info@yijinsolution.com
info@yijinsolution.com (+86) 188-2253-7569
(+86) 188-2253-7569

High-Pressure Die Casting (HPDC) is an exceptionally efficient manufacturing process that involves injecting molten metal into a mold at high pressure. This special method is important for rapidly producing sophisticated, accurate metal components.
Products manufactured using the HPDC are often used in the automotive, aerospace, and consumer goods industries. The process improves production speed and ensures high dimensional accuracy and a great surface finish.
At Yijin Hardware, we know that the HPDC is a great choice for high-volume production of parts, and we want to make sure you know all the ins and outs. Let’s review what HPDC is, its history, applications, processes, and benefits, and how our die casting service can help meet your production needs.
Key Takeaways
- HPDC is a metal casting process where molten metal is injected into a steel mold under high pressure.
- The HPDC process lets you produce parts quickly, making it suitable for mass production.
- HPDC can use various metals, including aluminum, magnesium, and zinc.
- HPDC is typically used in automotive components, electronics housings, and consumer goods.
- HPDC produces parts with fantastic surface finishes and tight tolerances.
What is High-Pressure Die Casting (HPDC)?

The HPDC manufacturing method involves forcing molten metal into a mold cavity under high pressure. The low-pressure die casting used in this process usually ranges from 1,000 to 30,000 psi. This moves the molten metal into the die cavity and all its fine details very quickly.
HPDC is a powerful manufacturing method that is effective for producing components that need high dimensional accuracy and a smooth, good surface finish. Some of the most common materials used in HPDC are aluminum alloys, magnesium alloys, and high-pressure zinc die casting. This is because they have great mechanical properties and relatively low melting points compared to other metals.
The History of High-Pressure Die Casting
Die casting traces its history back to the mid-19th century, when it was mainly used for creating typesetting letters in the printing industry. The first major breakthrough was in 1838 when the process was changed to produce small metal parts. This was followed with Sturges’ patent in 1849 for the first manually operated casting machine.
In the early 1900s, aluminum and zinc alloys were introduced and so the applications of die casting expanded. The development of high-pressure techniques began around 1914, which meant you could create more complex shapes and improve your production rates. The use of die casting became increasingly popular after the Second World War.
Applications of High-Pressure Die Casting
The high-pressure die casting process helps you create complicated shapes with high accuracy, which is why it’s used in the automotive, aerospace, electronics, and consumer goods industries. Here are the main applications of a high-pressure die casting machine:
- Automotive Industry: Casting is often used for manufacturing engine blocks, gearbox casings, suspension components, and other important automotive parts that need strength and lightweight properties.
- Aerospace: HPDC machines are used to create lightweight components, such as housings or brackets, that can handle extreme conditions while maintaining performance.
- Electronics: High-pressure casting is quite commonly used to produce housings for devices like smartphones and computers. This is because these devices require both great durability and an appealing look and feel.
- Consumer Goods: HPDC machines are used in appliances like washing machines and power tools. This is because HPDC technology is efficient for quick, high-volume production of quality parts.
What is the High-Pressure Die Casting Process?
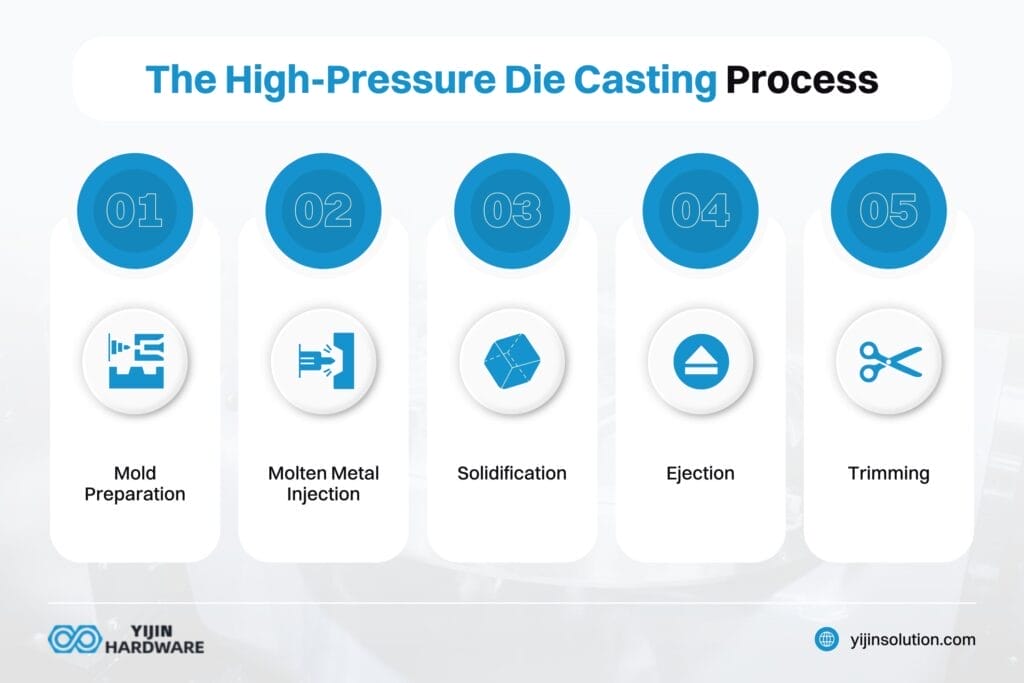
So, how does the high-pressure die casting process work? Here are the main steps of the HPDC process:
1. Mold Preparation
Mold preparation is the first step in the HPDC process. The die must first be thoroughly cleaned to get rid of any dust, grease, or residue from any previous metal casting. Cleaning the die is necessary to prevent defects.
Then, the interior surfaces of the mold must be lubricated with a release agent. The lubrication helps regulate the temperature of the mold and allows for simple removal when the casting cycles are done, and the metal has solidified.
After this, the mold needs to be preheated to a specific temperature, though this depends on the material being cast. Preheating improves the flow of the molten metal at high temperatures and lowers thermal shock during injection.
2. Molten Metal Injection
After the mold is prepared, the next step involves injecting molten metal into the die cavity. Metals like aluminum, magnesium, or zinc are melted in a furnace until they reach a molten state. Your choice of metal depends on what you need from the final product.
The molten metal must be moved into a shot sleeve or chamber connected to the die. A plunger or piston then forces this molten metal into the die cavity at high speed and pressure, usually ranging from 1,000 to 30,000 psi (70 to 200 MPa).
The high pressure ensures that the molten metal fills all the fine details of the die cavity quickly. Moreover, there are two main methods of injection: hot chamber die casting and cold chamber die casting.
Cold Chamber High-Pressure Die Casting
In the cold chamber process, you pour molten metal into a cold chamber sleeve and push a hydraulic plunger through it. The plunger of the cold chamber system seals the metal and places it into the die. Once it is solidified, you can open the die to get the cavity out. This works well for materials with high melting points like aluminum or brass, where the molten metal would be ladled into the cold chamber before it is injected into the die.
Hot Chamber Die Casting
This approach is suitable for hot chamber die. In this method, the injection system is immersed directly in the molten metal within a furnace. The molten metal is then injected into the die using a shot plunger. This process is ideal for metals with lower melting points, such as lead, zinc, or magnesium.
3. Solidification
After the injection is done, the material will solidify quite quickly because of the cool temperature of the die. The molten metal comes into contact with the cooler surfaces of the mold, making it solidify almost immediately. Notably, fast cooling is required for finer details.
The amount of time that solidification takes can be different depending on factors like wall thickness and the material properties of the various metals used in the process. Generally speaking, solidification only takes a few seconds.
4. Ejection
After solidification, you remove the casting from the mold. The die halves are separated using hydraulic cylinders or mechanical means. You need to do this task very carefully, otherwise you might damage the casting. Then, ejector pins push against the casting to release it from the mold cavity.
5. Trimming
Finally, any leftover material (also called flash) that might have formed around the edges of the casting needs to be removed. One of the most common methods of trimming is done using trim dies or saws. This ensures that only the clean and accurate parts are left after production. You should also recycle the leftover material or reuse it for future casting, which can help save costs.
The Benefits of High-Pressure Die Casting
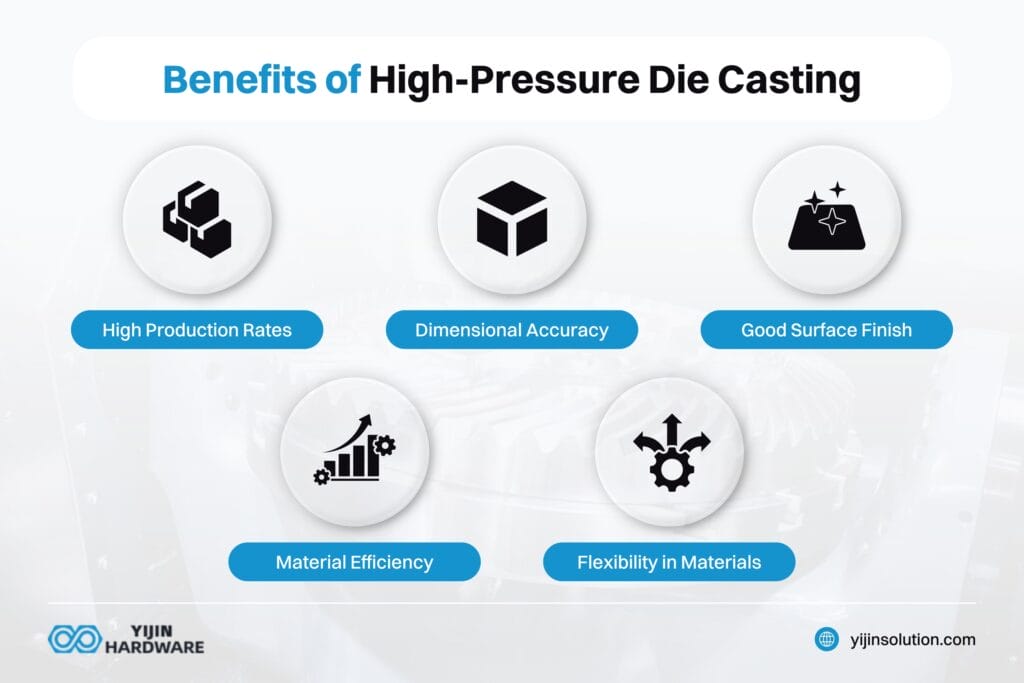
There are many advantages of high-pressure die casting. HPDC is highly valued for its ability to deliver large quantities efficiently with excellent dimensional accuracy, smooth surface finishes, material efficiency, and flexibility in using various metals, making it ideal for mass production across diverse applications:
- High Production Rates: Due to the high production rates, HPDC is really popular! It can produce large quantities quickly, making it a great choice for mass-production environments.
- Dimensional Accuracy: Parts produced through HPDC have tight tolerances. This dramatically lowers waste and rework costs.
- Good Surface Finish: Components usually need minimal finishing work. This is because of the smooth surfaces achieved during casting.
- Material Efficiency: The HPDC process lowers scrap rates compared to other methods like sand casting or gravity casting.
- Flexibility in Materials: HPDC can handle several metals, meaning manufacturers have a lot of flexibility based on specific application requirements. This is one of the most important advantages of high-pressure die casting, as it allows for a wide variety in applications and materials!
Yijin Hardware: On-Demand Manufacturing Solutions
HPDC is an indispensable manufacturing process that offers flexibility, high speed, and high pressure. It can be used for various applications, from automotive to consumer electronics.
Yijin Hardware offers on-demand manufacturing solutions customized to your needs. We make sure the production process is efficient and produces high-quality parts. Reach out for a quote!
FAQs on What is the HPDC?
What is the difference between squeeze casting and HPDC?
The main difference between squeeze and HPDC is that high-pressure die casting has faster cycle times. This makes it great for mass production, while squeeze casting has much longer cycle times because of the applied pressure.
What is the difference between high and low pressure die casting?
High-pressure die casting injects alloy into the mold under high pressure, while low-pressure die casting forces molten metal into the mold under low pressure. Additionally, low-pressure die casting is typically used for larger, simpler parts and provides better control over the filling process, resulting in higher quality for components requiring thicker walls and greater structural integrity.
Back to Top: What Is the HPDC?