure.
Conclusion
In this blog-post, we explored MIG welding thoroughly. We discussed what MIG welding is, the complete step-by-step process, common materials for mig welding, and MIG welding advantages and disadvantages. We also discussed different materials’ attributes that make them easy or difficult to MIG weld. Choosing the right material, technique, and a reputable welding service provider, such as Yijin Hardware, is critical for achieving quality welds.
In China, Yijin Hardware was the first to offer sheet metal welding (including MIG) and fabrication services. With 20+ years of experience, we provide custom metal fabrication solutions for your project. Our expertise includes using advanced machines (800+) to ensure the highest quality for a wide range of materials and requirements.
Are you in need of custom MIG welding and other metal fabrication services? Contact Yijin Hardware today to discuss your project requirements.
Common MIG Welding Questions:
1) What gas do you use for MIG welding?
Argon, CO2, or a blend of both gasses often get used in MIG welding. For steel, a popular mixture is 75-80% argon with 20-25% CO2. Pure argon is commonly used for aluminum and other non-ferrous metals.
2) Is MIG welding direct current or alternating current?
MIG welding uses DC power mainly. Direct Current electrode positive (DCEP) is the most common polarity. It gives deeper penetration and stable arc properties.
3) What is MIG welding best suited for?
MIG welding is suitable in uses that need high deposition rates and efficiency. It’s ideal for welding a wide range of materials and thicknesses. Industries like automotive, manufacturing and fabrication benefit from this technique’s flexibility and efficiency.