

Резьбовое соединение широко используется для соединения и фиксации деталей изделий благодаря своей низкой стоимости, простоте конструкции, удобству разборки и сборки, надежности соединения и другим характеристикам.
Ослабленный болт может привести к расшатыванию деталей, ненормальным звукам, повреждениям при падении и другим ситуациям, даже поставить под угрозу личную безопасность, а может и вовсе привести к остановке всего производства и заставить компанию понести большие убытки.
Итак, что же является основной причиной ослабления болтов?
Сегодня компания Yijin Hardware проведет расследование причин и анализ проверки, а также подведет итоги соответствующих мер по борьбе с ослаблением.
Анализ причин
1. Болты
Если прочность материала болта ниже стандартной, то в процессе затяжки с увеличением усилия предварительной затяжки болта увеличивается и сила зажатия между компонентами соединения, при этом происходит упругая деформация болта.
При достижении предела текучести болт начинает пластически деформироваться, и с увеличением усилия предварительной затяжки приращение силы зажима становится меньше или даже не изменяется, а затем постепенно становится меньше, что приводит к ослаблению болтов.
Если шаг болта не соответствует требованиям, хотя он может удовлетворять требованиям самостопорения и защиты от ослабления, из-за слишком большого усилия предварительной затяжки, требуемого узлом соединения, болт, выбранный под действием усилия предварительной затяжки, выходит за пределы допустимого, повреждается зуб болта (или отверстие болта), и болт ослабевает.
Если тип болта слишком мал или марка болта слишком низкая, болт не может компенсировать действие осевого растягивающего усилия и радиального сдвига между компонентами соединения в рабочем состоянии, и повторяющийся цикл действия силы в конечном итоге приводит к усталости болта, пластической деформации, снижению усилия предварительной затяжки, и происходит ослабление болтов.
Размер резьбы также влияет на величину получаемого предварительного натяга болта, слишком крупная резьба с резьбовым отверстием сидит слишком туго, а при том же крутящем моменте в случае небольшого предварительного натяга эффект затяжки будет низким;
Когда резьба слишком мала, а резьбовое отверстие слишком велико, площадь контакта зубьев винта в резьбовой паре слишком мала, а зуб винта при одинаковом усилии предварительной затяжки слишком велик, что может привести к разрушению и выходу зубьев винта под действием усилия при сборке соединения.
2. Дизайн
Сила предварительного затягивания, которую может достичь болт в процессе затяжки, напрямую определяет силу зажима между двумя соединяемыми деталями.
Механический анализ сопряжения показывает, что в условиях статической нагрузки общая резьба соответствует условию самоторможения и не приводит к ослаблению болтов.
Однако переменная нагрузка, вибрация и удары являются основными факторами, вызывающими ослабление болтов;
Проектировщики не в полной мере учитывают реальные условия работы этого элемента, и легко появляющиеся конструктивные требования не могут соответствовать требованиям ситуации, что приводит к ослаблению болта.
Сильное сжатие приведет к уменьшению или потере предварительного натяга болта, что приведет к ослаблению гайки или болта. Граница контакта резьбы обычно неравномерна.
После предварительной нагрузки внутренняя и внешняя резьбы не могут полностью соприкоснуться, и микровыпуклое тело на внутренней (внешней) резьбе может войти в вогнутую область внешней (внутренней) резьбы.
Под действием периодической внешней силы происходит возвратно-поступательное микроскользящее движение внутренней и внешней резьбы, что приводит к осыпанию клея и потере силы предварительного затягивания, что называется фреттинг-износом.
После затяжки сила предварительного затягивания болта приведет к разрушению выпуклой точки и постоянной пластической деформации, так что зажимная длина болта уменьшится, что приведет к уменьшению силы предварительного затягивания болта.
3. Инструменты
Неисправность инструмента - одна из основных причин ослабления болтов. Пневмогайковерт - это обычный инструмент для предварительной затяжки болтов, которым оснащена компания.
После проведенного расследования основные причины выхода из строя пневматического ключа заключаются в следующем:
Во-первых, работник обычно не использует инструмент, что приводит к ненормальному износу, например, постоянному удару пневматического ключа после затягивания болта;
Вторая - неправильное использование вспомогательного оборудования или его поломка, а также длительное нахождение инструмента в необслуживаемых условиях, например, прямое подключение пневмогайковерта к трубопроводу сжатого воздуха без пневматического триплета.
Неправильная конфигурация инструмента также является одной из причин ослабления болтов. Компания использует динамометрический ключ большого радиуса действия для монтажа болтов с низким крутящим моментом.
Поскольку значение крутящего момента, соответствующее каждой шкале, слишком велико, точный момент затяжки невозможно определить, и момент затяжки болта может оказаться недостаточным, что приведет к ослаблению болта.
4. Оператор
Плохие рабочие привычки оператора являются одной из непосредственных причин ослабления болтов. В результате расследования выяснилось, что вредные привычки оператора проявляются во многих аспектах.
Одна из них заключается в том, что после затяжки болта на место непрерывное воздействие пневматического ключа продолжает сохраняться, разрушая опорную поверхность шарнира в сборе (это может быть также деформация плоской площадки и разрушение пружинной площадки);
Вторая - оператор срезает углы, не использует динамометрические ключи, не нажимает на резьбу, чтобы затянуть клей, или затягивает болты не в том порядке, который требуется.
В-третьих, схема оператора в сборе удобна для переключения на другие виды болтов.
5. Дефекты обработки и другие проблемы
Слишком большая фаска крепежных отверстий под болты, что может произойти при слишком большом размере крепежных отверстий.
Кроме того, поверхность шарнира в сборе неровная, поэтому болт и шарнир в сборе не полностью прилегают друг к другу и не могут воспроизвести достаточное трение;
При относительном проскальзывании между болтом и узлом шарнира поверхность шарнира изнашивается, что в конечном итоге приводит к уменьшению предварительного натяжения и, как следствие, к ослаблению болта.
Болты против выпадения
Процесс проектирования
Полностью учитывайте положение установки болта в соответствии с эксплуатационными требованиями, принимая во внимание вес компонента соединения, нагрузку, стандарты безопасности и другие факторы, выбирайте соответствующие спецификации болта, точно анализируйте и рассчитывайте величину предварительной нагрузки, оставляйте достаточно рабочего пространства, чтобы обеспечить безопасность и надежность болтового соединения.
Примите конструкцию болта против ослабления. В соответствии с реальной ситуацией в компании можно выбрать следующую конструкцию болта против ослабления:
- Режим блокировки эластичной прокладки;
- Режим фиксации двойной гайки;
- В качестве фиксатора используется неметаллическая вставная стопорная гайка.
- Механическая фиксация с помощью шлицевой гайки и шплинта;
- Применяется метод фиксации с использованием клея для крепления нитей.
Чтобы избежать деформации и ослабления опорной поверхности узла соединения, можно выбрать подходящее сквозное отверстие (отверстие для болта), подходящую комбинацию прокладок, выбор фланцевых болтов и оптимизацию материала узла соединения.
При использовании метода крепления "болт и гайка" предпочтительнее приварить один из них к узлу соединения.
Четкие требования к сборке, настройка соответствующих инструментов и приспособлений, чтобы обеспечить последовательность производства, и устранение рабочих по ощущениям и опыту, чтобы судить об эффективности работы.
Конкретные требования следующие
- Затяните болты 8.8 с помощью пневматического ключа;
- При появлении звука проскальзывания трещотки пневматического ключа на 1 ~ 2 секунды, необходимо немедленно ослабить рабочую кнопку;
- Выберите подходящий пневматический гайковерт в соответствии с таблицей рекомендуемых моментов затяжки болтов;
- Болты класса 9, класса 12.9 и с особыми требованиями должны быть затянуты в соответствии с калибровочным моментом с помощью динамометрического ключа;
- Плоскость направления вращения крутящего момента должна быть перпендикулярна осевому направлению болта;
- Нанесите клей для закрепления нитей;
- Работайте в соответствии с откалиброванной последовательностью сборки;
- После сборки на поверхности стыка остается зазор, который относится к неквалифицированным явлениям.
- Производственный процесс
Материалы с дефектами внешнего вида не допускаются к использованию в ответственных деталях. В процессе обработки выбирается правильный метчик в соответствии с требованиями к точности резьбового отверстия, а затем метчик с серьезным износом своевременно заменяется, чтобы устранить дефекты обработки и обеспечить качество резьбового отверстия.
В процессе сварки и покраски обратите внимание на экранирование отверстий для винтов, чтобы предотвратить повреждение резьбы, загрязнение и влияние на окончательный эффект сборки.
Строго соблюдайте требования к конструкции, в соответствии с положениями о правильном использовании инструментов и приспособлений, устраняйте рабочих, по ощущениям и опыту судите об эксплуатационном эффекте.
Проверьте, цела ли резьба перед сборкой, и проверьте, нет ли зазоров на поверхности соединения после сборки.
Новые сотрудники должны овладеть основными навыками сборки до начала работы.
Часто используемые болты Винты Метод предотвращения ослабления
Фрикционная блокировка
Двойная гайка против проскальзывания, пружинная шайба, самостопорящаяся гайка и т.д.
1. Добавьте плоскую шайбу
Шайба - это деталь между соединительным элементом и гайкой, как правило, плоское металлическое кольцо, которое используется для защиты поверхности соединительного элемента от истирания гайкой и рассеивания давления гайки на соединительный элемент.

2. Добавьте плоскую шайбу и пружинную шайбу
Пружинные шайбы широко используются в несущих и ненесущих конструкциях механических изделий общего назначения. Они подходят для сборки и разборки частых деталей, но антизакручивающая способность пружинных шайб очень низкая!

3. Самоконтрящаяся гайка
Обычная гайка в процессе использования подвергается вибрации и другим причинам, чтобы предотвратить это явление, была изобретена самостопорящаяся гайка.
Согласно функциональной классификации типа самостопорящихся гаек, встроенных в нейлоновое кольцо, с закрывающейся горловиной, плюс металлическое устройство против заедания, они относятся к эффективному типу гаек против заедания с крутящим моментом.
Из-за своей особенности контргайки трудно закручивать.

4. Двойная гайка против проскальзывания
Анти-отвинчивание двойных гаек - это две гайки с одинаковым вращением при затягивании, а затем две гайки в соответствии с направлением стрелки на картинке винта, так что верхняя сила между двумя гайками, так что гайка под обоими трения и шайбы и трения со второй гайкой, двойное трение для достижения эффекта предварительного затягивания.

5. Контргайка упругого кольца
Вставки из волокна или нейлона на входе в винт для увеличения трения.

Механическая блокировка
Шплинт и шестигранная шлицевая гайка, стопорная шайба, проволока серии и т.д.
Механический метод защиты от размыкания является более надежным и должен использоваться для важных соединений.
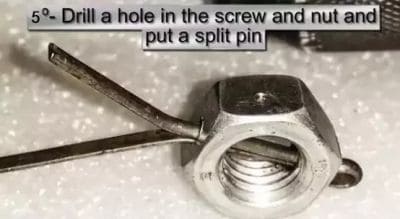
1. Просверлите отверстие в винте и гайке и установите шплинт
В машиностроении штифт в основном используется для позиционирования при сборке, а также может быть использован для соединения, анти-люфт класса безопасности устройства перегрузки сдвиг соединения.
Типы булавок: цилиндрические, конические, с отверстиями, разъемные и безопасные.
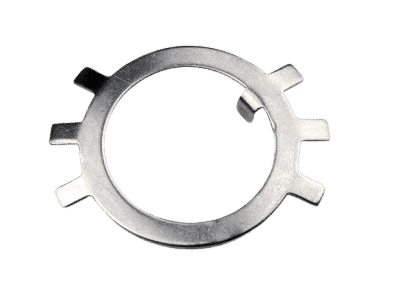
2. Круглые гайки и шайбы с внутренними накладками
Вставьте внутренний язычок шайбы в паз болта (вала), а один из внешних язычков шайбы вставьте в паз гайки после затягивания гайки.

3. Шайба внутренней накладки
После затяжки гайки однолапчатая или двухлапчатая стопорная шайба загибается и прижимается к гайке и соединяемой детали соответственно, чтобы предотвратить ослабление.
Если два болта нуждаются в двойной блокировке, можно использовать прокладки с двойным стопором.
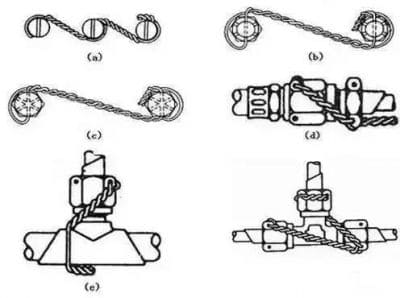
4. Серия стальной проволоки против выпадения
Вставьте проволоку из низкоуглеродистой стали в отверстие головки винта и соедините винты последовательно, чтобы они тормозили друг друга.
Такая конструкция требует внимания к направлению проникновения проволоки.
Постоянная блокировка
Точечная сварка, клепка, склеивание и т.д.
Кроме того, существуют и другие способы предотвращения потери, например: в резьбу винта наносится жидкий клей, на конец гайки инкрустируется нейлоновое кольцо, клепка пробивает ослабление. Механическое и фрикционное антиослабление называется съемным антиослаблением, а постоянное антиослабление - несъемным антиослаблением.
1. Метод штамповки для предотвращения ослабления
После затягивания гайки резьба винта разрушается на конце резьбы.

2. Клей-фиксатор-гайка-фиксатор-жидкость
Нанесите раствор для борьбы с ослаблением гаек на место затяжки болта, а затем закрутите гайку. После самозатвердевания антиослабляющий эффект будет хорошим.

Подробнее
Принцип работы контргайки
Контргайка, самозатягивающаяся гайка - это обычная крепежная гайка, принцип ее работы очень прост, традиционный 60-градусный зубчатый наконечник имеет 30-градусный клин, такая структура заставляет болт затягиваться вместе с гайкой, а резьба Инь и Ян получает большее трение, чем традиционная резьба, поэтому она обладает хорошим противозакручивающим эффектом.
Хотя контргайка может быть хорошим решением проблемы легкого ослабления гайки, в использовании, если вы не обращаете внимания на и обслуживание, регулярное обслуживание, анти-слабый гайки также появится различные проблемы из-за его недостатков, так что следующие детали для вас, чтобы представить несколько способов предотвратить ослабление гайки, чтобы избежать проскальзывания свободно.
Заключение
В сложных условиях работы для предотвращения ослабления болтов необходимо всесторонне учитывать множество факторов. Меры по предотвращению ослабления болтов не являются единичными, а могут представлять собой комбинацию различных методов.
Только определив первопричину ослабления болтов, можно выбрать подходящие методы предотвращения ослабления в соответствии с местными условиями.
Эта статья в основном направлена на процесс сборки оборудования перед поставкой исследовательский анализ, статистический анализ с нескольких аспектов причин, и представляет некоторые эффективные методы фиксации резьбы, эти методы были применены на месте, и продвижение и блокировки эффекты хороши.
Мы надеемся, что эта информация поможет вам. Для получения новой информации нажмите на поле ниже и получите помощь экспертов YIJIN Hardware.
Спасибо, что читаете.

Узнайте больше:




