info@yijinsolution.com
info@yijinsolution.com (+86) 188-2253-7569
(+86) 188-2253-7569

Sheet metal welding joins two metal sheets to make lightweight and durable structures. It’s used across industries from aerospace to consumer goods.
Benefits of metal welding include better structural strength, flexible design and cost savings.
In this blog post, we’ll explore common methods for welding sheet steel and other thin metals, as well as best practices that every sheet metal welder should know. We will also look at surface to consider for Sheet Metal Welding.
If you are a beginner to sheet metal fabrication, feel free to check this basic guide:
What Is Sheet Metal Fabrication: Types and Process
Sheet Metal Forming Process: A Complete Guide
Common Sheet Metal Welding Types:
Sheet metal welding has various processes, each suitable for specific uses. Let’s look at key methods of metal Welding.
MIG Welding (Metal Inert Gas):
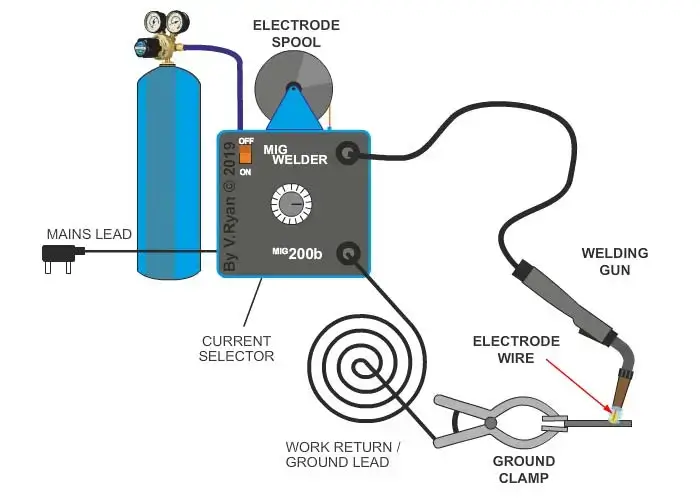
MIG, also called Gas Metal Arc Welding, is popular for thin materials. It uses a consumable wire electrode fed continuously through the welding gun, plus a shielding gas that protects the weld from contamination. The wire melts, joining the metals. Argon and carbon dioxide are common MIG shield gasses.
Benefits of WIG welding are ease of use, high speed and ability to weld thicker sheets versus other processes. MIG is suitable for thin metal like steel, stainless and aluminum. It’s widely used in construction, automotive and manufacturing industry for welding metal sheets.
TIG Welding:
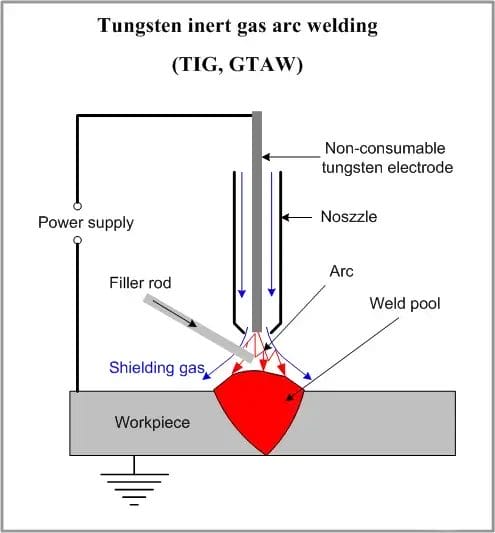
TIG welding, also called Gas Tungsten Arc Welding (GTAW), is another common sheet metal welding method. Unlike MIG, TIG uses a non-consumable tungsten electrode to make the arc. It is known for high-quality, precise welds on thin metal sheets. Argon and helium are often used as shielding gasses in TIG.
TIG is usually the preferred choice forthin metal welding where looks and weld quality matter. It offers great control over the weld and minimal splatter. However, it needs more skill and has a slower speed than MIG. It’s often used inautomotive, aerospace and artistic metalwork.
You May Also Like: MIG VS TIG Welding
Plasma Arc Welding:

Plasma Arc Welding (PAW) is a high-precision process ideal for thin metal sheets. Using a focused plasma arc, it creates strong, accurate welds without the need for filler materials. This method is particularly suited for industries like aerospace and electronics where precision is key. When paired with complementary plasma cutting service, it allows for efficient preparation of sheet metals, ensuring clean edges and high-quality welding outcomes. This combination enhances productivity and ensures top-notch results for intricate projects.
Stick Welding (Shielded Metal Arc Welding):
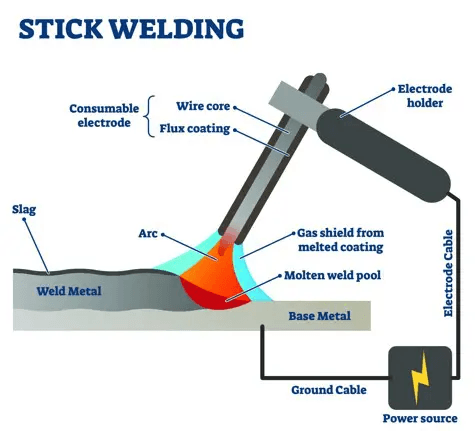
Stick welding, also called Shielded Metal Arc Welding (SMAW), is a flexible sheet metal welding technique using a consumable electrode with a flux coating. As the electrode melts, the flux makes a protective slag over the weld, shielding it from air contamination.
Stick is good for thicker metal sheets and outdoor/windy welding. It also works on dirty or rusty metals. However, it makes a less attractive weld versus TIG or MIG and needs more post-weld cleaning.
Stick Welding can weld various metals like steel and stainless. It’s widely used in pipelines, shipbuilding and construction. The main benefit of stick welding are its flexibility and ability to weld dirty metals, making it suitable for less ideal conditions.
Electron Beam Welding:
Electron Beam Welding (EBW) uses focused electron beams for high precision, strong sheet metal welds. Industries like automotive, aerospace and electronics often use EBW.
The main benefits of EBW are extremely high accuracy and minimal heat distortion. This makes it ideal for welding sheet metal parts needing tight tolerances.
Gas Welding (Oxyacetylene):
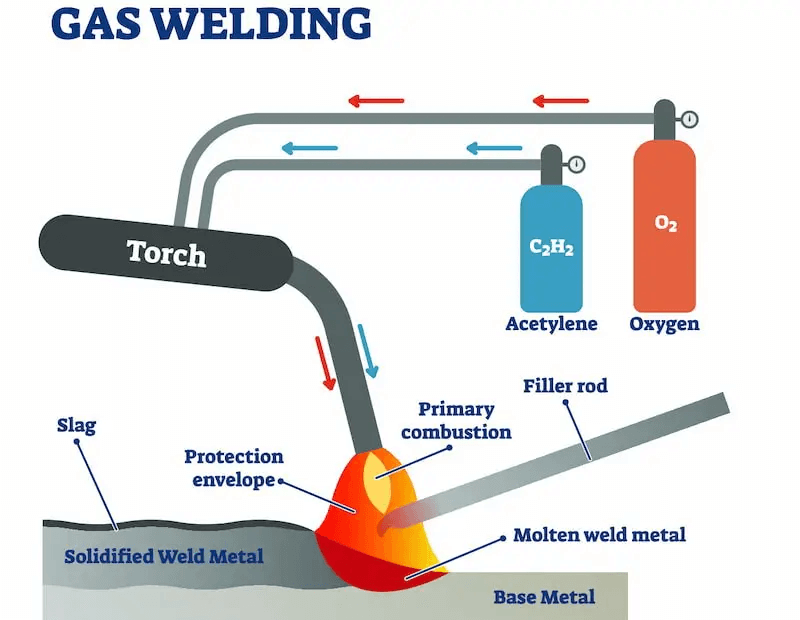
Gas welding, particularly oxyacetylene, uses a flame from burning acetylene with oxygen to weld. While less common nowadays in sheet metal work, it’s still used for certain applications, particularly in repair work.
Gas welding works for both ferrous and non-ferrous metals. It’s often utilized in small shops, artistic metalwork and auto repair. The main upsides of gas welding are portability and not needing electricity, making it useful for field fixes and remote spots.
Resistance Spot Welding:
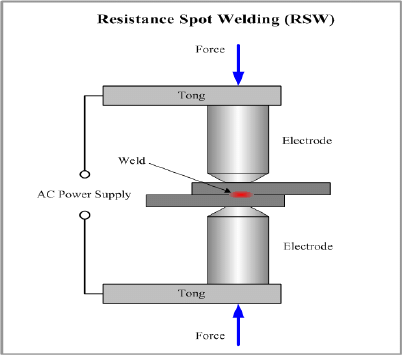
Resistance Spot Welding bonds metal surfaces via heat from resisting electric current flow. The auto industry uses it to join body panels and other thin metal pieces. It’s easy to automate, fast and steady. This makes it ideal for mass-producing sheet metal parts.
Laser Welding:

Laser welding utilizes a powerful laser beam to melt and fuse metal. This process offers great accuracy and heat control, making it perfect for welding thin sheets. Laser welding is commonly used in aerospace, electronics fabrication and medical devices. Its main pluses include minimal heat impact, high precision and the ability to weld tricky shapes and materials hard to join otherwise.
Read More: Sheet Metal Bending Techniques
Surfaces to Consider for Sheet Metal Welding:
For sheet metal welding, the surface orientation is crucial in choosing the right welding method and getting top quality welds. Here are some common sheet metal surfaces and preferred techniques:
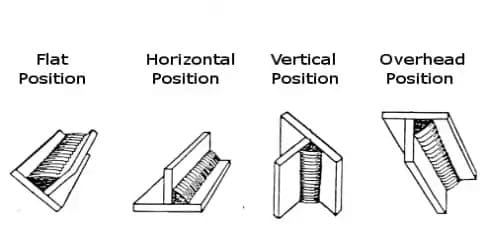
Flat Surfaces:
Flat surfaces are very common in sheet metal welding jobs. When welding sheets on a flat plane, “skip welding” is often used to minimize heat distortion. This means welding intermittent sections instead of a continuous seam, letting metal cool between passes.
MIG welding is a popular pick for flat surface welding, offering speed and ease of use. But for thin metal, TIG may be better for less spatter and precision.
Horizontal Surfaces:
Horizontal sheet metal welding can use fillet welds or groove welds. Fillet welds join two surfaces at an angle, making an ‘L’ shaped seam. Groove welds put one metal sheet on top of another and push them together to form a grooved seam. For horizontal areas, stick welding (SMAW) is often preferred for its flexibility to work well in different positions. However, MIG welding also effectively welds horizontal surfaces.
Vertical Surfaces:
Vertical sheet metal welding requires the welder to maintain an upright position facing the surface. When welding sheet steel vertically, it’s important to hold the torch at a 45° angle to the plate and keep the electrode tip away from the molten metal to stop it flowing down and covering the tip. Vertical welding needs more skill and experience than flat or horizontal welding. Techniques like weaving or stepping can control the weld pool and ensure proper fusion. A tip for vertical surfaces is controlling the weld pool size to prevent sagging. This is because the smaller pools are easier to manage vertically.
Overhead Surfaces:
Overhead welding is considered the most difficult, as the molten metal tends to drip down during welding. To prevent this, sheet metal welders must use enough filler to minimize the weld pool size and apply adequate heat for proper fusion. Stick welding is commonly used for overhead welding because it works in various positions. However, experienced sheet metal welders may also use MIG or TIG welding techniques for overhead work.
Curved Metal Surfaces:
Curved surfaces require more skill and accuracy than flat surfaces. When welding curved metal, tack welds are often used first to maintain alignment and prevent warping. This means making small spot welds to hold parts in place before the final weld. TIG welding is often best for curved surface welding because of its smooth welds and precision with little distortion. It’s common in automotive and aerospace industries.
Edge Joints:
Edge joints are important in sheet metal welding. Proper fit-up avoids burn-through. MIG welding is commonly used for edge joints since it penetrates well and is fast. But for thin metal, TIG may be better for accuracy and heat control.
Metal Choices for Sheet Metal Welding:
Many materials get used in sheet metal welding. Each has its own advantages and challenges. Some common materials are discussed below:
Carbon Steels:

Carbon steels are widely used in sheet metal welding for their strength and value. They’re perfect for structural uses in automobiles and the construction industry. MIG welding is common for thin carbon steel welding, offering speed and simplicity. For thicker sheets, stick welding (SMAW) brings flexibility, especially outdoors.
Stainless Steel:

Stainless steel is preferred for its corrosion resistance and looks. It’s extensively used in food equipment and medical devices. TIG welding is often used for stainless sheet metal, making precise and top quality welds. Laser welding is also gaining popularity for stainless steel welders given its minimal heat distortion.
Aluminum:

Aluminum’s lightweight properties make it popular in aerospace and autos. For aluminum sheet welding, TIG offers excellent control and clean welds. MIG welding with a spool gun also works for aluminum, especially thicker sheets.
Copper and Iron:
Copper, known for conductivity, is often used in electrical applications. Iron, less common in sheet form, but still has some industrial uses. Both can be tricky to weld. For copper, TIG is typically recommended, while for iron, stick or MIG are common sheet metal welding processes.
12 Practical Tips for Welding Sheet Metal
1. Select the Right Filler
When welding a thin metal, choose a thinner filler than the metal being welded. For example, when welding 1 mm metal, a 0.6 mm filler is ideal. Thinner wire requires less heat, reducing burn risk and bettering weld quality. And always match fillers’ properties to the base metal. For example, use ER70S-6 on sheet steel for strength and compatibility.
2. Use Skip Welding
Skip welding minimizes heat distortion. Weld 1-inch segments with 3-inch gaps. This will let metal cool between welds. This helps maintain the sheet’s shape and reduces warping.
3. Tack Weld for Alignment
Tack welding is key for alignment in sheet welding. Make small, evenly spaced 1/4 inch tack welds. This prevents misalignment during final welds, particularly with easily distorted thin metal.
4. Ensure Proper Fit-Up
Ensure tight, firm fit-up with minimal gaps to prevent burn-through. For thin sheet butt joints, consider slightly bending one edge for better fit. And for T-joints, make sure the alignment is perpendicular.
5. Pre-Weld Cleaning
Clean metal before welding to remove dirt and grease that can ruin welds. Use machines or tools for faster cleaning in factories. And remove any coatings to expose the bare metal.
6. Use The Smallest Possible Wire Diameter For MIG Welding Sheet Metal
For the most thin sheet, use 0.023-0.024 inch wire. For 18 gauge and thicker material, use 0.030 inch wire. Smaller wire needs less heat to melt, reducing burn-through risk. It also helps better control the weld.
7. Keep short arc length & low voltage to minimize heat input
This prevents distortion & burn-through but still fuses well. Shorter arc also better controls the weld puddle.
8. Use pulse welding capabilities to reduce distortion
Pulsing alternates between high & low current, decreasing overall heat input and warping. It is great for thin and distortion-prone materials.
9. Use copper or aluminum backing bars to dissipate heat faster
This will prevent warps or burn-through. Also, clamp bars tightly to the back of the weldment to draw heat from the weld zone.
10. Use shielding gasses with high argon
For less heat input, use shielding gasses with high argon such as 75% argon and 25% CO2 for steel and 100% argon for aluminum. Argon-rich gasses carry less heat and spatter.
11. Using stitch welding for longer seams consider
It means making short, evenly spaced welds along the joint. This distributes heat more evenly to reduce distortion risks.
12. Keep travel speed steady and avoid weaving motions
Move in a straight line at the fastest speed possible while still achieving good penetration. Avoid weaving as it introduces burn-through risks. A push technique is generally preferred over pulling, as it directs the wire towards the cooler edge of the weld puddle.
By using these tips, sheet metal welders can make distortion-free, quality welds. Practice techniques and adjust settings as needed per specific material and thickness.
Yijin Hardware: Your Reliable Sheet Metal Welding Partner in China
Yijin Hardware is a top supplier of sheet metal welding services in China. We offer complete welding for thin metals and metal sheets. Our modern 25,000+ square meter facility has over 800 advanced machines. This enables us to handle intricate sheet metal welding projects accurately.
We have 20+ years of metal welding experience. Our skilled technicians can weld sheet metal made of various materials like carbon steel, aluminum and stainless steel.
Do you need high-quality sheet metal fabrication services? Contact Yijin Hardware today for a free consultation and quote.
FAQs:
Can I Use AC or DC to MIG Weld Aluminum?
Both AC and DC work for welding aluminum sheets, but DC is typically faster and doesn’t need special gear.
What’s the thinnest sheet metal that can be welded?
With good heat control, MIG welding can weld sheets as thin as 0.8 mm. TIG welding allows for even thinner sheet metal welding.
How to prevent warping when welding sheet metal?
To minimize distortion when welding thin metal: Use skip welding, tack welding, clamping, preheating, slow cooling. Strategically sequencing welds also distributes heat evenly.