info@yijinsolution.com
info@yijinsolution.com (+86) 188-2253-7569
(+86) 188-2253-7569

A blind hole is a type of hole that does not go all the way through a material; it ends at a certain depth. This design is crucial in various engineering applications where maintaining the integrity of the outer surface is important. Blind holes are often used for fastening, fluid containment, and structural support.
Understanding how to create and use blind holes effectively can improve the performance of many mechanical assemblies. Yijin Hardware is highly experienced in CNC machining, providing efficient solutions for manufacturing components with blind holes.
Key Takeaways
- A blind hole is a hole that does not pass completely through a material.
- Drilling blind holes requires specific techniques to ensure precision and quality.
- Tapped blind holes can accommodate screws or bolts without protruding through the other side.
- Proper cleaning methods are essential to maintain the integrity of blind holes during machining.
- Blind holes are widely used in engineering for various applications, including fastening and fluid containment.
What is a Blind Hole?
A blind hole refers to a hole that does not extend all the way through a workpiece. Unlike through holes, which allow for complete penetration, blind holes terminate at a specified depth. This characteristic makes them really useful in applications where external surfaces must remain intact or when internal features need to be accessed without compromising the outer structure.
Blind holes can be easily drilled and created using various machining processes, including drilling and boring, and they can also be threaded or tapped for fasteners.
Characteristics of Blind Holes
Blind holes have several important characteristics that differentiate them from other types of holes, including their depth and shape:
| Characteristic | Description |
|---|---|
| Depth | The depth of the hole is predetermined based on its intended use, such as accommodating a screw or providing space for fluid flow |
| Surface Integrity | Since blind holes do not penetrate through the material, they help maintain the structural integrity of the outer surface, which is critical in many engineering applications |
| Shape | Blind holes can vary in shape and size depending on their purpose; common variations include countersink holes, counterbore holes, and tapered holes |
| Access | While they provide access to internal features, cleaning and inspection can be challenging due to their limited opening |
Design Considerations for Blind Holes
When designing blind holes, there are a few factors that must be considered to ensure functionality, such as material and placement:
- Material Type: Different materials require specific drill bits and techniques. For example, harder materials may necessitate specialized drill bits to achieve the desired hole depth without damaging the workpiece.
- Hole Depth: The total hole depth must be carefully calculated based on the application. Accurate calculations help avoid issues such as incomplete threading or insufficient space for components.
- Placement: The location of the blind hole should be strategically chosen to avoid interference with other features or components in the assembly.
- Drill Bit Selection: Choosing the appropriate drill bit is essential for achieving the desired accuracy and finish. The bit must match both the diameter and type of hole required.
Drilling Techniques for Blind Holes
Drilling blind holes involves specific techniques that differ from standard drilling processes:
| Aspect | Technique |
|---|---|
| Drill Bit Types | Use an appropriate drill bit; common options include twist drills for general purposes and specialized bits like gun drills for deeper applications |
| Drilling Process | The drilling process should be controlled to maintain accuracy in depth and diameter; a slower feed rate may be necessary to prevent overheating or tool wear |
| Depth Clearance | Ensuring proper drill depth clearance in blind holes helps avoid issues with chip removal during drilling; this may involve using compressed air to clear debris from the hole as it is being drilled |
Taps for Blind Holes
Tapped blind holes are designed to accommodate screws or bolts without passing through the entire material. When creating a tapped blind hole:
- Type of Tap: Selecting the right type of tap is essential. Common types include spiral flute taps and thread taps, each suited for different materials and applications.
- Tap Depth: The tap depth must match the specifications of the fastener being used. It’s important to ensure that there is enough material left at the bottom of the hole to provide adequate support for the threaded fastener.
- Threading Process: Threading blind holes requires precision to ensure that threads are cleanly formed without damaging surrounding material.
How to Clean a Blind Hole
Cleaning a blind hole after machining is important for maintaining its quality:
- Compressed Air: One effective method involves using compressed air to blow out debris from within the hole. This helps clear any buildup that may interfere with subsequent operations.
- Vacuuming: A vacuum can also be employed to suck out any loose particles after blowing compressed air into the hole.
- Manual Cleaning Tools: In some cases, manual tools like brushes or cloths may be necessary to remove stubborn debris from within deep or narrow blind holes.
Applications of Blind Holes
Blind holes are used for fastening, fluid control, and structural support. They are widely used across various industries due to their versatility:
- Fastening Applications: They are commonly used for screws and bolts where external protrusion is not desirable. This helps create cleaner designs without visible fasteners on one side.
- Fluid Containment: In hydraulic systems, blind holes can serve as reservoirs or channels that contain fluids without leaking.
- Structural Support: Blind holes play an important role in distributing stress within components, improving their overall strength and durability.
Measurement and Inspection Techniques
Accurate measurement and inspection are critical when working with blind holes:
- Depth Measurement Tools: Tools such as depth gauges and calipers are commonly used to measure the total hole depth accurately.
- Optical Inspection: Borescopes can provide visual access inside blind holes for inspection purposes, allowing operators to check for defects without disassembly.
- Non-destructive Testing (NDT): Techniques like ultrasonic testing can help identify internal flaws without damaging the part.
Challenges in Machining Blind Holes
While machining blind holes offers many advantages, it also presents challenges:
- Chip Removal: One common issue is effective chip removal during drilling. Chips can accumulate at the bottom of deep blind holes, leading to potential tool damage or inaccurate drilling.
- Tool Wear: The choice of drill bit impacts tool wear rates; harder materials may require more durable bits but can also increase costs.
- Access Limitations: Inspecting and cleaning deep blind holes can be difficult due to limited access points.
Blind Hole vs. Through Hole
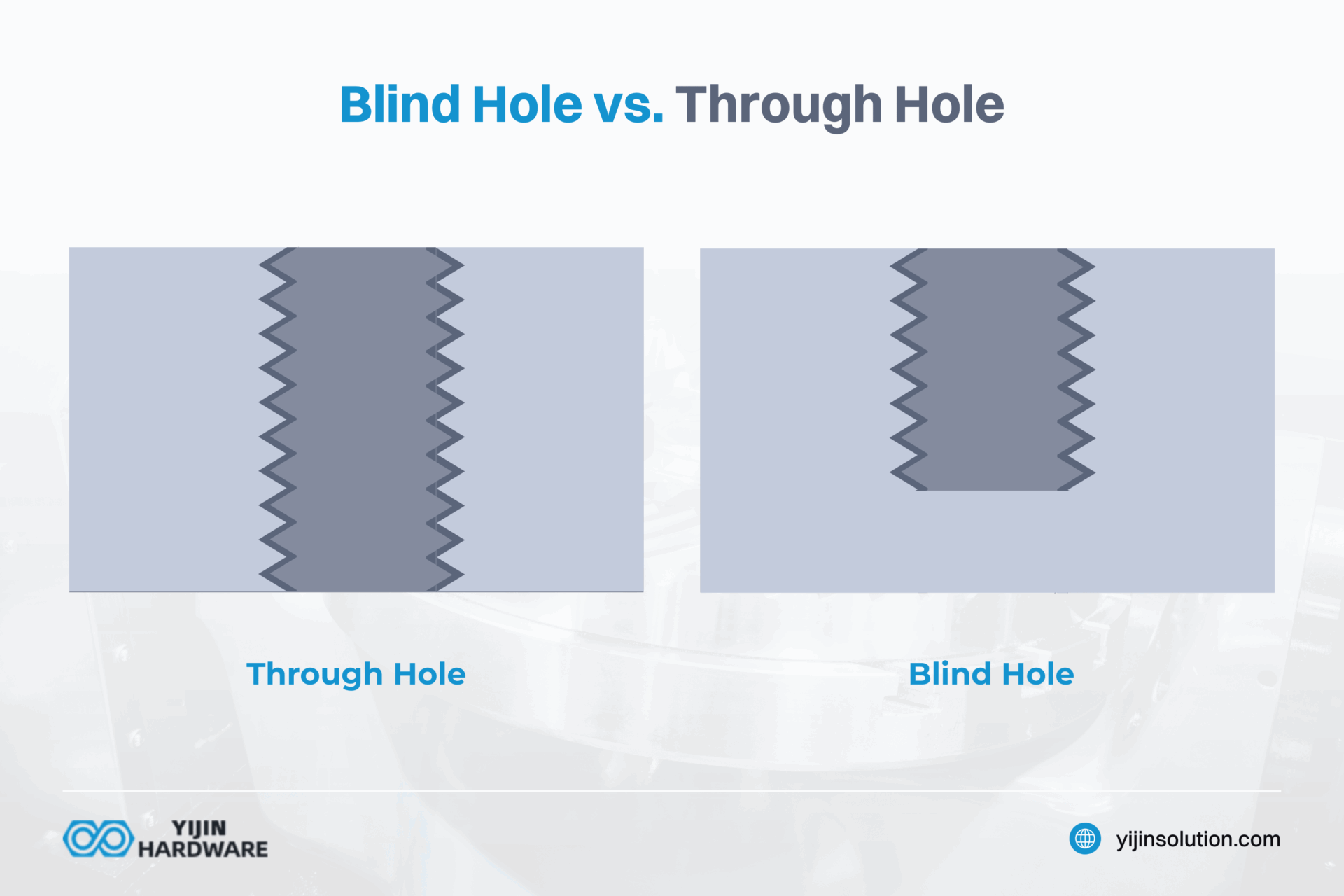
Understanding the differences between blind holes and through holes is essential:
- A through hole extends completely from one side of a material to another, allowing full penetration.
- In contrast, a blind hole stops partway through, making it great for applications where external visibility or access needs to be minimized.
Both types of holes have their unique benefits, depending on design requirements.
Other Types of Engineering Holes
In addition to blind and through holes, there are several types of holes in engineering and machining:
- Countersink Holes: These allow screws or bolts to sit flush with the surface by creating an angled opening at the top.
- Counterbore Holes: Similar to countersink holes but feature a flat bottom instead of an angled opening; these accommodate larger fasteners or provide space for screw heads.
- Pilot Holes: Smaller initial drillings that guide larger drill bits into place accurately.
Each type serves specific purposes within engineering design.
Yijin Hardware: Efficient and Affordable CNC Machining
Yijin Hardware specializes in CNC machining services that efficiently produce high-quality components featuring various types of holes, including blind ones. With advanced technology and skilled personnel, Yijin Hardware ensures precision in every project while maintaining affordability in our factories.
If you’re looking for reliable machining solutions tailored to your needs, reach out to our friendly and helpful team today!
FAQs on What is a Blind Hole? A Complete Guide to Design, Drilling, and Applications
What is the difference between a blind hole and an open hole?
A blind hole is a drilled hole that goes to a specified depth without fully penetrating the material, whereas an open hole goes completely through. Blind holes in engineering often require precise depth control, commonly indicated with a callout symbol on technical drawings.
What is the purpose of a blind hole?
Blind holes are used when a drilled hole should not fully pass through a material, typically to preserve structural integrity. Blind hole machining is essential in applications like threaded hole creation, where a tapped hole is needed for secure fastenings without a through-hole.
What does a blind hole look like?
A blind hole has a closed bottom within the material, and the depth is specified by a callout symbol on engineering drawings. In CNC drill operations, a blind hole may require additional features like a spotface hole or counterdrill hole to meet specific design needs.
Back to Top: What is a blind hole? A Complete Guide to Design, Drilling, and Applications